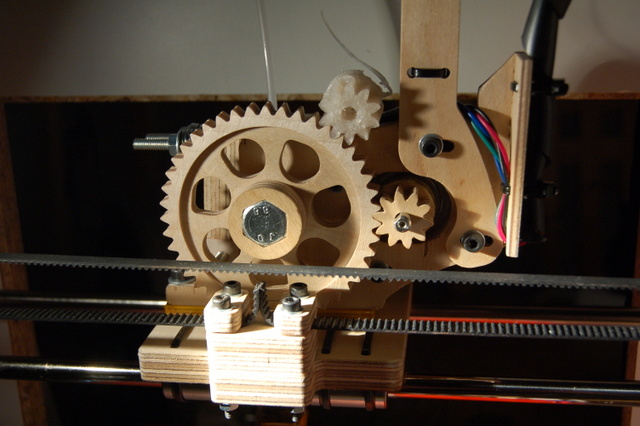
Extrudera? Ja się zastanawiałem żeby zrobić taki jak Twój ze sklejki - yegah...czy jak on tam się nazywa. O wiele prostszy i łatwiejszy dostęp do wnętrzości.
Moje wszystkie sklejki były najpierw planowane z dwóch stron na różne grubości, frezowane kształy i sklejane ze sobą.
Niektóre elementy z dwóch stron obrabiane.
Komu by się chciało to robić. Najlepiej było by kupić sklejkę i za jednym razem wszystkie elementy z niej wyfrezować. Ale sklejka jest krzywa, więc wszystko było robione osobno.
Ktoś mnie pytał przed wczoraj o rysunki.
Mam prawie wszystkie DXFy bo niektóre rzeczy później zmieniałem. To żaden standard, wszystko ma taki wymiar jaki mi się chciało albo pasowało do części które miałem.
Dokumentacji nie chce mi się robić. Kolega JaFuzz już prawie rok robi do frezarki
To były wszystkie "przeciw".
Ale jak komuś się naprawde chce taki extruder zrobić to popatrzę na DXFy.
Ten extruder jest nie sprawdzony w boju. Wymiary jego nie są 100% identyczne z oryginałem.
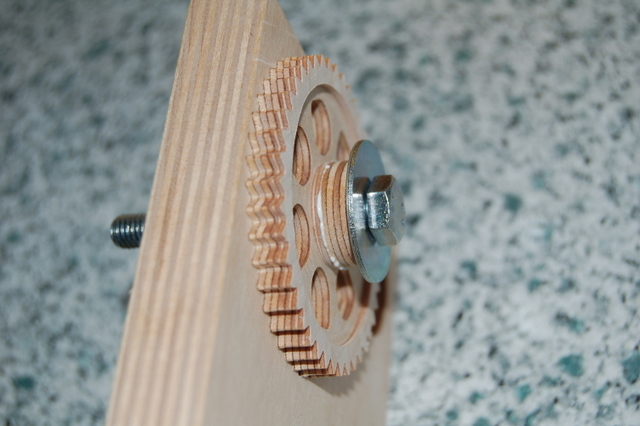
Zawias tej części z łożyskiem dociskającej filament wystaje, przez co później wiertarką zrobiłem 3 otwory w podstawie do mocowania do karetki, zamiast dwóch. Żeby przykręcić nakrętkę w podstawie pod silnikiem trzeba być ginekologiem.
Otwór na filament jest robiony ręcznie na koniec. Nie łatwo trafić.
Dwa otwory na te dłuższe śruby fi 4mm ze sprężynkami dociskowymi też. To właściwie nie jest śruba u mnie tylko szpilka z nakrętkami.
Nie wystarczy zdjąć sprężynek żeby się do ząbków śruby M8 dostać. Obie śruby trzeba zdjąć całkowicie. A że nakrętki po drugiej stronie, przy silniku są bardzo blisko silnika, utrudnia to trochę sprawę.
