Witam Panów,
Nie zakładam nowego wątku, bo temat jest podobny.
Nasza firma chce kupić wypalarkę, czyli historia jak wiele innych. Mniej więcej wiemy czego potrzebujemy na poziomie naszych potrzeb, ale nie bardzo potrafimy przełożyć to na konkretne rozwiązania dostępne na rynku.
Co do potrzeb. Jakieś
50% naszej obecnej produkcji to blacha 3mm. Kolejne
30% to blacha 6mm. Pozostałe
20% jest rozrzucone między blachami 4 mm a 10 mm, wszystko w
S 235. Tylko, że to jest tu i teraz. Zakładamy, że
okres użytkowania maszyny to jakieś 15 lat, a patrząc na kierunki naszego rozwoju i charakter nowych zapytań, chcielibyśmy mieć urządzenie mogące
palić do 30mm w czarnym z przebiciem w przyzwoitej jakości i
do 15mm w kwasiaku.
Co do innych parametrów źródła, to chcielibyśmy aby można było
palić nim
mieszanką powietrze-powietrze (jest najtańsza i nie wymaga budowy, czy nawet dzierżawy drogiej infrastruktury) i
trasować.
Jakość trasowania powinna być wystarczająca do wykonywania tras pod linie gięcia.
Do trasowania dopuszczamy użycie gazów innych niż powietrze (długość tras nie przekroczy 5% całości palenia, a większości przypadków będzie zawierać się w jakiś 2%, a to można załatwić z butli przy maszynie. Z czasem może się okazać, że doposażymy się w odpowiednie instalacje i zmienimy gazy palenia odchodząc od mieszanki powietrze-powietrze, na rzecz czegoś lepszego, ale na początku nie chcemy podbijać kosztów uruchomienia i wdrożenia technologii).
Oczywiście na początku większość handlowców w pierwszej kolejności pragnęła zaoferować nam najlepsze rozwiązanie (czytaj najdroższe) i jak jeden mąż polecali nam HP HD. Tylko, że po pierwsze to źródło nie może palić mieszanką powietrze-powietrze a cena jego eksploatacji jest wysoka, nie wspominając o cenie zakupu. Poza tym, mówiąc szczerze nam najlepsza na świecie jakość palenia nie jest wcale potrzebna. Jakieś
80% naszych linii cięcia idzie pod spawanie więc sami rozumiecie, że
ich jakość nie musi przypominać tej z lasera.
To, że najlepsza jakość cięcia nie jest nam potrzebna, nie znaczy jednak jeszcze, że chcemy kiepskie źródło. Myślami idziemy w innym kierunku. Liczymy na przyzwoitą jakość cięcia tam gdzie jest to potrzebne a w pozostałych miejscach chcemy odejść od "najwyższej jakości" na rzecz przyspieszenia procesu cięcia.
Początkowo chyba trochę ulegliśmy wizji handlowców i rozważaliśmy HP ProMax200 (zliftingowana wersja Max 200, ponoć przez lata bardzo popularnego źródła ze stajni HP). Tylko, że to źródło (ponoć) nie może trasować a jedynie żłobić. Byłby nam więc potrzebny kolejny suport i marker co podbija cenę. Okazało się jednak, że tego czego nie ma HP ma konkurencja.
Ostatnio widzieliśmy pracę źródła Cebora HQC 165 i urzekły nas 4 rzeczy.
Po pierwsze jest to
źródło HD mogące palić gazami powietrze-powietrze.
Po drugie ma
marker.
Po trzecie oferuje dobrą jakość cięcia (na 3mm o innych się nie wypowiadam bo nie widziałem), tam gdzie potrzeba a na innych liniach,
można je rozpędzić nawet do 2-3 prędkości powyżej wartości nominalnej, a
jakość cięcia będzie (dla nas) nadal całkowicie akceptowalna i
wystarczająca pod potrzeby spawania.
Po czwarte, Cebora robi też spawarki i wydaje się być otrzaskana z inwerterami, co pozwala na
płynne regulowanie amperażu, a nie tylko na pracę w ramach sztywnych zakresów.
Żeby była jasność, nie twierdzę, że Cebora jest super, bo po pierwsze na testach można zobaczyć tylko wycinek, a po drugie liczy się też np. serwis. No i nie mam zielonego pojęcia jak zachowuje się w ciągłej pracy, ani jak bardzo jest awaryjne lub też bezawaryjne. Chodzi mi raczej oto, że Cebora wpisuje się w nasze potrzeby (przynajmniej w tym zakresie, którym nam ją prezentowano).
Ale może Wy jesteście wstanie polecić coś innego, albo uważacie, że Cebora to jedna wielka pomyłka (lub też mistrzostwo świata). Czy wiecie coś o serwisowaniu tych urządzeń w kraju?
