



Założenia konstrukcyjne były następujące:
Rozwiązania z najwyższej półki, bez kompromisów.
(nawet przez chwilę nie myślałem o przekładniach ślimakowych)
Ruchome osie A i B a nie A i C ponieważ ukręca przewody.
Większość głowic w maszynach pięcioosiowych to konfiguracja osi A i C tzn że cała głowica obraca się wokół osi Z a na jej końcu pochyla cię głowica.
Większość głowic tego typu nie ma też kąta prostego pomiędzy tymi osiami.
Jest to spowodowane tym, że jest możliwe wówczas jest obracanie osiami w taki sposób aby punkt obrotu wychodził na końcu dyszy.
Rozwiązanie takie jest proste w oprogramowaniu i nadaje się jako tako do sterowania z pomocą standardowych CAMów.
Moja koncepcja zakładała, że nie mam jakichkolwiek ograniczeń programowych i nie muszę dostosowywać konstrukcji głowicy do ograniczeń konkretnego systemu.
To wiele zmieniło, ponieważ umożliwiło to podejście do tematu z zupełnie nowej strony.
Uwolnienie się od konieczności zachowania takich samych odległości czoła dyszy do osi obrotu zarówno x jak i Y spowodowało możliwość zaprojektowania wyjątkowo kompaktowej konstrukcji.
Napęd obydwóch osi zapewniają bezluzowe przekładnie harmoniczne i serwonapędy AC z komunikacją RTE. Wszystkie elementy są albo z nierdzewki albo z anodowanego aluminium.
Wszystkie komory uszczelnione, a na wałach wyjściowych są simeringi.
Żadnych przewodów elektrycznych nie ma na wierzchu. Zasilanie serwa osi A poprowadzone jest przez wydrążenie w wale przekładni osi B.
Zerowanie osi odbywa się na krańcówkach optycznych i indeksie enkodera.
Zasilanie wodą odbywa się za pomocą dwóch wysokociśnieniowych złączy obrotowych umieszczonych w osi obrotu każdego napędu.
Oś A wsparta jest na ułożyskowaniu wzdłużno promieniowym z napięciem wstępnym.
Uzyskana sztywność napędu jest więcej niż zadowalająca.
Wyzwaniem było oprogramowanie tego stwora.
Ale udało się poskromić stwora o rozdwojonej długości narzędzia.
Aktualnie system automatycznie pochyla głowicę na zadaną przez operatora wartość kątową na dowolnym kształcie.
Głowica ma możliwość pochylenia ścianki do +/- 46 stopni.
Może służyć zarówno do korygowania stożka jak i do fazowania krawędzi pod spoiny.
Kimla -pierwszy polski waterjet pięcioosiowy z osiami AB


-
 Piotr Rakowski
Piotr Rakowski
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2173
- Rejestracja: 29 lip 2005, 15:07
- Lokalizacja: Warszawa
- Kontakt:
Brawo za pomysł i wykonanie...
Jak rozwiązał Pan konieczność asynchronicznej pracy (cięcia) w zależności od grubości względnej materiału w danym nachyleniu?
PS. Niech Pan włączy sobie polski słownik w trakcie pisania - robi Pan sporo błędów ortograficznych...
Jak rozumiem napisaliście w firmie własnego CAMa dla 5-osi? A może tylko własny postprocesor modyfikujący osie AC na AB?Wyzwaniem było oprogramowanie tego stwora.
Jak rozwiązał Pan konieczność asynchronicznej pracy (cięcia) w zależności od grubości względnej materiału w danym nachyleniu?
PS. Niech Pan włączy sobie polski słownik w trakcie pisania - robi Pan sporo błędów ortograficznych...
Maszyny i oprogramowanie CNC: eduCAD, STEP2CNC, LynxCUT, Styro3D, Tapper, cncCAD, Image2CAM, Turn3D, TERMCUT, LynxNEST (Nesting)
-
 cnccad
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 22
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
enkoder jest na osi silnika 
jeżeli tak to jest to duża wada. Brak możliwości doregulowania pozycji zerowej.
