Supremo pisze:A czy LD550 jest dostatecznie sztywna do takich prac?
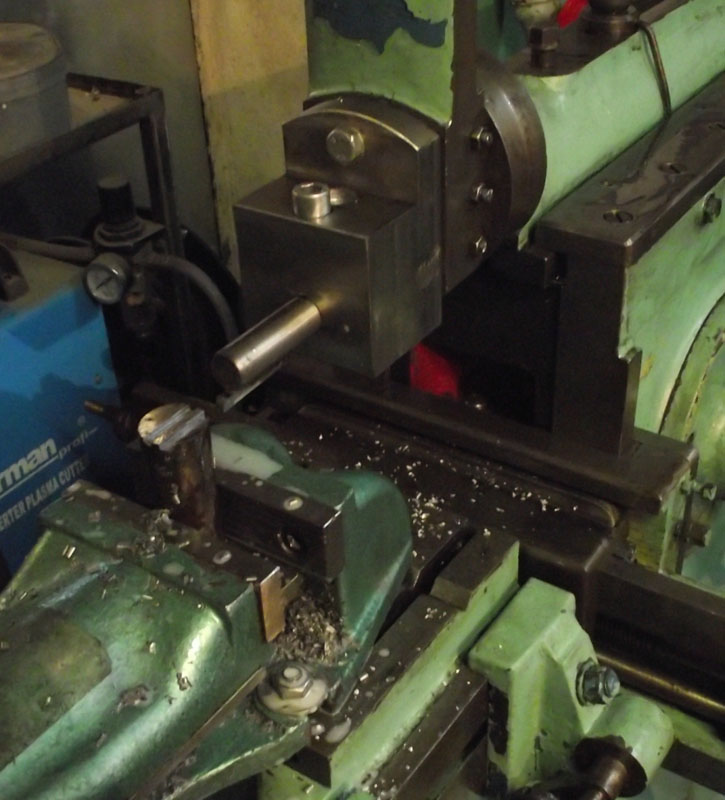
W aluminium nie powinno być problemu, ja swoje (na zdjęciu) wykonałem w stali (co prawda maszynka trochę większa
https://www.cnc.info.pl/topics56/bernar ... t30541.htm )
Supremo pisze:Zakładając metodę zaproponowaną przez rynio_di a zilustrowaną przez RomaJ4. Jeśli robię kanalik szeroki np. na 4mm to nóż też ma mieć 4mm, czy węższy i robić na kilka mocowań noża?
Nie, nóż powinien mieć szerokość równą szerokości kanałka, bo jeśli będzie miał mniej to będzie się wyginał przy poszerzaniu, co może doprowadzić w sumie do jego złamania. Najlepiej jak troszkę się zwęża na długości, wtedy mniej trze bokami. Ale niekoniecznie, smarowanie olejem rzepakowym dostatecznie zmniejsza tarcie. Analogicznie jak w przykładzie "a" z rys. poniżej

Nóż należy zamocować odrobinę skośnie do otworu aby nie tarł grzbietem o materiał, możliwie krótko, na tyle aby przeszedł na wylot, powinien być możliwie wysoki (na tyle aby się zmieścił w otworze!), co zapobiegnie jego odginaniu
No i najważniejsze- w imaku na wysokości symetrycznie w osi otworu, bo jeśli będzie poniżej lub powyżej to będzie skrawał z poczatku jednym rogiem, wyginając się w stronę nieobciążoną i nacinając śrubowy rowek, co może doprowadzić do złamania.
Dokładność ustawienia powinna być tym większa im mniejszy jest otwór. Czy nóż jest dokładnie ustawiony w osi otworu będzie widać po pierwszym lekkim przejściu - powinien pozostawić na ściance otworu 2 rysy zrobione oboma rogami ostrza, powyżej i poniżej osi.
Robimy kilka przejść za jednym przybraniem, aż ostrze przestanie skrawać wiór

(im twardszy materiał tym więcej, bo nóż nie jest idealnie sztywny). Gdybyśmy przybierali za każdym przejściem, to będzie się odchylał coraz bardziej, aż w końcu pęknie. Wszystko zależy od rodzaju materiału który nacinamy.
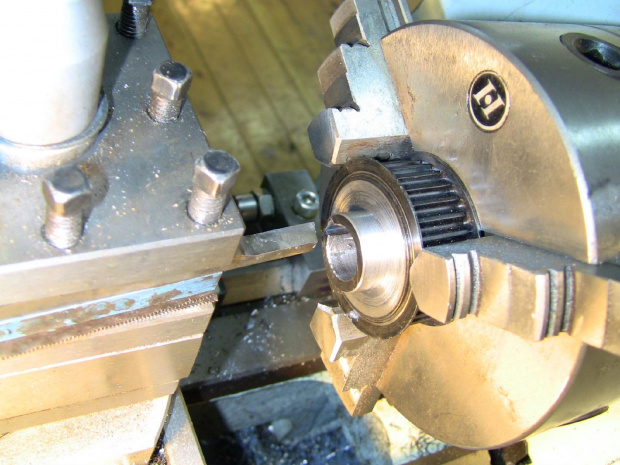
Ja do rowka ≠6mm, zrobiłem nóż ze stalki 6x12mm jak widać na zdjęciu, podciąłem tylko boki i spływ wióra(powierzchnia natarcia). Również z nożem do rowka ≠3mm wyszlifowanym ze stalki ≠6mm nie było problemu podczas pracy(w stali).





")



")
")