Dzięki kamar, czułem że jest sprawa z tym ustawianiem ale nie doceniałem tematu. Zwrócę uwagę frezerowi żeby było jak najlepiej.
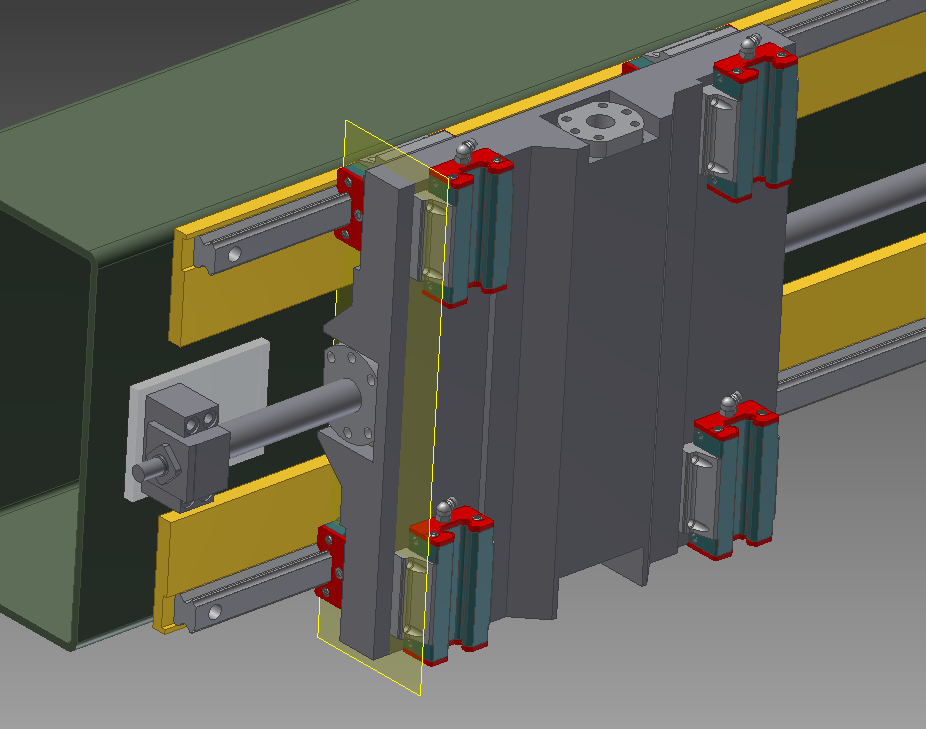
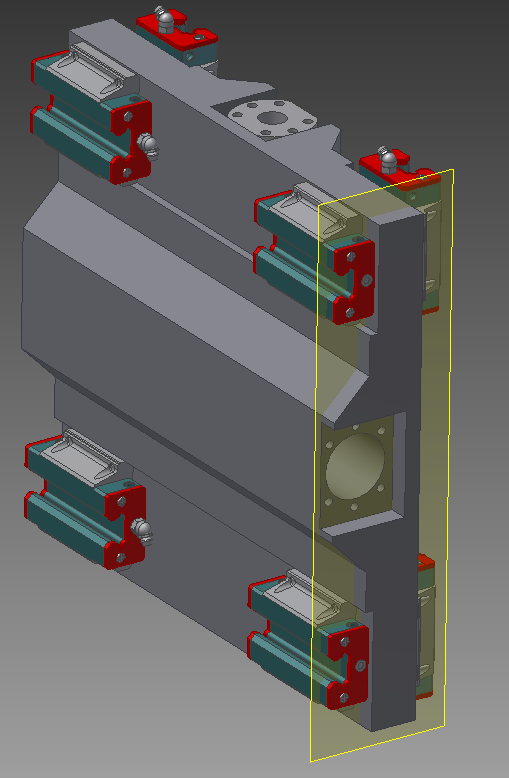
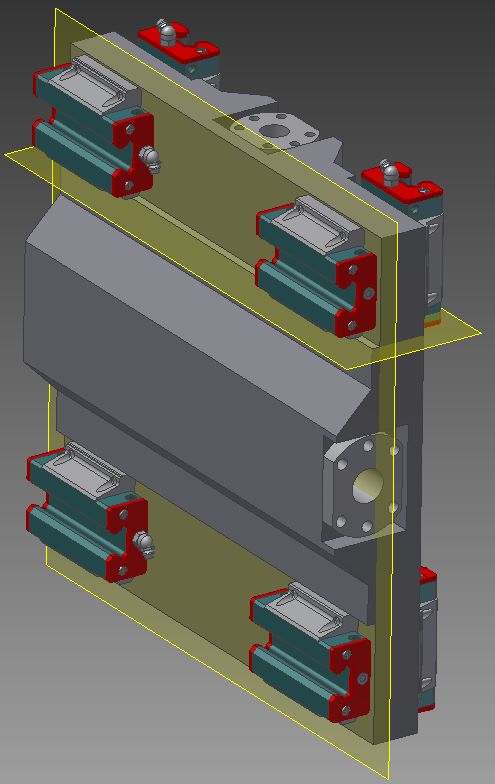
jacek-1210 pisze:A ja tak z ciekawości: na projekcie są wózki mocowane "od dołu" - czy Kolega sprawdzał jak wygląda dostępność, cena i solidność takiego mocowania ?
Oczywiście że sprawdzałem. Nie wiem co znaczy pojęcie "solidność" ale kojarzy mi się z czymś na oko.
HGW20CC: Cdyn=17750 C0=37840 i wszystko jasne.
Liczyłem to i owo czyli rożne przypadki obciążenia i wyszło że powinno spokojnie wytrzymać.
Dla jednego wózka jedna śruba o rdzeniu 1,5mm, a są dwa wózki na szynę po 4 śruby.
Wózek jest na śrubę M6, od dołu wchodzi mniejsza czyli chyba M5 powinno wejść (powinno?) Gdzieś czytałem że spokojnie można gwint w wózkach rozwiercić jak coś. Tylko po co skoro takie same wózki mocowane od góry mają taki gwint mniejszy o rozmiar od tych mocowanych od dołu.
Do tego nie będę używał śrub z OBI które nie wiem czy są nawet tej klasy 5.6 (pewnie są bo muszą) ale będę się starał jak najlepsze dać (u sponsora można kupić klasy 12.9). Gwint też jak najdłuższy.
Cena - wózki są kupione - od tych mocowanych od góry różnią się cenowo groszami.
kak pisze:Jak będzie z dostępem do smarowania wózków i nakrętek?
Hu***o. To będę rozbierał i smarował:P A tak na poważnie to wózki zamontuje tak, aby było wygodnie smarować, nakrętki - mam wielka nadzieje że też nie będzie problemów z dostępem do smarowniczek. A jak będzie to trudno - to moja pierwsza maszyna.
Jak czesto trzeba takie elementy smarować? Wiem że na pewno nie będę robił na tym non-stop.




")




")
")