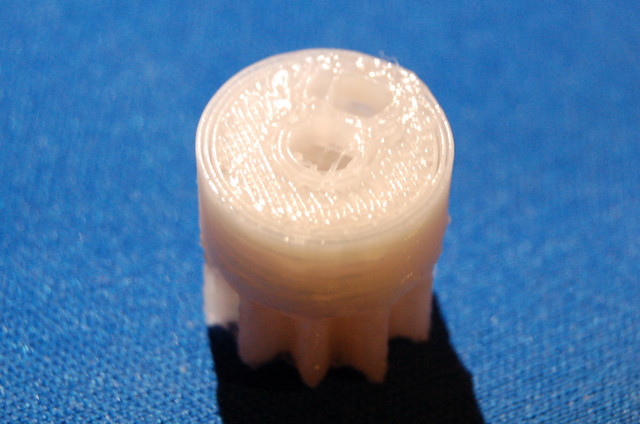
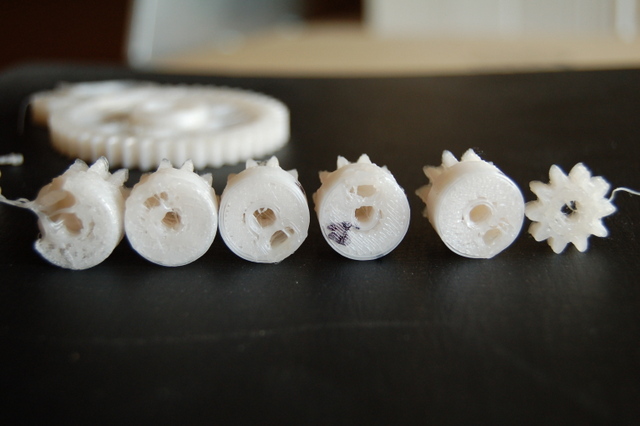
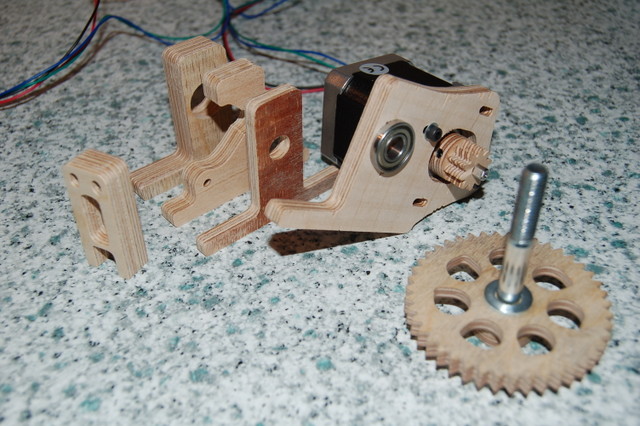
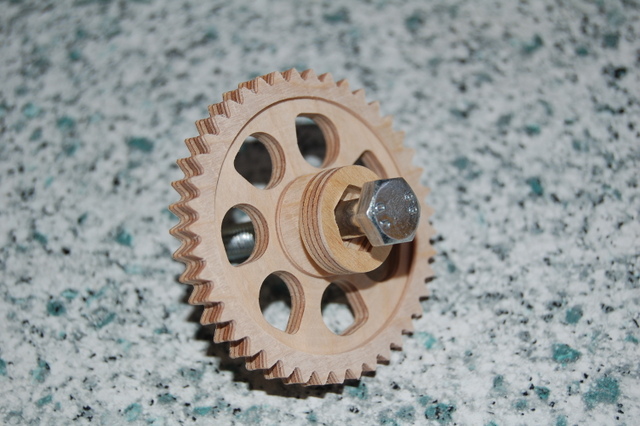
Mała zębatka składa się z dwóch części, zębatki i części z nakrętką dociśniętej robaczkiem do ośki silnika. Obie części są sklejone razem na wiertle fi 5mm które je centruje.
Na koniec okręciłem trochę kevlarem, żeby nic nie pękło od nacisku nakrętki. Jeszcze nie sprawdzone w boju.