Przewody są ukryte w wale. Hm...
Dlaczego , lub co kolegę zmobilizowało do powrotu w tego typu rozwiązanie od którego szereg producentów odeszło
A przewody , które wychodzą z silnika od razu trafiają do wałka
Przecież tych przewodów jest dość trochę...enkoder , 4 przewody zasilające silnik ... więc skoro ich nie ma na zewnątrz to musiał by być i silnik w ten sam sposób przygotowany.
Oprogramowanie ... nie spotkałem się raczej z ograniczeniami jakimikolwiek.
Może dlatego że każdy producent robi to pod siebie Nie rozwinę tu wątku.
Uszczelnienia ...
Według mojej opinii jest to zawodna metoda. Tak samo uszczelnienia obrotowe.
Dla tego rodzaju pracy one się nie sprawdzają w długim okresie pracy.
Może to jakoś zostało rozwiązane , ale z doświadczenia wiem że zawsze były z tym problemy … w technologii WJ
Tak jak pisałem , ta głowica do złudzenia przypomina tą co ja mam w częściach u siebie i zawsze był problem z uszczelnieniem. piach , woda , resztki materiału startego z wodą się dostawały do uszczelnień i po kilku miesiącach koszta ...
Acz kolwiek...
Pewnie w jakiś sposób kolega to rozwiązał. Jak , to pewnie sekret ale co z klientem gdy się okaże że się to nie sprawdza
A to nowy produkt.
Wygląd jest solidny , ale położenie tak blisko głowicy od materiału ciętego strumieniem wody myślę że ma jednak bardzo dużą wadę. Tak jak pisałem wczesniej. Środowisko jest bardzo agresywne i ciężko znaleść dobre rozwiązanie , nie wspomne o nie zawodnym.
Plus tego rozwiązania jest taki że powoduje ono dużą jego sztywność w przeciwieństwie od odsunięcia na „dużą” odległość dyszy od głowicy.
jeżeli tak to jest to duża wada. Brak możliwości doregulowania pozycji zerowej.
Przewody są ukryte w wale. Hm...
Dlaczego , lub co kolegę zmobilizowało do powrotu w tego typu rozwiązanie od którego szereg producentów odeszło
A przewody , które wychodzą z silnika od razu trafiają do wałka
Przecież tych przewodów jest dość trochę...enkoder , 4 przewody zasilające silnik ... więc skoro ich nie ma na zewnątrz to musiał by być i silnik w ten sam sposób przygotowany.
Oprogramowanie ... nie spotkałem się raczej z ograniczeniami jakimikolwiek.
Może dlatego że każdy producent robi to pod siebie
Uszczelnienia ...
Według mojej opinii jest to zawodna metoda. Tak samo uszczelnienia obrotowe.
Dla tego rodzaju pracy one się nie sprawdzają w długim okresie pracy.
Może to jakoś zostało rozwiązane , ale z doświadczenia wiem że zawsze były z tym problemy … w technologii WJ
Tak jak pisałem , ta głowica do złudzenia przypomina tą co ja mam w częściach u siebie i zawsze był problem z uszczelnieniem. piach , woda , resztki materiału startego z wodą się dostawały do uszczelnień i po kilku miesiącach koszta ...
Acz kolwiek...
Pewnie w jakiś sposób kolega to rozwiązał. Jak , to pewnie sekret ale co z klientem gdy się okaże że się to nie sprawdza
A to nowy produkt.
Wygląd jest solidny , ale położenie tak blisko głowicy od materiału ciętego strumieniem wody myślę że ma jednak bardzo dużą wadę. Tak jak pisałem wczesniej. Środowisko jest bardzo agresywne i ciężko znaleść dobre rozwiązanie , nie wspomne o nie zawodnym.
Plus tego rozwiązania jest taki że powoduje ono dużą jego sztywność w przeciwieństwie od odsunięcia na „dużą” odległość dyszy od głowicy.
