")
Niestety nie da się. Masz tylko 200 pozycji stabilnych, reszta to pozycje "wirtualne", stabilne tylko dzięki ciągłej pracy elektroniki.kamar pisze:Witam.
Mam pytanko do ekspertów - można się jakoś pozbyc dygniecia silnika krokowego przy wlączaniu sterowania ?. Przy duzych przełożeniach typu śruba jest to praktycznie nie zauważalne ale na ostatnio zbudowanej osi obrotowej owo dygnięcie przestawia mi oś o ok. 1 stopień.
Nawet mając FRAM nie da się tego rozwiązać - wyobraź sobie że silnik stoi akurat w "połowie" kroku i wyłączasz zasilanie. Masz 50% szans czy silnik przeskoczy do "przodu" czy do "tyłu". W takiej sytuacji zapamiętanie poprzedniej pozycji w pamięci nieulotnej nie pomaga.
Czy sprawa jest beznadziejna ? Nie - zawsze coś da się zrobić:
- Hamulec osi. Być może pomoże jeżeli jest mocniejszy niż silnik. Tyle że wciąż sterownik musiałby pamiętać pozycję.
- Napęd serwo - klasyczny albo specjalizowany do krokowca. Być może da się go skonfigurować i zasilić tylko tak, aby enkoder działał nawet jak silnik już nie trzyma. Czyli byłbyś w stanie wyłączyć część maszyny podtrzymując zasilanie elektroniki pomiarowej. Takie pseudo-absolutne enkodery.
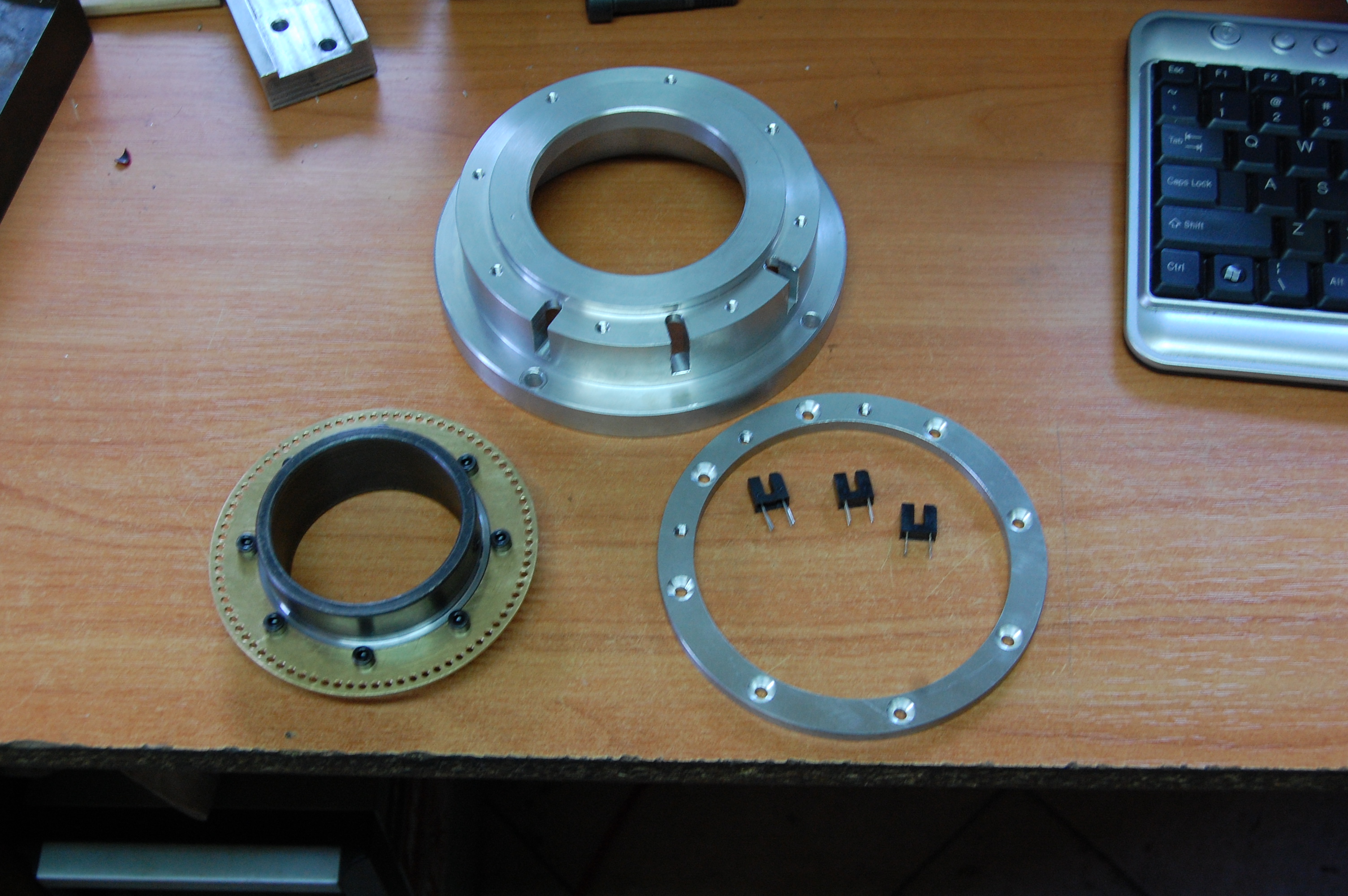
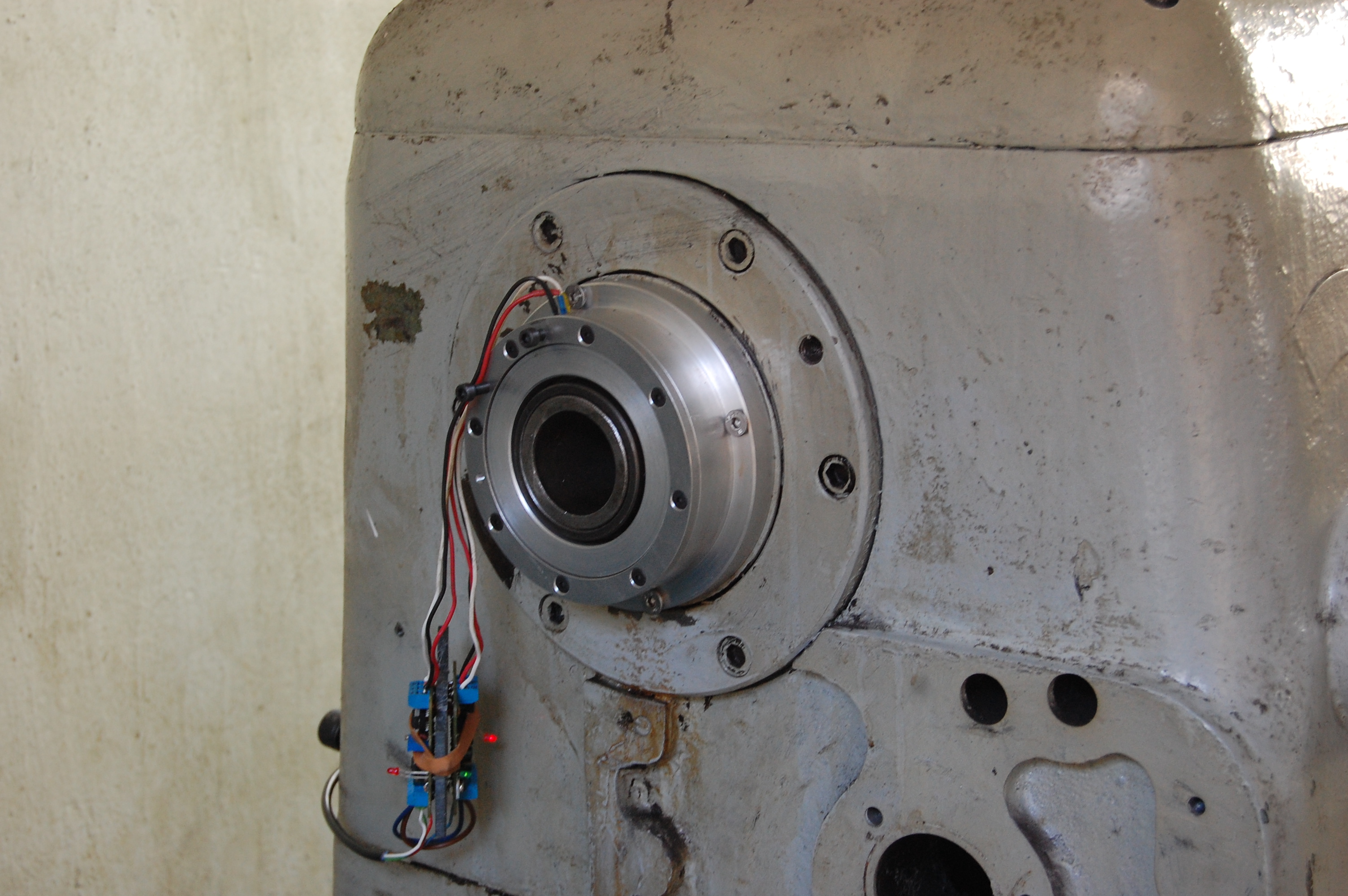
- Wersja Linux-CNC + zaprzyjaźniony elektronik - dokładasz enkoder inkrementalny do osi. Do tego mały procesorek ( np. dsPIC ze sprzętowym enkoderem) i portem szeregowym podłączonym do komputera. Wszystko zasilane niezależnie. Wtedy możesz przed wyłączeniem maszyny zapamiętać pozycję i po włączeniu porównać ją z ponownie odczytaną. Podejrzewam że małe makro załatwi korekcję pozycji.


")

")