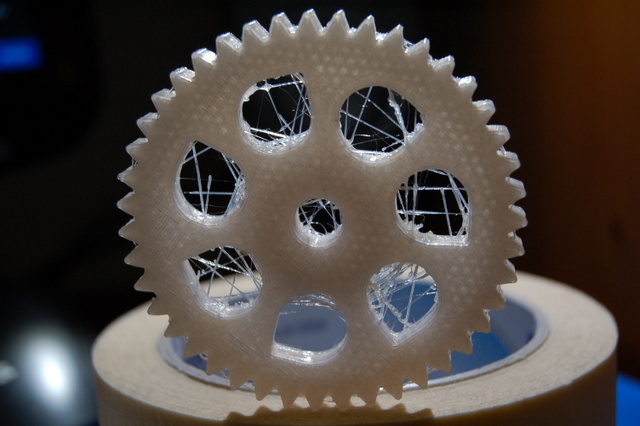
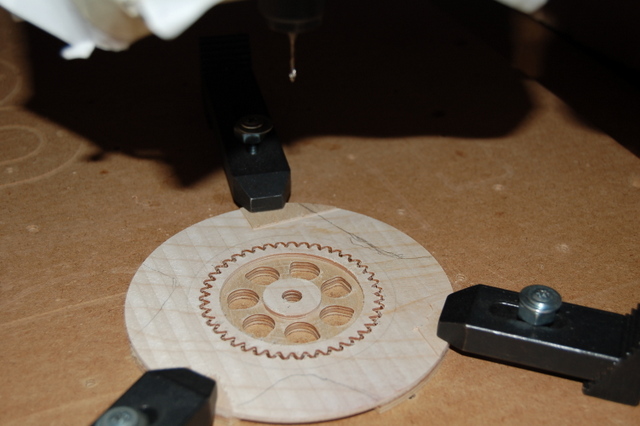
Duża zębatka to też dwie części sklejone razem.
Na sam koniec, jak byłem pewien, że otwór na filament jest w dobrym miejscu scentrowałem frez w otworze od spodu i zrobiłem kieszonkę na J-head.
Jak komuś będzie się chciało to zrobić to niech pokaże jak wyszło. Jeszcze lepiej jak by się komuś chciało udoskonalić i pozbyć się wyżej wymienionych utrudnień przy obsłudze.
Rysunek DXF u mnie wygląda dobrze w niektórych programach, ale w Draftsight wszystkie krzywe są kanciaste. Spróbuje go tu załączyć.
Zebranie rysunków i lekki opis tak prostej rzeczy zajął mi parę wieczorów, więc pierdziele robić opis całej maszynki
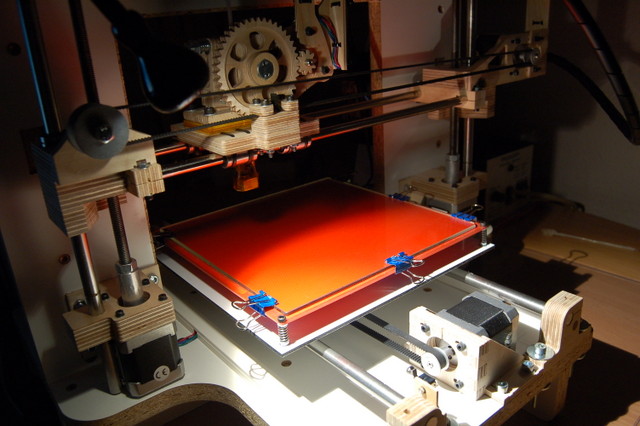
Przez ostatnie parę dni ustawiałem silniki i udało mi się roztopić trochę plastiku.
Nie za ciekawie to wygląda. Z ustawień jeszcze nic nie rozumiem a jest ich trochę.
Tak na oko to najgorsze chyba że podstawa i wypełnienie jest za rzadkie i na zakrętach za bardzo wystaje, ale nie zawsze.
Moje 3 testy wymiar jako tako trzymają, +/- 0,5mm.
Małą zębatkę do extrudera też testowałem. To trzeba zrobić jako pierwsze części zamienne.
Myślałem że taki sprytny będę jak zmienię co ma robić po zakończeniu drukowania i napisałem G0 Z10.
Ale się okazało, że zębatka miała 18mm wysokości, więc 210 stopniowym hotendem zjechałem 8mm w zębatkę
Jak jest różnica pomiędzy Perimeters, Small Perimeters i External Perimeters?
Wypełnianie ustawia się samą prędkością, czy extruder musi więcej lub mniej wyciskać?
Dzięki. Poczytałem, przetestowałem.
