")
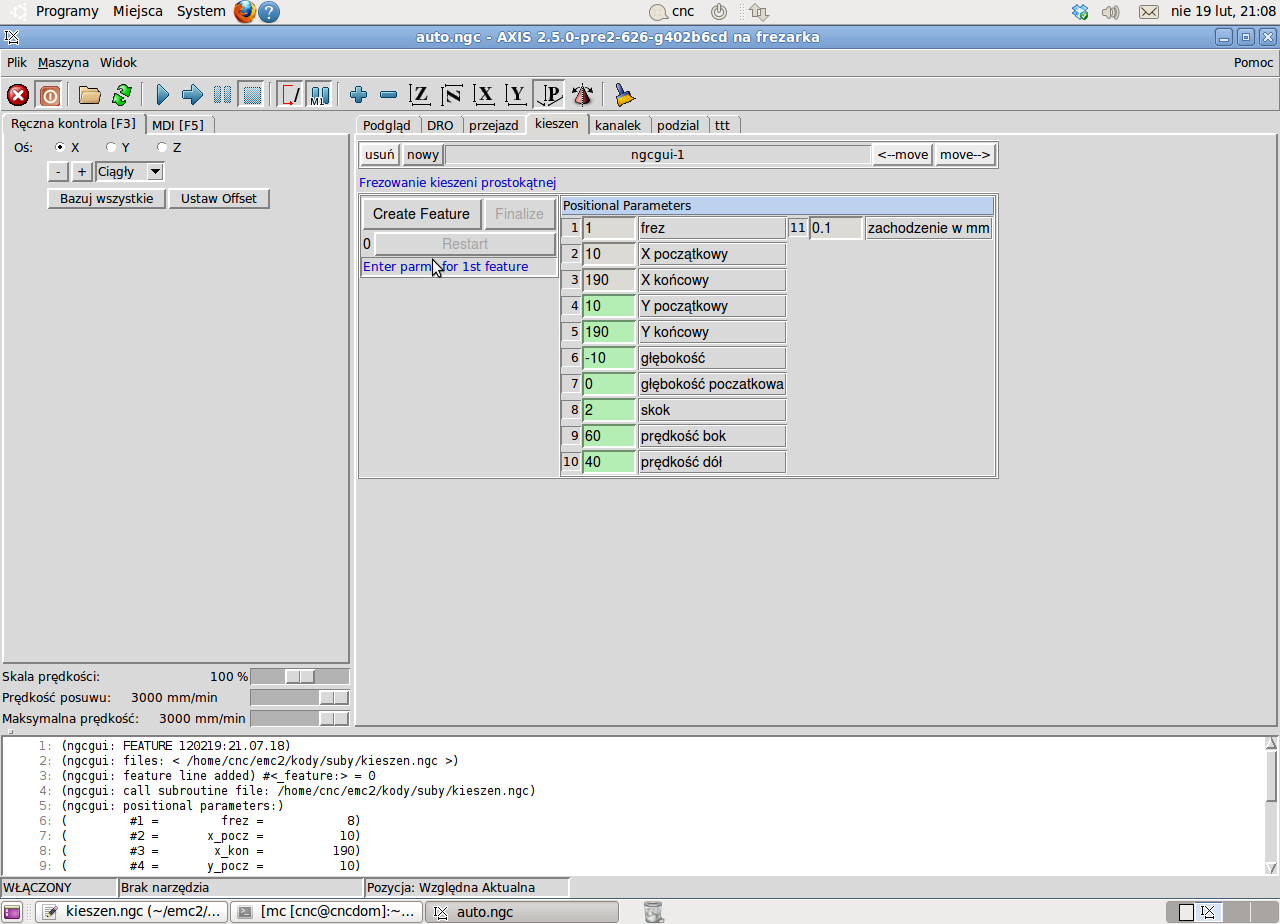
Nie potrzeba oglądać fizycznie g-codu, podawanego na maszynę - operator ma redagować wyłącznie wartości zmiennych.