Jeśli chodzi o palenie, to myśleliśmy też o tym, by wraz z plazmą zakupić jednostkę gazową z możliwością tymczasowego zamontowania jej zamiast plazmy. Z naszych doświadczeń wynika, że co roku jest ileś rzeczy, które trzeba palić gazami i albo się to podzleca, albo pali ręcznie. Dodatkowa jednostka na wypalarce na pewno by się zwróciła, ale jednocześnie nie chodzi nam o to by kupić ploter pod gaz. 95% prac to plazma, 5% to gaz na własne potrzeby. Co o tym sądzicie?
Drugi problem - obok źródła, który spędza mi sen z powiek to sam ploter.
Kiedyś ktoś, kto ponoć znał się na wypalarkach powiedział mi, że 80% wszystkich maszyn tnie tak samo w pierwszym roku pracy. Różnice zaczynają pojawiać się w 2 roku. Dlatego rozmawiając z (polskimi) oferentami maszyn mówię, że chcę zobaczyć maszyny, które chodzą w firmach, co najmniej na 2 zmiany, przez co najmniej 3 lata.
W tym momencie większość z nich, bez względu na firmę, włącza program "przekuwanie porażki w sukces" i opowiada, jak bardzo ich maszyny rozwinęły się od tego czasu, ile upgradów już przeszły i o ile są lepsze niż tamte 3 letnie "staruszki". Co oczywiste od razu włącza mi czerwoną lampka, bo to znaczy dwie rzeczy.
Ci handlowcy najlepiej wiedzą, jakie problemy wyszły przez te kilka lat użytkowania oferowanych przez siebie urządzeń i próbują neutralizować złe opinie, które mogły już do nas dotrzeć , to po pierwsze. A po drugie obawiam się, że za 3 lata też usłyszymy od nich: "Jakiś czas temu wydaliście kupę siana i dzięki temu mogliśmy nauczyć się na waszych błędach, jak budować dobre maszyny. Dziękujemy! A do waszej maszyny przyślemy serwisanta, który skasuje was jak za zborze."
Ale do rzeczy. Mi udało się zdiagnozować 3 istotne zagadnienia składające się na "dobry" ploter - tak mi się przynajmniej wydaje - choć pewnie jest ich więcej.
Po pierwsze konstrukcja (jej właściwości spoczynkowe takie jak sztywność oraz ruchowe np. powtarzalność odnalezienia punktu w 3 osiach)
Po drugie szybkość robocza (ważna choć nie najważniejsza, bo przecież większość kolejnych wpaleń nie znajduje się dziesiątki metrów od siebie, więc przejazdy rzędu setek metrów na minutę, nie są wcale tak ważne, bo nie skracają działalności między operacyjnych tak znacząco jak chcieliby to przedstawiać handlowcy - chyba, że się mylę; na mój rozum ważniejsze niż hiper szybkość przejazdowa jest szybkość i precyzyjność zatrzymania we wszystkich 3 osiach, bo to ona odpowiada za właściwe - bądź też nie - "odnalezienie" punktu w przestrzeni)
Po trzecie zdolność do zachowania ww. parametrów w czasie.
W tym wątku powyżej czytałem też o wyważeniu jako istotnym elemencie wpływającym na ploter, a o tym nie potrafię powiedzieć nic, a tym bardziej zdiagnozować czy dana maszyna jest czy nie jest dobrze wyważona. (Można to jakoś rozwinąć?)
Nadmienię jeszcze, że co do plotera nasze potrzeby są też dość ściśle określone.
Powierzchnia robocza stołu to 2,5m x 6m z możliwością rozbudowy w przyszłości do jednego z 2 wariantów: 2,5m x 12m lub 2,5m x 18m z opcją dostawienia drugiej bramy i pracy na wspólnym stole.
Wiem, że może to wyglądać jak czcze gadanie, ale już w chwili obecnej mamy potrzeby, które pozwolą nam obłożyć maszynę na 2 zmiany, a w krótkim czasie dopuszczamy dojście do 3 zmian, a nawet przejście na system 4 zmianowy na stole 6mb. Ewentualna rozbudowa maszyny, na pewno nie będzie kaprysem w stylu: jedni mają mercedesa by stał w stodole a nasz prezes ma dużą wypalarkę, bo chce się pochwalić. Taka inwestycja, jeśli się zdarzy będzie raczej koniecznością niż fanaberią.
Cały rozwój naszej firmy realizujemy ze środków własnych. Nie dokłada nam Unia ani Wielki Brat, dlatego każdą złotówkę oglądamy 5 razy przed wydaniem, a potrzeby są większe niż tylko wypalarka. Dlatego my niestety,
ze względu na cenę, nie mamy co liczyć na urządzenia zachodnich producentów, takich jak wymienione na początku tego wątku. Musimy
wybrać rozsądnie wśród krajowych producentów. (Rozsądnie, to nie znaczy najtaniej, a optymalnie w dobrej relacji jakości do ceny. To nie musi być Mercedes klasy S. Wystarczy coś klasy 3 letniego VW na wypasie.