Dziś jest lepiej niż ostatnio. Największy błąd to że zamiast rozmiaru dyszy 0,35mm wpisałem 0,3mm.
Moje 3 obrysy są nie sklejone ze sobą i z wypełnieniem też nie wszędzie ale to gdzieś w ustawieniach widziałem.
Otwór na robaczka zrobił się dziś widoczny, ale głębiej jest cały zalany.
Wczoraj mi czubek hotendu rozpuszczał te wszystkie wystające gluty co porobił w wypełnieniach, więc podkręciłem trochę obroty silnika extrudera w machu. Teraz jest o wiele lepiej. Retrakcja jest szybsza i krócej stoi w tym samym miejscu.
I pierwsza warstwa mi się nie chce przykleić do stołu a było raz lepiej pod tym względem.
Nie bardzo wiem gdzie krańcówkami taką maszynkę bazować, więc na razie nie mam i robię to na oko.
Kol Syntetyczny, gdzie czubek hotendu powinien być wyzerowany, na stole czy trochę nad stołem, bo na razie ani jedno ani drógie nie jest za dobrze
Tzn. jak widać że pierwsza warstwa dobrze się położy, to dobrze trzyma, tylko że nie chce się położyć.
kak pisze: Kol Syntetyczny, gdzie czubek hotendu powinien być wyzerowany, na stole czy trochę nad stołem, bo na razie ani jedno ani drógie nie jest za dobrze
W zasadzie bez znacznenia, bo w Sli3rze możesz ustawić pozycję stołu. Domyślnie jest pozycja 0, ale może być inna i bazować maszynę u góry.
Utarło się wśród reprapów, że bazujemy końcówką hotendu na stole. Ja bazuję na samym środku(bo wiadomo stół krzywy itp.) i od środka też drukuje. Sprawdź czy masz wszędzie 0 na stole, ewentualnie splanuj go i wypoziomuj śrubkami(o ile posiadasz takowe). W elektronice do prusaków, bazowanie każdej osi ma 2 najazdy, 1 szybki drugi wolny dla dokładniejszego bazowania. I jest cała procedura ręcznego przesuwania krańcówki Z, aby zbazować hotend na samym stole.
Wydruk się odkleja, bo masz albo niegrzany stół, albo za mało. Ja polecam, jeżeli drukujesz z abs, zrobić abs juice(abs w acetonie) i rozpylić go minimalnie na stole jako substancje klejącą i wtedy, nic nie będzie się odklejać.
Dzięki. To wydaje mi się że lepiej będzie zerować Zetkę na kartkę papieru, niż krańcówki przesuwać. Myślałem też o "touch off plate" z pcb, ale czubek może być zalany trochę i nie przewodzić prądu. Wczoraj wyzerowałem kartką papieru i wyszło jak na razie najlepiej. Zmieniłem też średnicę filamentu z 2,82 na 2,8mm, bo na suwmiarce o dokłdnoości 0,05 nie bardzo widać dokładnie średnicę - duża różnica. Obrys i wypełnienie zaczęły się sklejać.