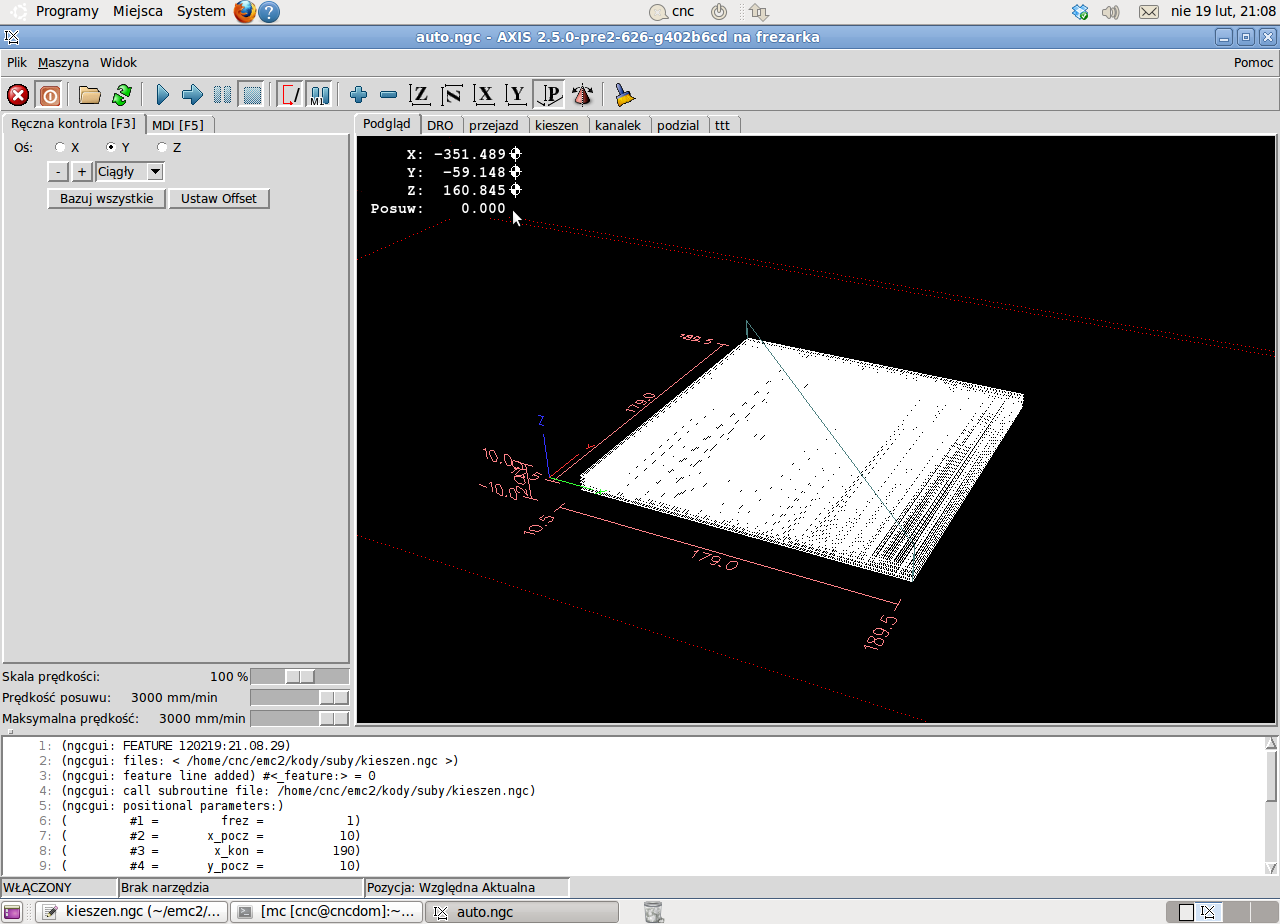
Słowem - warto by stworzyć osobną formatkę, która wczyta kod z auto.ngc w postaci jednego formularza zawierającego podformularze wszystkich znalezionych w auto.ngc procedur, i najlepiej od razu wizualizację całego procesu.
Kod: Zaznacz cały
(ngcgui: FEATURE 120118:18.37.11)
(ngcgui: files: </home/miki/emc2/nc_files/start.ngc /home/miki/emc2/nc_files/polkula.ngc /home/miki/emc2/nc_files/end.ngc>)
(ngcgui: feature line added) #<_feature:> = 0
(ngcgui: preamble file: /home/miki/emc2/nc_files/start.ngc)
g18 (xz plane)
g21 (mm)
g40 (cancel cutter radius compensation)
g49 (cancel tool lengthoffset)
g90 (absolute distance mode)
g94 (units/min feedrate)
g54 (Coordinate system 1 default)
#<tol> = 0.001
g64 p#<tol> (path control stop)
( ------------------------------ )
( start )
( ------------------------------ )
( Miki )
( Time-stamp: <2012-01-06 20:39> )
(ngcgui: call subroutine file: /home/miki/emc2/nc_files/polkula.ngc)
(ngcgui: positional parameters:)
( #1 = promien_walca = 30)
( #2 = promien_na_plasko = 20)
( #3 = promien_kulki = 15)
( #4 = przybranie = 3)
( #5 = przesuniecie_z = 0)
( #6 = coolant = 8)
( #7 = predkosc = 400)
o<polkula> call [30][20][15][3][0][8][400]
(ngcgui: postamble file: /home/miki/emc2/nc_files/end.ngc)
(not_a_subfile)
( ------------------------------ )
( end )
( ------------------------------ )
( Miki )
( Time-stamp: <2012-01-06 20:39> )
g28
(ngcgui: m2 line added) m2 (g54 activated)
Wstęp i zakończenie wpisują się do auto.ngc tak, jak są zapisane w plikach.
Wywołanie procedury/procedur zasadniczych wygląda tak:
Kod: Zaznacz cały
(ngcgui: call subroutine file: /home/miki/emc2/nc_files/polkula.ngc)
(ngcgui: positional parameters:)
( #1 = promien_walca = 30)
( #2 = promien_na_plasko = 20)
( #3 = promien_kulki = 15)
( #4 = przybranie = 3)
( #5 = przesuniecie_z = 0)
( #6 = coolant = 8)
( #7 = predkosc = 400)
o<polkula> call [30][20][15][3][0][8][400]Kod: Zaznacz cały
o<polkula> call [30][20][15][3][0][8][400]