Pozdrawiam robaczki kolorowe :)
-
AndrzejJS
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 508
- Rejestracja: 24 lip 2008, 03:06
- Lokalizacja: Europa
Witam,
tak się złożyło że miałem okazję podziwiać tę głowicę
osobiście, nie mając pojęcia że to konstrukcja Pana Kimli!
Nic o tym nie wspomniał!
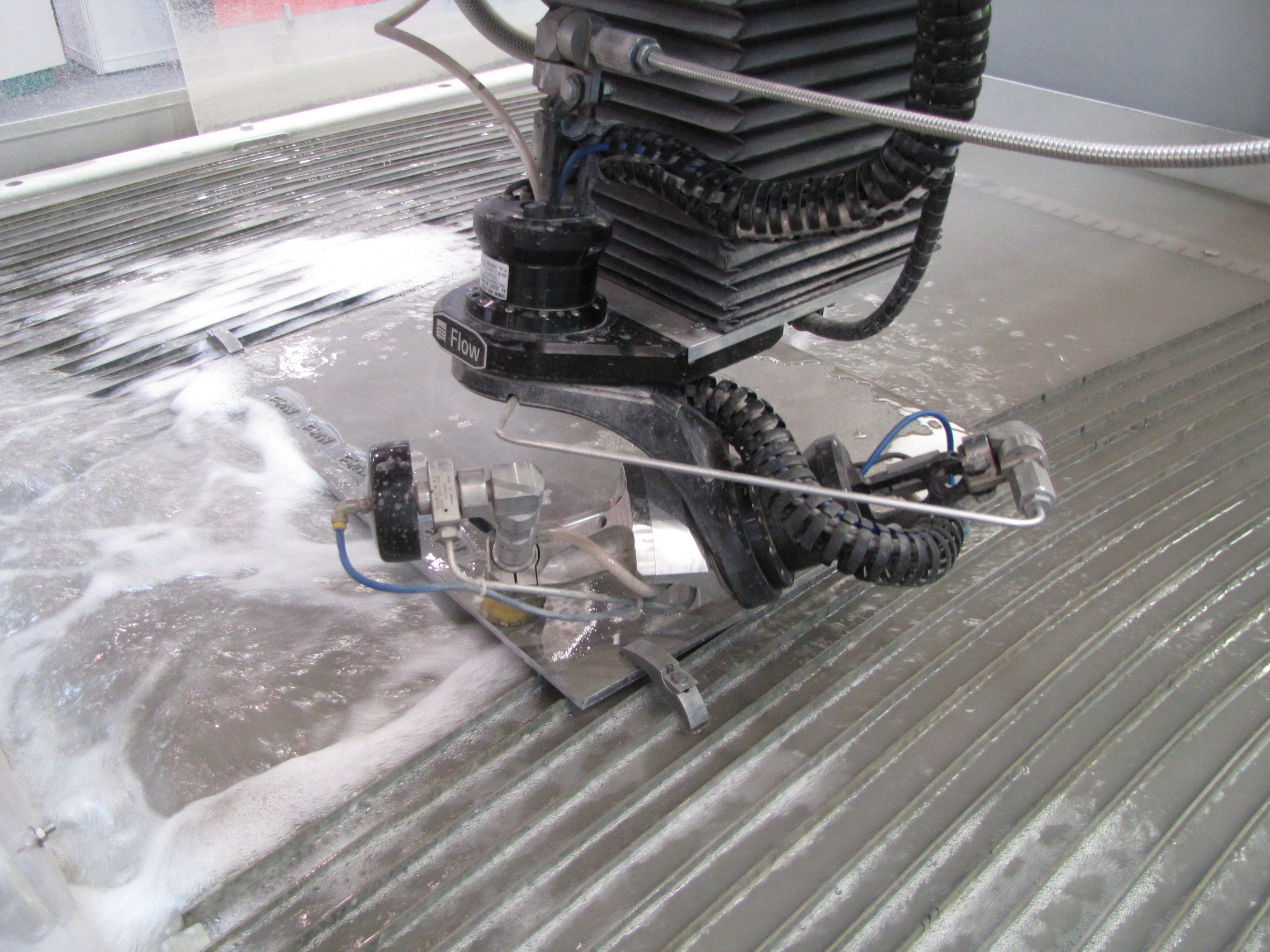
Cięto wtedy stal o grubości 15 mm ale jeszcze prosto.