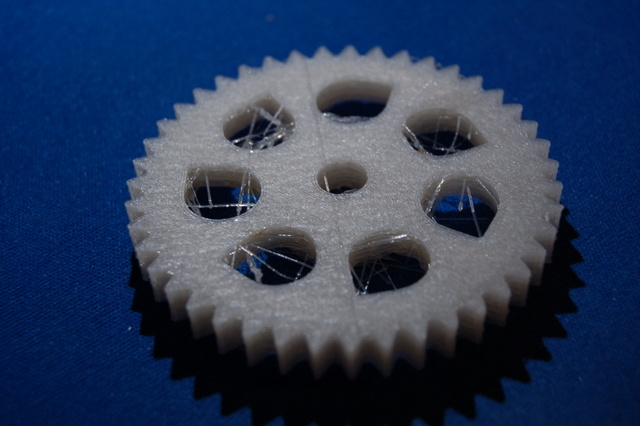
Tylko "pajęczyny" troche dużo
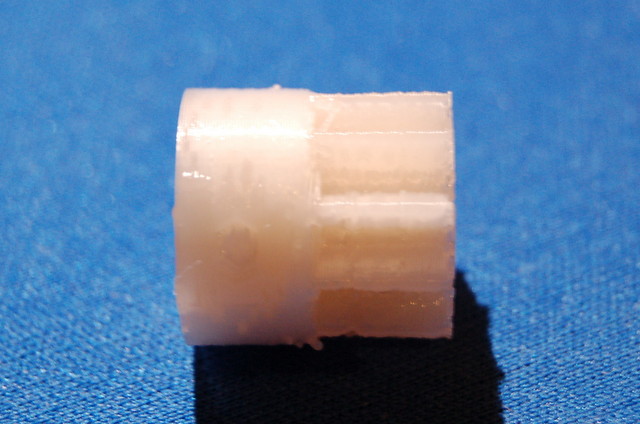
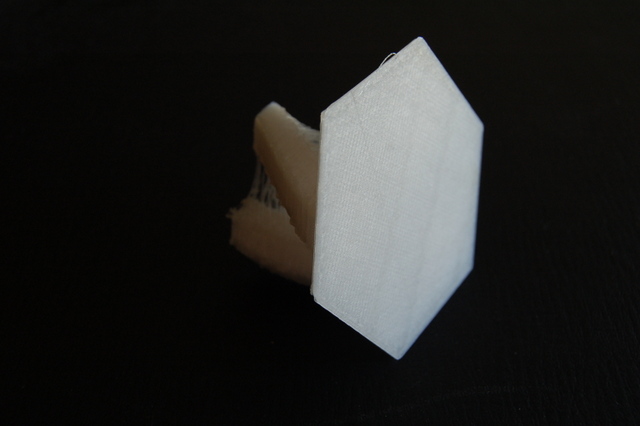
Dużą zębatkę testowałem. Kieszonka na łeb śruby ma 13,25mm szerokości a łby moich śrub 12,85mm. Nie wiem czy tak jest bobrze, bu luzu tam raczej nie powinno być.
Śrubki do poziomowania stolika mam, stolika nie podgrzewam i drukuję na przyklejonej do szkła taśmie kupionej w sklepie malarskim. Dobrze trzyma. Małe częsci może nie bardzo mocno ale do dużej zębatki trochę siły trzeba było użyć żeby odkleić.
W środku wypełniłem ją honeycomb´em - świetna rzecz taka drukarka
Robiła się 2 godziny i 36 minut. Trochę długo, jak patrzę na niektórych rajdowców, ale nie mam jeszcze wyczucia jak szybko plastik da radę się rozpuszczać.
Tylko szkoda że Rhino który już trochę opanowałem, nie za łatwo rysuje "grubościenne" elementy.
Chciałbym z czasem zrobić taki stożek na filtry do kawy, pasujący do mojej filiżanki. Bo czasami mam ochotę na jedną kawę bez fusów Tylko nie wiem czy PLA wytrzyma 100 stopni wodę i czy można z tego pić.
I śrubę z ząbkami ( hobbed bolt) przydało by się zrobić bliżej średnicy łożyska w
którym siedzi, bo mam 0,15mm luzu. Jak ustawie za szybką retrakcję to widać że cała zębatka się lekko rusza a prędkość jest chyba potrzebna żeby pajęczyny się pozbyć.
kak pisze:Chciałbym z czasem zrobić taki stożek na filtry do kawy, pasujący do mojej filiżanki. Bo czasami mam ochotę na jedną kawę bez fusów Tylko nie wiem czy PLA wytrzyma 100 stopni wodę i czy można z tego pić.
Z tego co pamiętam to raczej się nie nadaje do spożywki. Ja zamówiłem sobie hotenda do nylonu, który się nadaje do takich rzeczy.
