



Zwalniający posuw na promieniu
")


-
bullet3868
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 6
- Rejestracja: 29 paź 2012, 12:52
- Lokalizacja: uk
-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 5
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
Witam Panowie..
Zeby zwalniała maszyna na promieniach trzeba w programie wpisać "CFIN", a żeby nie zwalniała "CFTCP".. standardowo to co masz modalnie wywołane.. tak Ci maszyna działa, ale zawsze można dopisać do programu te funkcje.
CFTCP: Posuw stały po torze punktu środkowego frezu
Sterowanie utrzymuje stałą prędkość posuwu, korekcje posuwu ulegają
wyłączeniu.
CFC: Stały posuw po konturze (ostrze narzędzia)
Ta funkcja jest standardowo ustawiona, jako domyślna.
CFIN: Stały posuw na ostrzu narzędzia tylko na elementach konturu z zakrzywieniem
wewnętrznym, ponadto po torze punktu środkowego frezu
Prędkość posuwu jest zmniejszana w przypadku zaokrągleń wewnętrznych
Aha.. jak już wam zadziała to nie zapomnijcie kliknąć pomógł.. bo inaczej maszyny wam się popsują ))
))
Zeby zwalniała maszyna na promieniach trzeba w programie wpisać "CFIN", a żeby nie zwalniała "CFTCP".. standardowo to co masz modalnie wywołane.. tak Ci maszyna działa, ale zawsze można dopisać do programu te funkcje.
CFTCP: Posuw stały po torze punktu środkowego frezu
Sterowanie utrzymuje stałą prędkość posuwu, korekcje posuwu ulegają
wyłączeniu.
CFC: Stały posuw po konturze (ostrze narzędzia)
Ta funkcja jest standardowo ustawiona, jako domyślna.
CFIN: Stały posuw na ostrzu narzędzia tylko na elementach konturu z zakrzywieniem
wewnętrznym, ponadto po torze punktu środkowego frezu
Prędkość posuwu jest zmniejszana w przypadku zaokrągleń wewnętrznych
Aha.. jak już wam zadziała to nie zapomnijcie kliknąć pomógł.. bo inaczej maszyny wam się popsują
-
 DRAGOO
DRAGOO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
Witam :
W mojej maszynie jako domyślnie jest ustawiona funkcja CFTCP i otóż przy obróbce cyklami maszynowymi jest niezbyt dobrze, po zastosowaniu funkcji CFC jest lepiej ale na zew przyspiesza a wew zwalnia CFIN jest chyba najlepsza bo tylko zwalnia na wew ......i moje pytanie jest takie według czego te funkcje działają zwalniają procentowo i czy można mieć na to wpływ ?
W mojej maszynie jako domyślnie jest ustawiona funkcja CFTCP i otóż przy obróbce cyklami maszynowymi jest niezbyt dobrze, po zastosowaniu funkcji CFC jest lepiej ale na zew przyspiesza a wew zwalnia CFIN jest chyba najlepsza bo tylko zwalnia na wew ......i moje pytanie jest takie według czego te funkcje działają zwalniają procentowo i czy można mieć na to wpływ ?
TEORIA I PRAKTYKA NIE ZAWSZE IDĄ W PARZE
-
rafalxfiles
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
Wzór na to jest np w tym poradniku na stronie L8..
A tak naprawdę prędkość posuwu jest zależna od promienia który obrabiamy i średnicy narzędzia..
A tak dodatkowo to np w mojej maszynie, żeby modalnie ustawić te parametry to
MD 20150 [15] = 1 - CFC
MD 20150 [15] = 2 - CFTCP
MD 20150 [15] = 3 - CFIN
Sinumerik 840D Solution Line..
A tak naprawdę prędkość posuwu jest zależna od promienia który obrabiamy i średnicy narzędzia..
A tak dodatkowo to np w mojej maszynie, żeby modalnie ustawić te parametry to
MD 20150 [15] = 1 - CFC
MD 20150 [15] = 2 - CFTCP
MD 20150 [15] = 3 - CFIN
Sinumerik 840D Solution Line..