Ta głowica, z bliska, anodowana na czarno, wygląda jeszcze lepiej
niż tu na tym zdjęciu.
A uwaga Pana Piotra Rakowskiego o błędnej pisowni przypomina
mi zdarzenie sprzed wielu lat. Kiedyś napisałem list do dobrego
znajomego. List był w dość egzotycznym języku którym znajomy
się posługiwał. Po wysłaniu zauważyłem kilka rażących błędów więc
przy najbliższej okazji próbowałem to wyjaśnić.
Moj znajomy, bardzo skromny i kulturalny człowiek, uniósł lekko brwi
i z łagodnym uśmiechem powiedział: ,,Nie wiem o czym mówisz, żadnych
błędów nie zauważyłem a w ogóle świetnie sobie radzisz z tym naszym
językiem.''
Większośći z nas takie błędy się zdarzają i jeśli to są pojedyncze
potknięcia to nie ma o czym mówić.
Pozdrawiam, AndrzejJS
tak się złożyło że miałem okazję podziwiać tę głowicę
osobiście, nie mając pojęcia że to konstrukcja Pana Kimli!
Nic o tym nie wspomniał!
Cięto wtedy stal o grubości 15 mm ale jeszcze prosto.
Ta głowica, z bliska, anodowana na czarno, wygląda jeszcze lepiej
niż tu na tym zdjęciu.
A uwaga Pana Piotra Rakowskiego o błędnej pisowni przypomina
mi zdarzenie sprzed wielu lat. Kiedyś napisałem list do dobrego
znajomego. List był w dość egzotycznym języku którym znajomy
się posługiwał. Po wysłaniu zauważyłem kilka rażących błędów więc
przy najbliższej okazji próbowałem to wyjaśnić.
Moj znajomy, bardzo skromny i kulturalny człowiek, uniósł lekko brwi
i z łagodnym uśmiechem powiedział: ,,Nie wiem o czym mówisz, żadnych
błędów nie zauważyłem a w ogóle świetnie sobie radzisz z tym naszym
językiem.''
Większośći z nas takie błędy się zdarzają i jeśli to są pojedyncze
potknięcia to nie ma o czym mówić.
Pozdrawiam, AndrzejJS
-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 22
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
hehe .... Śmieszne to co napisałeś o orto.
Ale ok.
Kolego ...
Jeżeli widziałeś gdzieś tę głowicę to jak już na pewno na maszynie kolegi KIMLA. Nigdzie indziej. Bo skoro oprogramowanie jest tak wykonane że obsłuży tylko te głowicę to watpię że było by to na innej maszynie. Więc co tu odkrywać Po za tym ... czy są one już w sprzedaży
Ale ok.
Kolego ...
Jeżeli widziałeś gdzieś tę głowicę to jak już na pewno na maszynie kolegi KIMLA. Nigdzie indziej. Bo skoro oprogramowanie jest tak wykonane że obsłuży tylko te głowicę to watpię że było by to na innej maszynie. Więc co tu odkrywać
Pozdrawiam robaczki kolorowe :)
-
www.kimla.pl
Autor tematu - Posty w temacie: 21
Maszyny z tymi głowicami są już w sprzedaży.
Co to znaczy: "Brak możliwości doregulowania pozycji zerowej." ?
Jest doskonała możliwość doregulowania pozycji zerowej co do jednej milionowej obrotu. Mało?
Przewody schowane w drążonych napędach to najlepsze z możliwych rozwiązań.
Chyba że Szanowny Kolega uważa, że kable na wierzchu głowicy są mniej narażone na uszkodzenia, urwanie, zahaczenia itp.
Wszędzie zastosowane są simeringi z dodatkową wargą ochronną przed piaskiem.
Odległości są tak dobrane aby piasek nie mógł się klinować pomiędzy ruchomymi elementami. Gdyby to nie działało wszystkie silniki w samochodach nie mogły by normalnie pracować a samochody jeździć po błocie.
Silniki rzeczywiście są pierścieniowe, również z drążonym wałem,
Enkoder na wyjściu przekładni.
Kolego Piotrze, cieszę się niezmiernie, że doświadczony konstruktor -taki jak ty, z wad zaproponowanego przeze mnie rozwiązania znalazł tylko błąd ortograficzny w przytoczonym opisie głowicy.
Oprogramowanie piszemy sami.
Tak, Cam 5 osi do naszego waterjeta napisaliśmy sami.
Cała ścieżka generuje się automatycznie na podstawie profili lub kształtów wektorowych z zadanym pochyleniem ścianki z uwzględnieniem różnych typów naroży.
Prędkości uwzględniają pochylanie głowicy względem materiału.
Oczywiście zaadaptowana jest również funkcja rzutowania prędkości zadanej na czoło dyszy. Nie musimy w ogóle przy generowaniu ścieżki przejmować się poszczególnymi prędkościami każdej osi. System to sam liczy online i tak steruje prędkością osi aby końcówka dyszy przemieszczała się z zadaną prędkością.
Właśnie kompaktowa głowica firmy Kimla jest mniej narażona na kolizje.
W wychwalanej przez ciebie maszynie Flow głowica ma wrażliwe części mechaniczne znacznie niżej niż w maszynie Kimla. To tu właśnie jest sztuką o coś nie zahaczyć, a serwis Flow wiadomo ile kosztuje.
A na dodatek głowica Flow ze względu na konieczność zachowania punktu obrotu na czole dyszy jest bardzo rozłożysta (ponad 30 cm), w tej sytuacji możliwość kolizji jest nieporównywalnie wyższa.
Co to znaczy: "Brak możliwości doregulowania pozycji zerowej." ?
Jest doskonała możliwość doregulowania pozycji zerowej co do jednej milionowej obrotu. Mało?
Przewody schowane w drążonych napędach to najlepsze z możliwych rozwiązań.
Chyba że Szanowny Kolega uważa, że kable na wierzchu głowicy są mniej narażone na uszkodzenia, urwanie, zahaczenia itp.
Wszędzie zastosowane są simeringi z dodatkową wargą ochronną przed piaskiem.
Odległości są tak dobrane aby piasek nie mógł się klinować pomiędzy ruchomymi elementami. Gdyby to nie działało wszystkie silniki w samochodach nie mogły by normalnie pracować a samochody jeździć po błocie.
Silniki rzeczywiście są pierścieniowe, również z drążonym wałem,
Enkoder na wyjściu przekładni.
Kolego Piotrze, cieszę się niezmiernie, że doświadczony konstruktor -taki jak ty, z wad zaproponowanego przeze mnie rozwiązania znalazł tylko błąd ortograficzny w przytoczonym opisie głowicy.
Oprogramowanie piszemy sami.
Tak, Cam 5 osi do naszego waterjeta napisaliśmy sami.
Cała ścieżka generuje się automatycznie na podstawie profili lub kształtów wektorowych z zadanym pochyleniem ścianki z uwzględnieniem różnych typów naroży.
Prędkości uwzględniają pochylanie głowicy względem materiału.
Oczywiście zaadaptowana jest również funkcja rzutowania prędkości zadanej na czoło dyszy. Nie musimy w ogóle przy generowaniu ścieżki przejmować się poszczególnymi prędkościami każdej osi. System to sam liczy online i tak steruje prędkością osi aby końcówka dyszy przemieszczała się z zadaną prędkością.
Właśnie kompaktowa głowica firmy Kimla jest mniej narażona na kolizje.
W wychwalanej przez ciebie maszynie Flow głowica ma wrażliwe części mechaniczne znacznie niżej niż w maszynie Kimla. To tu właśnie jest sztuką o coś nie zahaczyć, a serwis Flow wiadomo ile kosztuje.
A na dodatek głowica Flow ze względu na konieczność zachowania punktu obrotu na czole dyszy jest bardzo rozłożysta (ponad 30 cm), w tej sytuacji możliwość kolizji jest nieporównywalnie wyższa.