PLA to jest całkiem prosty materiał do drukowania, jeżeli usuniesz te luzy, to powinieneś na prawdę niezłą jakość otrzymywać:)
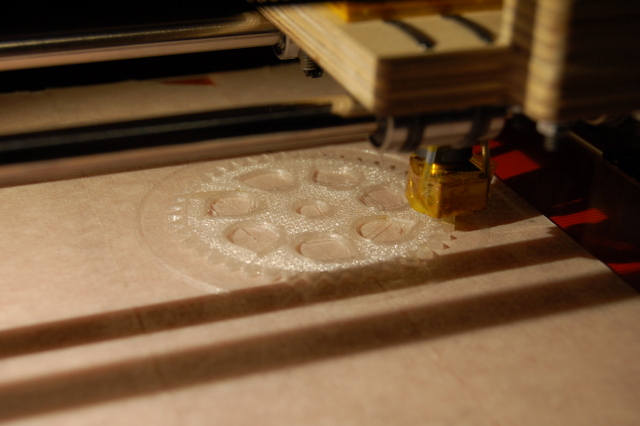
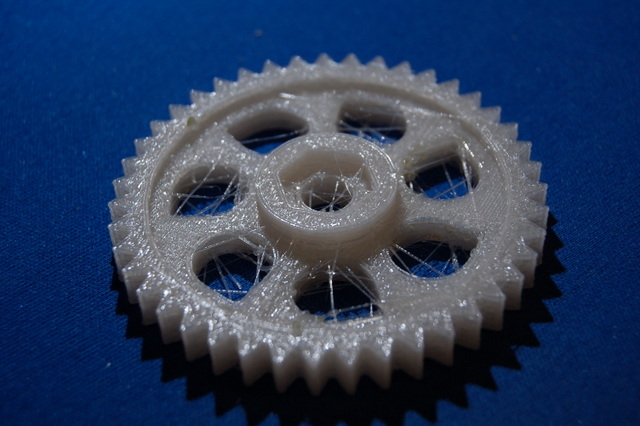
Chyba za szybko się cieszyłem. Duża zębatka jest dobrze sklejona ale jak robiłem znowu małą to obrys nie jest sklejony z wypełnieniem. Chciałem sprawdzić kalibrację jeszcze raz ale znalazłem film na youtube jak ktoś ją robił i pod spodem mu ktoś napisał że jemu slic3r też nie skleja małej zębatki. Muszę spróbować z innym wypełnieniem niż honeycomb. Bo z tego Kiss to nic nie rozumiem.
Wczoraj się bawiłem temperaturą. Znalazłem model takiej "ukręconej wieżyczki ", i zmniejszałem temperaturę po jednym stopniu z 210 do 185 i przestała drukować. Myślałem że w ten sposób ograniczę trochę pajęczynę, ale nie dało się. Cieknie aż przestanie drukować.
Ale zauważyłem że mach tą 4tą osią/ekstruderem obraca taką prędkością "proporcjonalną" do ruchu innych osi. Tzn. nie szybko. Ale raz na jakiś czas szybko to robi, wtedy nie zostawia tak dużo pajęczyny. Widać to na tym filmie. Dopiero ostatnia retrakcja na filmie jest szybka. Co z tym zrobić?
Ogólnie to raczej w porządku drukuje, tylko te gluty wychodząca z czubka hotendu osadzają sie na wszystkich kantach po przejazdach pomiędzy tymi trzema wysepkami, dlatego tak wygląda.
W tym skręconym modelu jest błąd. W podstawie pod każdą z tych trzech wieżyczek jest pusto ok 0,5mm.
Na machu się nie znam, więc trudno mi się wypowiedzieć, ale z tą retrakcją powinieneś zawalczyć. W Sli3r jest zakładka od ekstrudera Printer Settings -> ekstruder -> Retraction -> Length i tu masz jaką część filamentu powinien wciągnąć. Ja mam 2mm i było w miarę, a u Ciebie widać, że jeszcze mu zostaje. Poza tym, jeżeli zewnętrzne krawędzie Ci nie skleja, to może zwiększ perimeters.
I muszę Cię ostrzec, że drukowanie małych elementów jest trudne, dlatego też nie drukuje się ich w pojedynkę(jak ta zębatka), tylko np. z innymi elementami. Bo wtenczas wydruk nadąża z wystygnięciem i hotend nie nadtapia. Spróbuj wydrukować tą zębatkę + tą dużą w jednym rzucie. Albo 4 zębatki za jednym razem.
I obróć tą zębatkę aby drukowało od dołu do góry, w sensie, wpierw podstawę ze śrubką, a później zęby, bo widzę, że drukujesz "standardowo".




")











")