



Myślę że 1mm powinien wystarczyć. 0,5mm też nie będę narzekał, w pracy z głowiczką tak ok 40mm, ale to okazyjnie. Głównie będą to narzędzia nie przekraczające 20mm średnicy. Fly cutter do 40mm i inne od czasu do czasu. Chyba nie porywam się z motyką na słońce??
Ile może trwać obróbka powierzchni o średnicy 25mm o długości 300mm i przy wiórku 0,5mm, narzędzie to samo fi, tak na jeden przejazd?? Mówicie wrzeciona wolnoobrotowe, macie jakieś namiary???
Mój pierwszy ploter CNC - proszę o o opinie


-
Skrzydlaty
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 15
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
Czyli prowadnice wystarczyły by 15-ki do takiej maszyny? Z tego co widać po katalogach nośności aż zadość...chyba.bartuss1 pisze:prowadnice i sruby 25ki z racji tego ze na srubie jest dużo mięcha pod czop napędowy
a wozki prowadnic mają swoją nośnośc i skretność, chociaz przy takim ploterku to jest troche przerost formy nad trescią
Śruby - 20-ki by też spokojnie mogły być czy już z drobnym "ALE"?
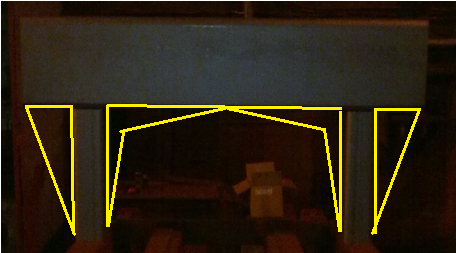
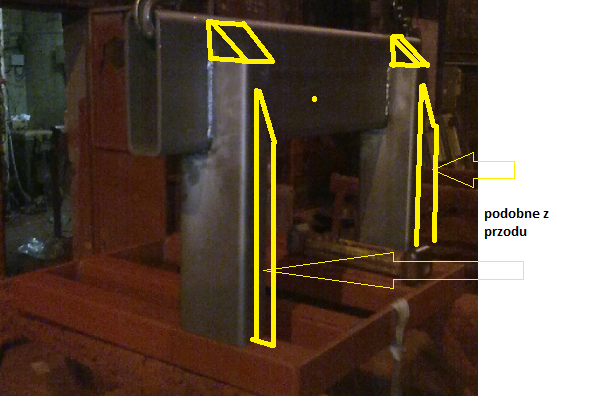
Pytanie odnośnie stóp na zdjęciach - kolega ma przygotowane stopki do spawania już jak widać z otworami na śruby które powkładał. Czy do wyżarzania i późniejszego frezowania powierzchni bazowych robi to różnicę czy po prostu tak prościej? Domyślam się że otwory pod spore śruby to ubytek mięsa który może spowodować jakieś skrzywienia stopek po wyżarzeniu i frezowaniu. Dobrze rozumuje? Jeśli tak to ma to aż tak znaczący wpływ na późniejszą prostość powierzchni?

")
")
-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 29
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy
Powierzchnie stopek nie bedą obrabiane, idealnie do siebie pasują, były cięte z jednego kawałka płaskownika. Powinno być dobrze. Jeśli je obrobie, to moge zapewne zacząć robić nowe. Powierzchnie pod prowadnice będą obrobione. Firmy za takie usługi mało nie liczą. Konstrukcja będzie wyżarzona jak znajdę firmę która to robi, chyba że podsuniecie mi pomysł jak to zrobić domowym sposobem. A nie wiem czy dobrze wykombinowałem, ale stopy będą spawane przy ustawianiu prostoliniowości. Mam nadzieje że się uda, chyba że się mylę.

-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 29
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy
no właśnie terz się tego obawiam. Myślałem aby po prostu po przekątnej najpierw lekko złapać w czterech kontach a potem tak mniej więcej całość po obu stronach na szerokości 100mm, raz jedna raz druga stopka a później boki po długości 300mm. Druga opcja i myśle lepsza, bo jak ściągnie to w lewo albo prawo, złapać mniej więcej po środku długości 300mm i tak od środka jechać, a potem resztę.
I tu mam takie pytanko. Jak widze to każdy najpierw spawa stopy do całej konstrukcji następnie ustawiają prostoliniowość, jak to robicie koledzy? Czy wiercenie i gwintowanie odbywa się po pozycjonowaniu?? Czy luzem na śrubach??
[ Dodano: 2012-02-22, 19:47 ]
Spoko maszynka bartuss1.
[ Dodano: 2012-02-22, 20:59 ]
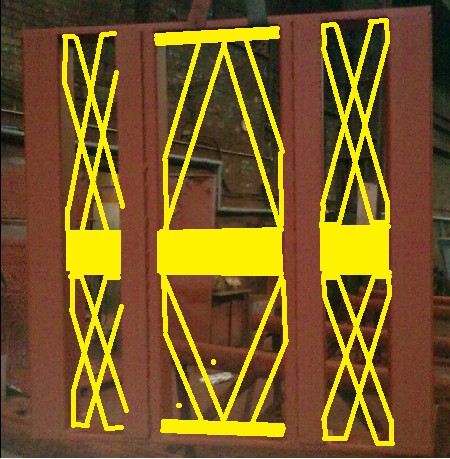
Co myślicie o tych wzmocnieniach?? Płaskownik 100x15 lub 130x20 w środku 25mm
I tu mam takie pytanko. Jak widze to każdy najpierw spawa stopy do całej konstrukcji następnie ustawiają prostoliniowość, jak to robicie koledzy? Czy wiercenie i gwintowanie odbywa się po pozycjonowaniu?? Czy luzem na śrubach??
[ Dodano: 2012-02-22, 19:47 ]
Spoko maszynka bartuss1.
[ Dodano: 2012-02-22, 20:59 ]
Co myślicie o tych wzmocnieniach?? Płaskownik 100x15 lub 130x20 w środku 25mm
-
Skrzydlaty
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 15
- Posty: 613
- Rejestracja: 22 lis 2006, 15:41
- Lokalizacja: Bochnia/Kraków
Nie no, za***iście, żeby w Polsce mógł tak byle gdzie odstać taki materiał... chyba że w tam na wyspach też ciezko, tylko kolega akurat w takiej firmie pracujemajkel1987 pisze:... w tej firmie co pracuje mam możliwości, w każdym znaczeniu tego słowa, aby zbudować takie cudo, czego nie miałem w PL.
...
100x100x6.3 + płaskownik 100x20 - podstawa (dł. x szer.1040x1000)
200x100x8 - nogi (dł. 650)
300x100x8 - czoło (dł. 1310)
...
Płaskownik 100x15 lub 130x20 w środku 25mm
...
ścianka w profilu 300x100 to 10mm a nie 8 jak wcześniej napisałem
Z drugiej strony schody zaczną się pewnie przy wyżarzaniu i frezowaniu oraz nastepnych elementach... w końcu ceny "zachodnie"
majkel1987 pisze: Powierzchnie stopek nie bedą obrabiane..., Powierzchnie pod prowadnice będą obrobione. Firmy za takie usługi mało nie liczą...
Jak już rama bedzie na maszynie to raczej chyba nie zaszkodzi dopłacić i mieć dobrze zrobioną ramę a nie troche tak, troche tak. Oszczędności się mszczą.
Idealnie...jak bardzo idealnie? Napewno nie ma choćby małej kołyski albo "szparki"? nic a nic?majkel1987 pisze: Powierzchnie stopek nie bedą obrabiane, idealnie do siebie pasują