Ostatnio zmieniony 12 kwie 2011, 17:38 przez www.kimla.pl, łącznie zmieniany 2 razy.
-
krank1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 141
- Rejestracja: 30 cze 2006, 23:37
- Lokalizacja: Piątek
- Kontakt:
Co ma kolega na myśli mówiąc system ?www.kimla.pl pisze: Rozwiązanie takie jest proste w oprogramowaniu i nadaje się jako tako do sterowania z pomocą standardowych CAMów.
Moja koncepcja zakładała, że nie mam jakichkolwiek ograniczeń programowych i nie muszę dostosowywać konstrukcji głowicy do ograniczeń konkretnego systemu.
Jakie rozwiązanie nie nadaje się do wykorzystania standardowych CAMów ?
-
www.kimla.pl
Autor tematu - Posty w temacie: 21
System sterowania pięcioosiowy musi kontrolować czoło narzędzia a nie poszczególne osie z G-codu -już to kiedyś omawialiśmy.
Większość takich głowic do waterjetów jest zaprojektowanych tak aby poruszając poszczególnymi osiami kątowymi nie zmieniać położenia czoła narzędzia.
Jest to konieczne ponieważ większość systemów sterowania stosowanych w waterjetach nie ma możliwości rzutowania ścieżki pięcioosiowej na czoło narzędzia.
Większość takich głowic do waterjetów jest zaprojektowanych tak aby poruszając poszczególnymi osiami kątowymi nie zmieniać położenia czoła narzędzia.
Jest to konieczne ponieważ większość systemów sterowania stosowanych w waterjetach nie ma możliwości rzutowania ścieżki pięcioosiowej na czoło narzędzia.
-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 22
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
nadal mnie nie przekonało to rozwiązanie.
ZIMER ... dwu wargowy , nawet trzy wargowy za długo nie wytrzyma.
Ale z drugiej strony ... z czegoś trzeba żyć.
Jaki jest sposób doregulowania zera Enkodera nie widać ..też schowany
Kable ... no cóż schowany kabel w konstrukcji jest OK. Osłania go sama mechanika.
ale zahaczenie , urwanie kabla to skrajność. Silnik też może urwać i co wówczas
Jeszcze więcej strat.
Urwie przewód ... brak kontroli i zatrzymuje maszynę , urwie silnik a kable osłonięte i fru ... dalej rwie co sie da.
Więc można to rozważać w skrajnościach i normalnej pracy gdzie zawsze się może coś wydarzyć.
Chętnie bym zobaczył maszynę w "akcji" u klienta. Poleć mi może adres takiego klienta.
nie wiem ... podoba mi się wizualnie głowica , chodź tylko jest jedna oś ( a nie pięć lub dwie ) ale mam jakieś dziwne watpliwości.
Nie krytykuję Cię za pomysł a wręcz przeciwnie.
Ale ... hm ...
podyskutować trzeba.
ZIMER ... dwu wargowy , nawet trzy wargowy za długo nie wytrzyma.
Ale z drugiej strony ... z czegoś trzeba żyć.
Jaki jest sposób doregulowania zera
Kable ... no cóż schowany kabel w konstrukcji jest OK. Osłania go sama mechanika.
ale zahaczenie , urwanie kabla to skrajność. Silnik też może urwać i co wówczas
Jeszcze więcej strat.
Urwie przewód ... brak kontroli i zatrzymuje maszynę , urwie silnik a kable osłonięte i fru ... dalej rwie co sie da.
Więc można to rozważać w skrajnościach i normalnej pracy gdzie zawsze się może coś wydarzyć.
Chętnie bym zobaczył maszynę w "akcji" u klienta. Poleć mi może adres takiego klienta.
nie wiem ... podoba mi się wizualnie głowica , chodź tylko jest jedna oś ( a nie pięć lub dwie ) ale mam jakieś dziwne watpliwości.
Nie krytykuję Cię za pomysł a wręcz przeciwnie.
Ale ... hm ...
podyskutować trzeba.
Pozdrawiam robaczki kolorowe :)






