")
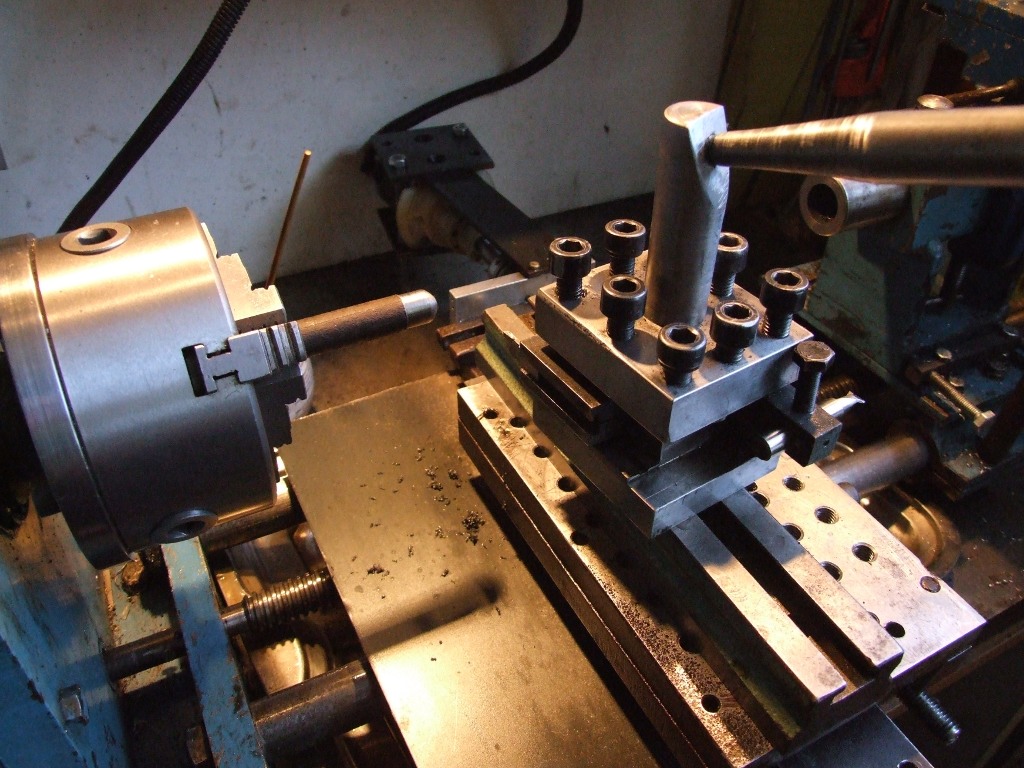
Po dość długich zmaganiach z oporem materii wreszcie dysponuję tokarką CNC. Co prawda jeszcze trochę roboty przede mną - tokarka na razie nie potrafi jeszcze gwintować, muszę tez jeszcze sporo stali na wióry przerobić, żeby ją ustawić. Do tej pory jej dokładność liczona była w milimetrach, już dziesiąte stanowiły problem niemal nie do pokonania. W tej chwili spokojnie sobie mogę zdejmować po setce ze średnicy - w moich projektach jest to zupełnie wystarczająca dokładność.
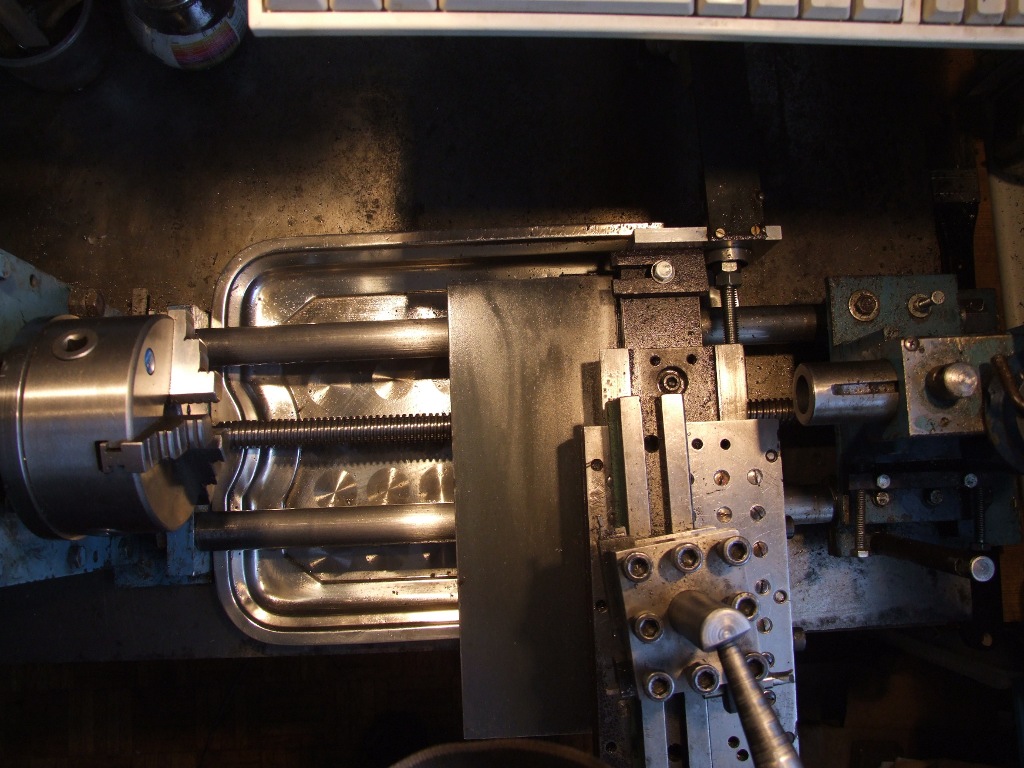
Po dopracowaniu jaskółki z osi X jakość uzyskiwanej powierzchni zdecydowanie wzrosła. Nie jest to jeszcze lusterko, ale i tak o wiele lepiej, niż udawało się wcześniej osiągnąć.