-
DRAGOO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
Witam ponownie i dalej w temacie sinumerik 828d funkcje zwalniania posuwu ...... CFTCP CFC CFIN, i pytanie wiem że sinumerik oblicza te predkosci według takich wzorów ale czy można to określać procentowo bo na dużych promieniach jest Ok ale na małych są za duże przyspieszenia .....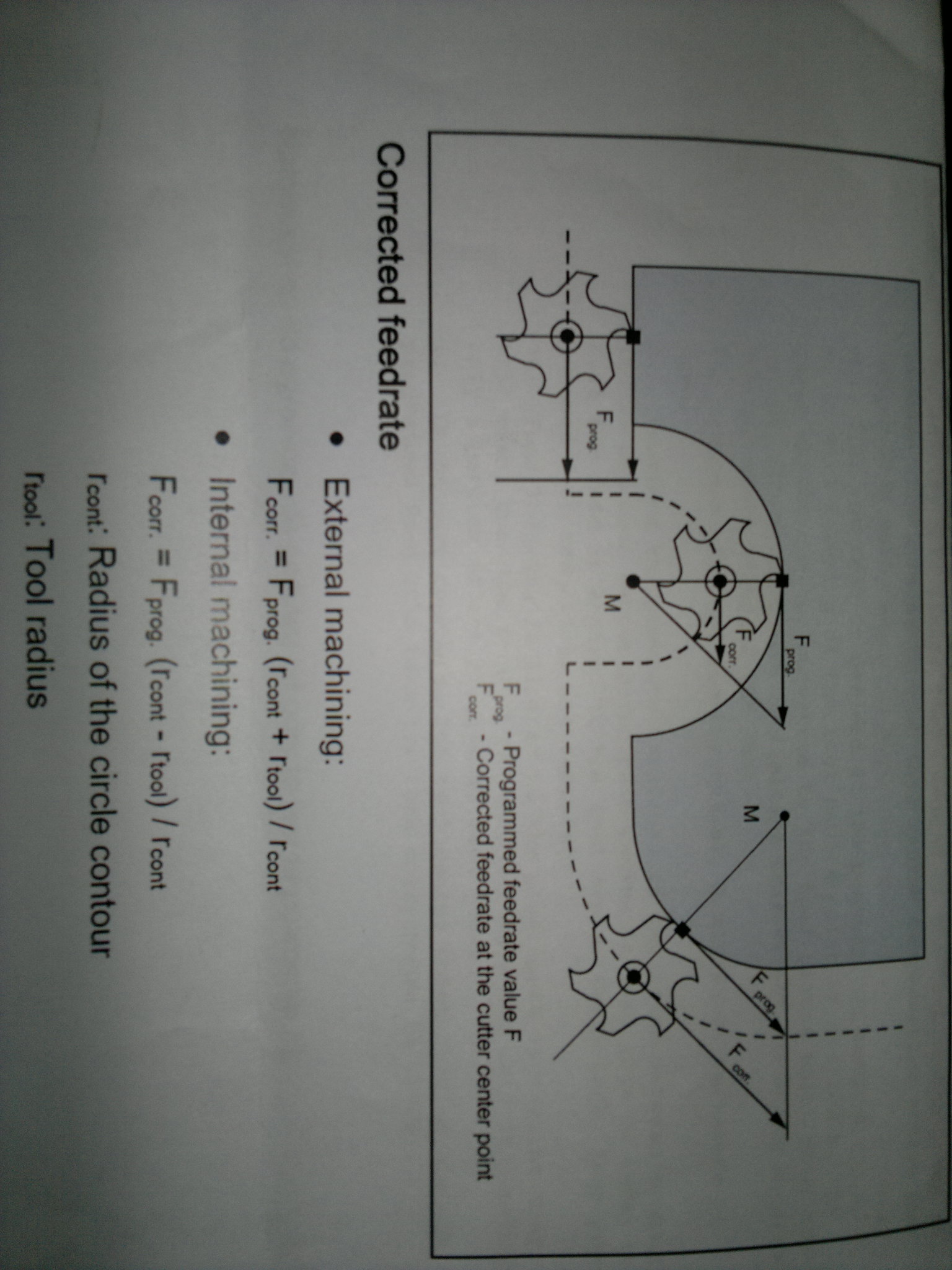
TEORIA I PRAKTYKA NIE ZAWSZE IDĄ W PARZE
-
rafalxfiles
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:






