



Aktualizacja Heidenhain 426 280 474
-
witja18
Autor tematu - Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 42
- Rejestracja: 11 gru 2012, 08:48
- Lokalizacja: Stalowa Wola
Aktualizacja Heidenhain 426 280 474
Witam mam pytanie czy jest mozliwosc aktualizacj sterowania Heidenhain 426 soft 280 474 do 280 476. Brakuje mi cyklu 247 punkt bazowy w maszynie. chyba ze jest inny tego odpowiednik tego cyklu w niszym softcie.
Tagi:


-
kris852
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 2
- Posty: 69
- Rejestracja: 18 cze 2010, 16:11
- Lokalizacja: Wielkopolska
Witam
Teoretycznie jest taka możliwość dla wersji TNC 426 C/P/M, jednak wiązało by to się z wymianą kości epromu i wgraniem nowego setup'u. Tylko najnowsze wersje TNC 426/430M (inny komputer) miały soft na flash EPROM i wgrywa się go kablem razem z setup'em dostępnym na stronie HH. W wersjach z flash EPROM w mod przed numerem softu powinna widnieć litera "F". Obstawiam, że jeśli masz 280 474 to soft będzie raczej na eprom.
Nie mam pojęcia ile Heidenhain woła sobie za taki upgrade.
Faktycznie na 280 474 przydałby się cykl 247, ale można przecież to samo osiągnąć stosując cykl 7 z "#", wywołując punkt bazowy z tabeli.
Teoretycznie jest taka możliwość dla wersji TNC 426 C/P/M, jednak wiązało by to się z wymianą kości epromu i wgraniem nowego setup'u. Tylko najnowsze wersje TNC 426/430M (inny komputer) miały soft na flash EPROM i wgrywa się go kablem razem z setup'em dostępnym na stronie HH. W wersjach z flash EPROM w mod przed numerem softu powinna widnieć litera "F". Obstawiam, że jeśli masz 280 474 to soft będzie raczej na eprom.
Nie mam pojęcia ile Heidenhain woła sobie za taki upgrade.
Faktycznie na 280 474 przydałby się cykl 247, ale można przecież to samo osiągnąć stosując cykl 7 z "#", wywołując punkt bazowy z tabeli.
-
witja18
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 42
- Rejestracja: 11 gru 2012, 08:48
- Lokalizacja: Stalowa Wola
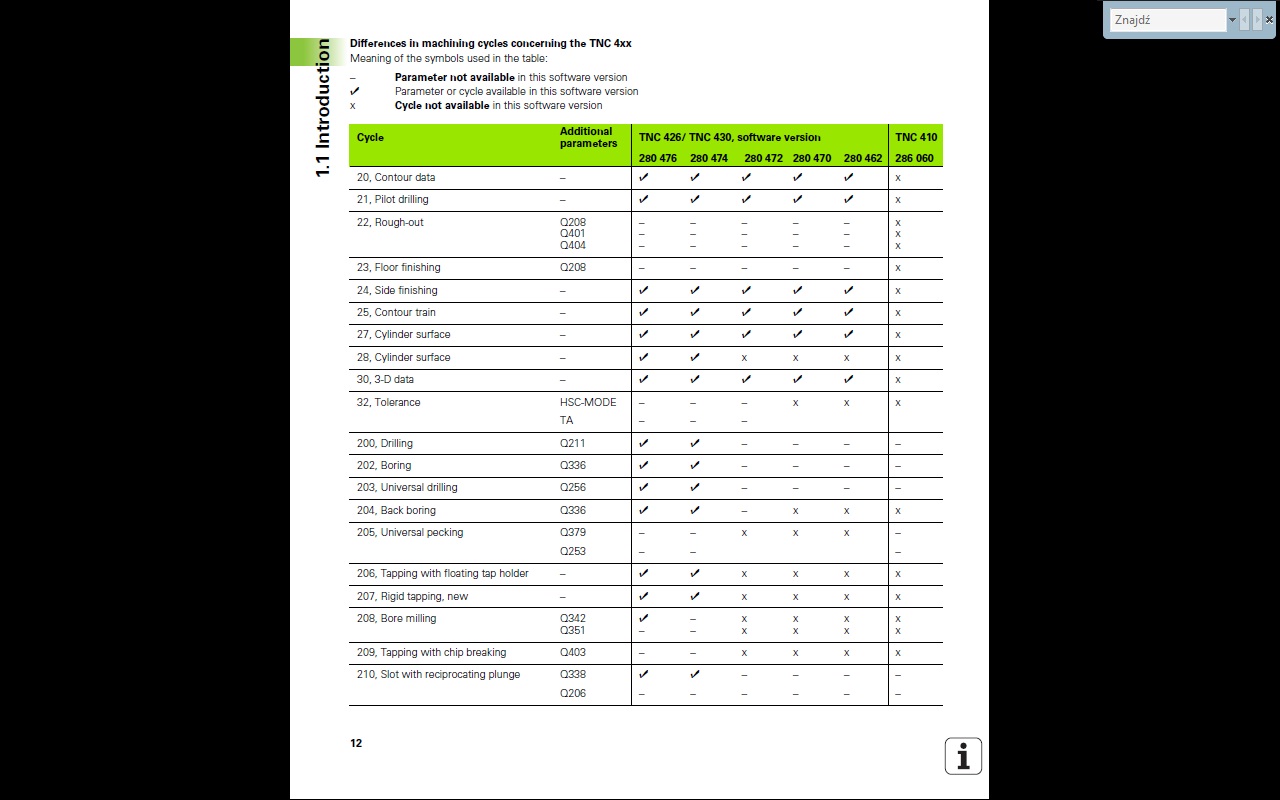
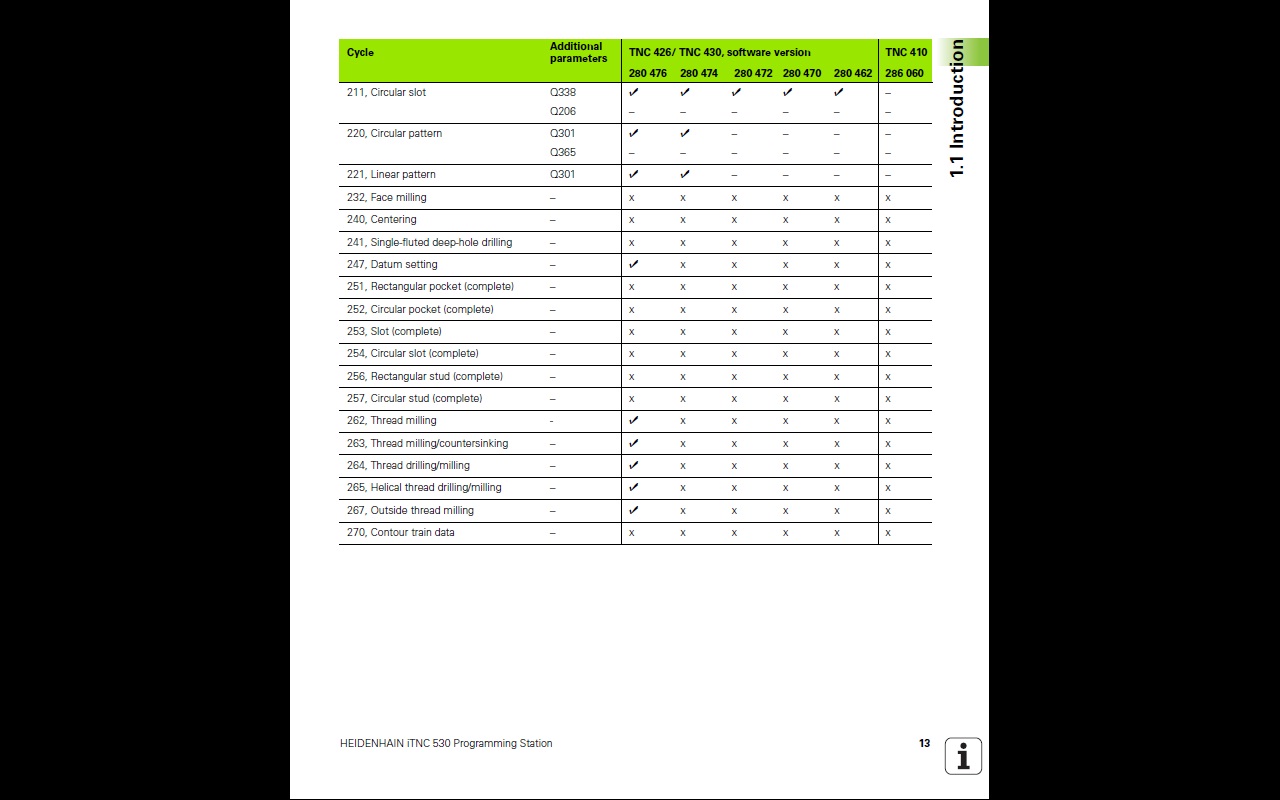
Witam mam jeszcze pytanie według instrukcja heidenhaina do sterownika 280 747 powinien byc cykl 208 frezowanie otworów w maszynie go brak ;/ czyżby producent maszyny zablokował?? Bo nie ma na softkeyu ani na w liście cykli w maszynie. może jest gdzieś wyłaczony w parametrach tak jak naprzykład tabela punktów zerowych lub tabela palet.
-
kris852
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 2
- Posty: 69
- Rejestracja: 18 cze 2010, 16:11
- Lokalizacja: Wielkopolska
Z tego co się doszukałem, to cykl 208 był dodany dokładnie od softu 280 474 03. Podobnie wygląda to np. z cyklami nowego gwintowania 206 i 207, więc jeśli ich nie ma to 208 też nie będzie. Sprawdź dokładnie numer softu na maszynie. O blokowaniu cykli Heidenhain nie słyszałem. Producent maszyny może jedynie dodać swój dodatkowy cykl albo cykle do specjalnego przeznaczenia. Poniżej zamieszczam fragment instrukcji z porównaniem cykli na poszczególnych wersjach softu TNC 426. Jest tam mała nieścisłość, kolumna "280 474" dotyczy dokładnie softów poczynając od 280 474 03
Jeśli chodzi o tabele punktów zerowych, to możesz z niej spokojnie korzystać razem z cyklem 7. Jeśli jej nie ma to trzeba ją najpierw utworzyć i aktywować, ewentualnie zmienić sposób odniesienia wartości (rzecz/ref) Pozdrawiam.
Jeśli chodzi o tabele punktów zerowych, to możesz z niej spokojnie korzystać razem z cyklem 7. Jeśli jej nie ma to trzeba ją najpierw utworzyć i aktywować, ewentualnie zmienić sposób odniesienia wartości (rzecz/ref) Pozdrawiam.
-
witja18
Autor tematu - Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 3
- Posty: 42
- Rejestracja: 11 gru 2012, 08:48
- Lokalizacja: Stalowa Wola
Dzieki za info:)
Mam prośbe do osob które znaja dobrze parametry Q zeby ktoś zrobił taki programik dla rozfrezowywania otworów po spirali okreslajacy srednice głębokość bezpieczne wysokosc i dosuw w z. No i zeby to jakoś mozna było wykorzystac do kilku otworów o tej samej srednicy w jednym programi.
Wiem duze wymaganie ale jesli ktoś juz ma coś takiego to bardzo proszę
będe wdzieczny
Mam prośbe do osob które znaja dobrze parametry Q zeby ktoś zrobił taki programik dla rozfrezowywania otworów po spirali okreslajacy srednice głębokość bezpieczne wysokosc i dosuw w z. No i zeby to jakoś mozna było wykorzystac do kilku otworów o tej samej srednicy w jednym programi.
Wiem duze wymaganie ale jesli ktoś juz ma coś takiego to bardzo proszę
będe wdzieczny
-
yago44
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 198
- Rejestracja: 15 wrz 2007, 21:43
- Lokalizacja: glogów
a czemu się uparłeś na parametry Q ?nie prościej zrobic takie coś ?
L X0 Y0 R0
L W0
CC X0 Y0
LP PR+169 PA+0 RL
LBL 1
CP IPA+360 IW-2 DR+ RL
CALL LBL 1 REP 19/19
( CP IPA+360 DR+ RL opcjonalnie dla wygładzenia dna)
LP PR+0 PA+0 R0
L W+10 M2
zmieniasz sobie tylko promień narzędzia i otworu i jedziesz.a jesli potrzebujesz zrobić kilka otworów na jednym detalu to może przez CYCL CALL ?przynajmniej ja tak robie i jest OK.
zycze wszystkim forumowiczom i sympatykom tego forum zdrowych i wesołych świąt.
L X0 Y0 R0
L W0
CC X0 Y0
LP PR+169 PA+0 RL
LBL 1
CP IPA+360 IW-2 DR+ RL
CALL LBL 1 REP 19/19
( CP IPA+360 DR+ RL opcjonalnie dla wygładzenia dna)
LP PR+0 PA+0 R0
L W+10 M2
zmieniasz sobie tylko promień narzędzia i otworu i jedziesz.a jesli potrzebujesz zrobić kilka otworów na jednym detalu to może przez CYCL CALL ?przynajmniej ja tak robie i jest OK.
zycze wszystkim forumowiczom i sympatykom tego forum zdrowych i wesołych świąt.
alkohol niszczy skórę-szczególnie na dłoniach i kolanach.






