")
Po pierwsze - wszystkie przykładowe configi tokarkowe powinny zostać uzupełnione o linijkę
Kod: Zaznacz cały
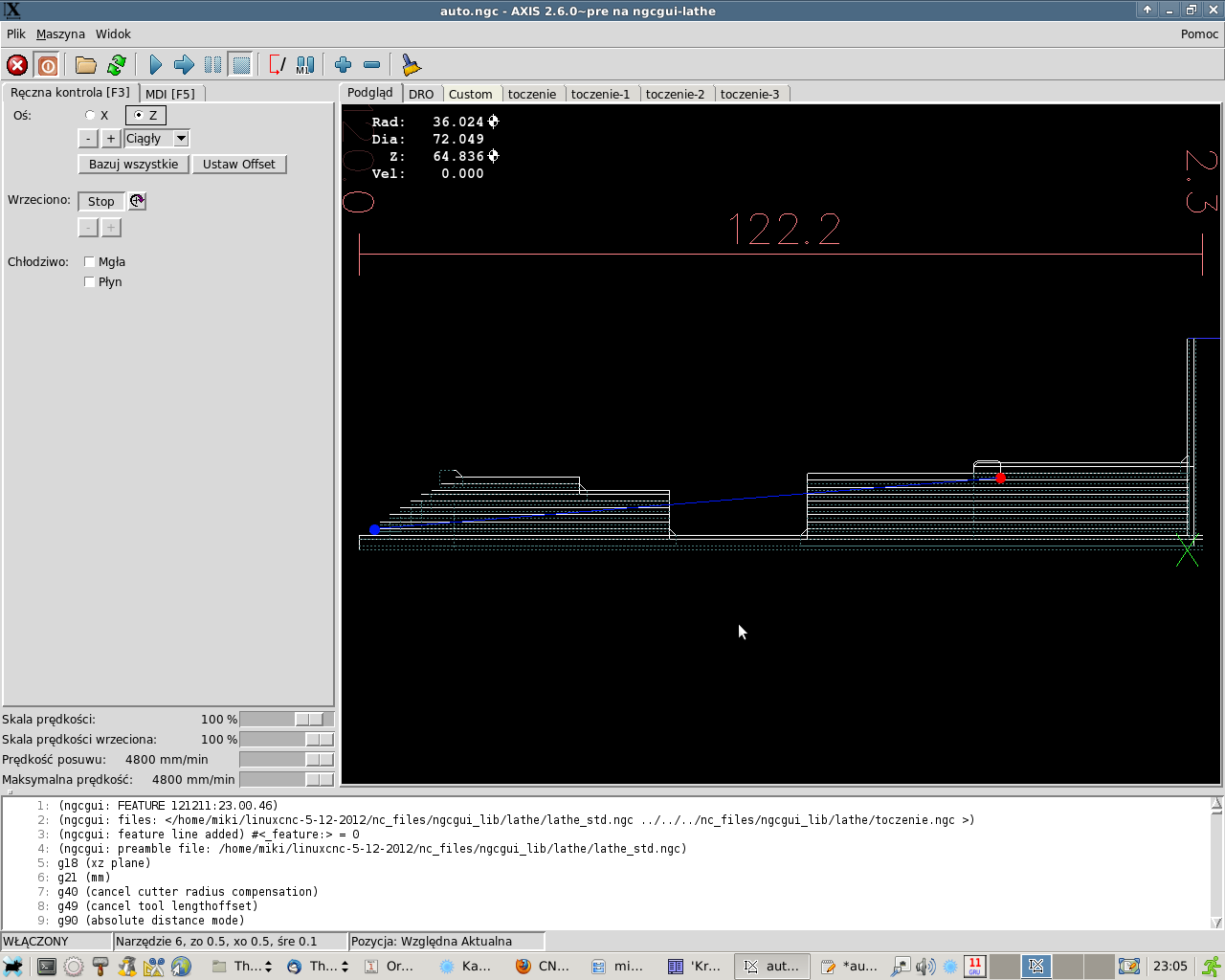
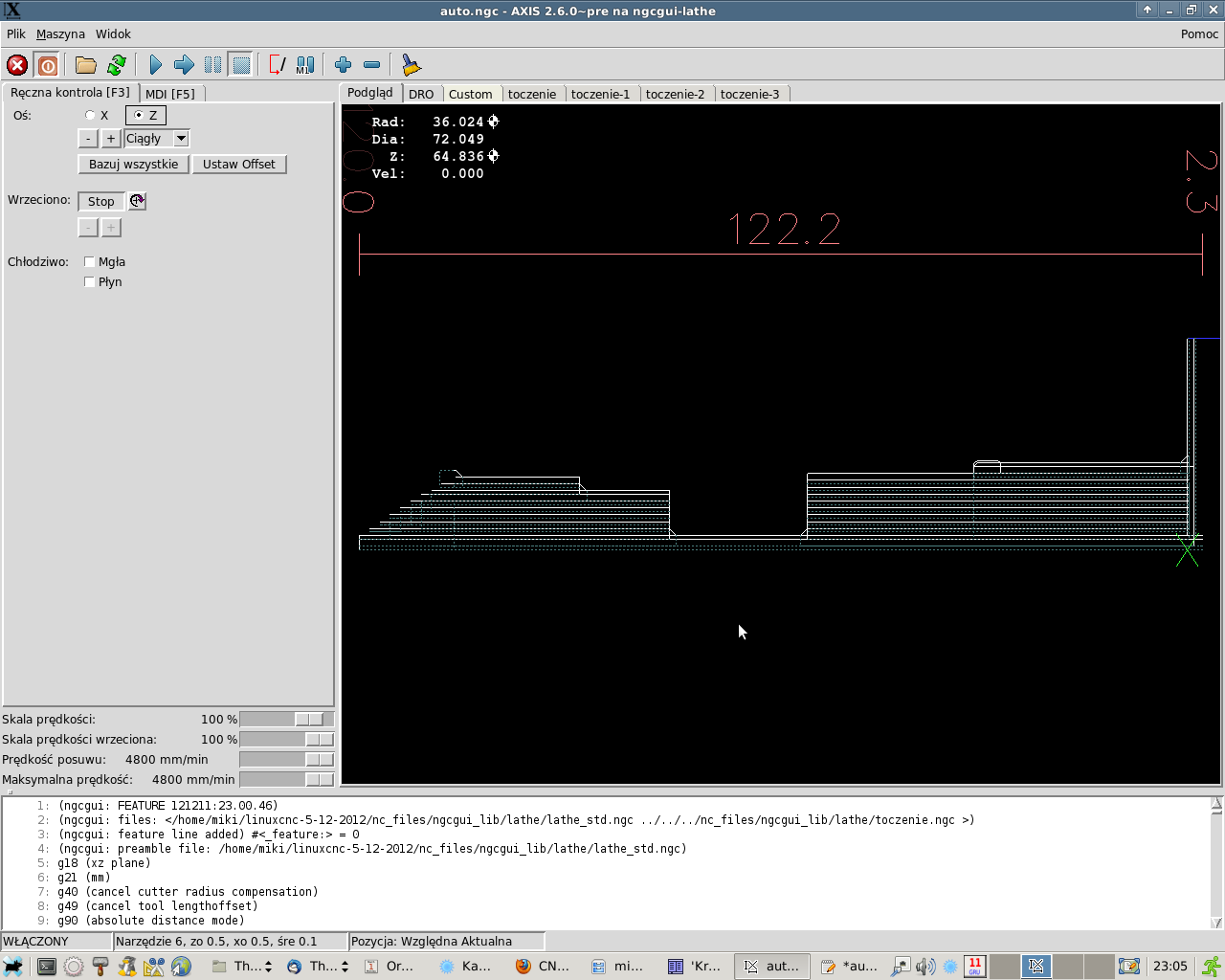
RS274NGC_STARTUP_CODE = G7 G18 Po drugie - brak wizualizacji przebiegów noża między zakładkami NGCGUI to poważne zagrożenie kolizją - to, że nóż po zakończeniu pracy w jednej zakładce przechodzi do kolejnej przez materiał widać dopiero na wizualizacji gdy jedzie.
Po trzecie - wyszło to wczoraj w dyskusji w innym dziale - brak jest możliwości ustawienia korekty położenia narzędzia względem bazy maszynowej w tabeli narzędzi. Skutek jest taki, że co z tego, że se mogę zażyczyć zmiany narzędzia w trakcie pracy, jak po zmianie ono będzie miało czubek w zupełnie innym miejscu, jak zapamiętany dla poprzedniego ofset?
Sprawa się wyjaśniła - problem wynika z błędu w przykładowym pliku .ini dla tokarki, nie wpisano w nim kolumn dla ofsetów osi z i x. Należy to sprawdzić i poprawić we wszystkich przykładowych configach.
To się pojawiło w configach tokarki wersji 2.6.0 pre.
Kod: Zaznacz cały
# use tooltable columns for: diam front back orien
TOOL_EDITOR = tooledit diam front back orienKod: Zaznacz cały
# use tooltable columns for: diam front back orien x y z a b c
TOOL_EDITOR = tooledit diam front back orienA powinno wyglądać tak:
Kod: Zaznacz cały
# use tooltable columns for: diam front back orien x y z a b c
TOOL_EDITOR = tooledit diam front back orien x z
Kolejna sprawa: w NGCGUI fokus ucieka z okienka formularza razem z kursorem myszki. A nie powinien.
Kolejna sprawa: Procedurę, poskładaną z kilku zakładek NGCGUI można zapisać przez "Zapisz plik g-code". Miło by było, gdyby przy wciąganiu jej do programu LinuxCNC rozpoznawał, że to jest składanka NGCGUI, i tworzył odpowiedni zestaw wypełnionych danymi z pliku zakładek, co umożliwiałoby edycję zaprogramowanego dawno detalu.
Plik zawiera dość informacji, by to było wykonalne, kwestia dostosowania systemu, importującego pliki z G-code do współpracy z NGCGUI.


")