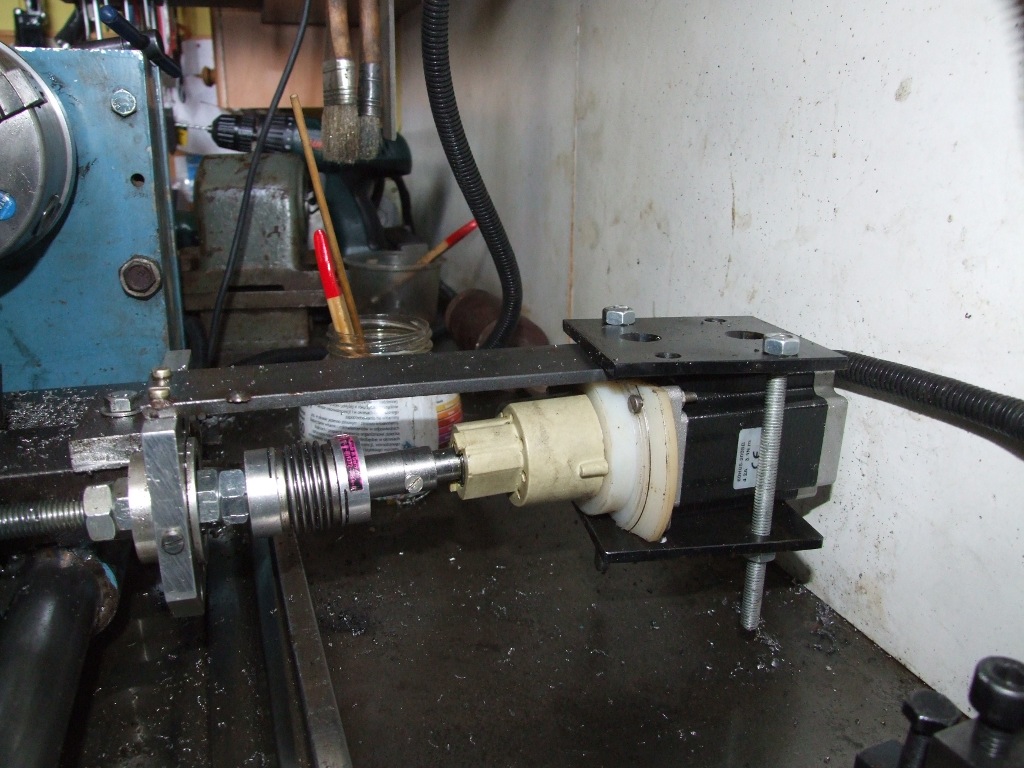
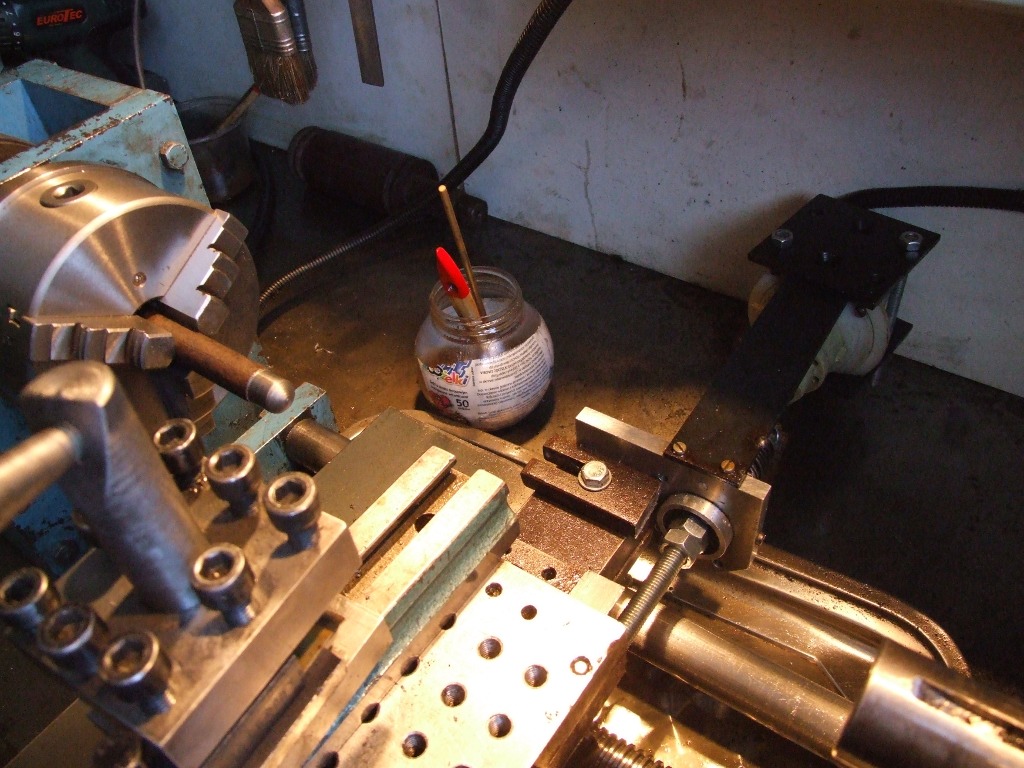
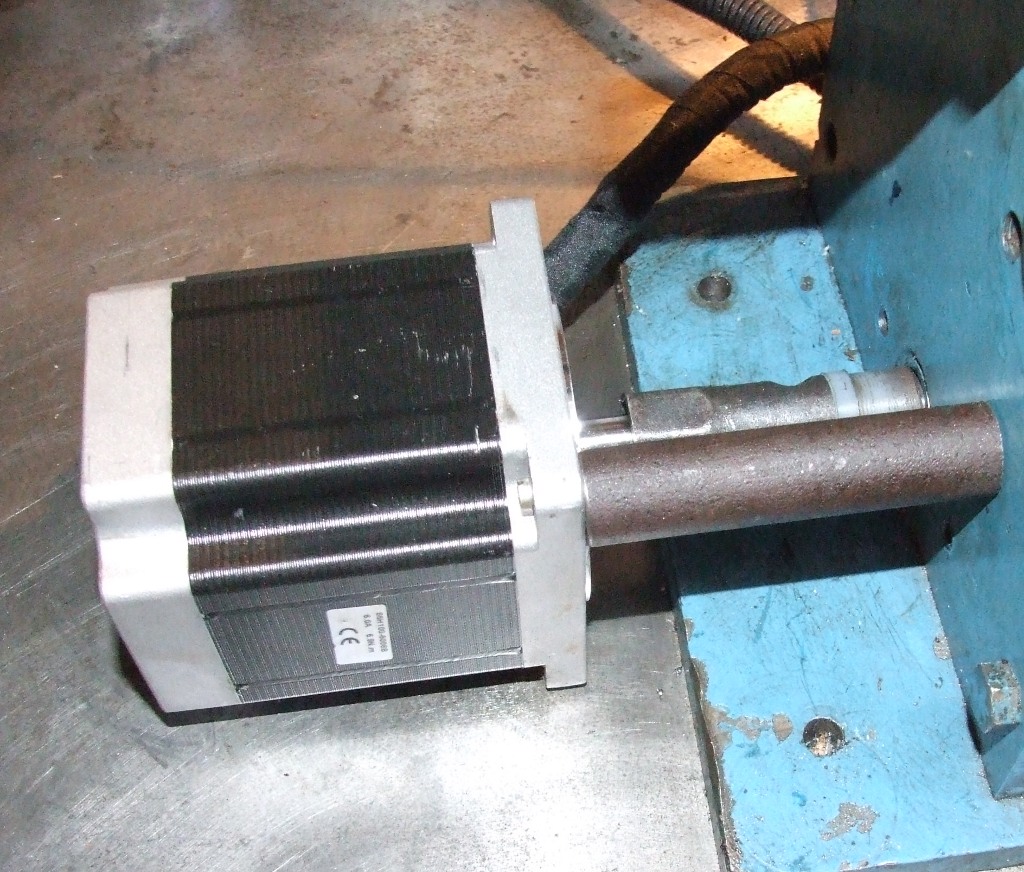
Tokarynka w osi Z ma silnik 6,9 Nm na sterowniku M545. Silnik połączony równolegle, na sterowniku ustawione 4,5 A, zasilanie 35 V na biegu jałowym. W osi X identyczny sterownik steruje silnikiem 3,1 Nm połączonym ze śrubą M12x1,5 przez przekładnię planetarną o przełożeniu 1 do 8. Przekładnia pozyskana ze spalonej wkrętarki.
Całością zawiaduje oczywiście LinuxCNC.
Nakład na tę przeróbkę to na tę chwilę ok 1500 zł i dwa tygodnie dłubania.


")
")