) Turków czy tym bardziej Chińczyków odrzucamy, bo jakoś nie czujemy ich serwisu.
Co do krajowych producentów to mamy następujące doświadczenia. Metal Tech, podobnie jak Stigal mają maszyny 2m x 6m i w tym jak sami mówią czują się mocni. Przy innych rozmiarach trochę kręcą nosem. Mówią, że to niby droższe i w ogóle, ale mam wrażenie, że jakoś nie ma w nich pewności co do większych rozwiązań (choć mogę się mylić).
Tak czy siak, bez względu na to czy są to realne obawy, czy tylko wyimaginowane, trochę boimy się zostać królikami doświadczalnymi tych firm, w ich drodze doskonalenia się w budowie większych maszyn. Stigal dodatkowo ma aluminiową belkę górną w bramownicy, która jak sami mówią jest pływająca a nie zamontowana na sztywno. (Chodzi o większą rozszerzalność termiczną aluminium niż stali.) Jakoś kłóci mi się to z pojęciem sztywności konstrukcji.
Kolejna wątpliwość to fakt, że wszystkie firmy spawają stal migomatami, które jak wiadomo wprowadzają sporo ciepła do elementu spawanego, a to przekłada się na powstawanie naprężeń. Po czasie elementy te oddają swe naprężenia o ile nie zostaną jakoś odprężone/uwolnione. Przynajmniej tak mówi teoria spawania, a jak pytamy się o ten problem w większości firm to wszyscy patrzą na nas jak na zielone ludziki. Dlatego mam też pytanie do znawców zagadnienia, czy to my wymyślamy problemy tam gdzie ich nie ma, czy to wychodzi garażowość krajowych dostawców?
Mamy też dość mieszane uczucia jeśli chodzi o Eckerta. Sam słyszałem od kilku użytkowników pierwszych maszyn, że po czasie dostają one sporego przekoszenia. Osobiście znam firmę, która też ma Eckerta i u niej ten problem nie występuje, ale oni mają wylane belki fundamentowe pod podtorzami. Co jakiś czas pada za to jeden z silników odpowiedzialnych za prowadzenie maszyny po podtorzu, co chyba jednak świadczy o tym, że problem istnieje. Oczywiście handlowcy Eckerta twierdzą, że w obecnych maszynach problem już nie występuje, ale jakoś jestem impregnowany na takie zapewnienia.
Poza tym (proszę o weryfikację tego tematu przez znawców) odnoszę wrażenie, że Eckert ma problem z synchronizacją ruchu w 3 osiach. Ostatnio widziałem element wypalony na Eckercie z plazmą HP HD 260 i nie różnił się jakościowo zbytnio od podobnego elementu wypalonego również na Eckercie z plazmą "lółkostową". Wypałki miały coś w rodzaju "falbanek". Podobne "falbanki" choć dużo większe, widziałem na pewnym urządzeniu garażowym. Wydaje mi się - choć zbyt mało o tym wiem by ferować wyroki, że problemem może być sztywność maszyny lub też zgranie pracy wszystkich osi.
Kolejną firmą którą braliśmy pod uwagę był podtoruński Uni-Kat. Niestety jeszcze u nich nie byliśmy i nie mamy za bardzo zdania o tej firmie.
Czy ktoś może coś powiedzieć o ich realizacjach?
Te 4 firmy to efekt naszych odwiedzin na ostatnich targach spawalniczych w Kielcach i szybka kwerenda prze Internet.
Może ktoś z Was mógłby podrzucić jeszcze jakąś rozsądną firmę - tańszą i lepszą od Ekcerta?
Przy okazji chciałbym jeszcze zapytać o dwie rzeczy.
Co sądzicie o zastąpienie klasycznych nóg spoziomowanymi lanymi belkami z żelbetu, do których to montuje się elementy prowadzące?
Dla obniżenia kosztów, chcieliśmy wykonać stół i filtrowentylację we własnym zakresie (mamy kogoś kto by nam to zaprojektował po znajomości). Takie rozwiązanie eliminuje jednak wszystkie maszyny gdzie prowadnice są zintegrowane ze stołem.
Czy Waszym zdaniem to dobre rozwiązanie by ploter był samonośny i oddzielony od stołu?
Trzeci problem, to kwestia softu. I tu jesteśmy zieloni jak szczypiorek na wiosnę. Nikt z nas nie potrafi nawet zadać właściwych pytań, bo nie wiemy nawet na co zwrócić uwagę.
Wiemy tylko że są dwa softy, jeden w biurze, drugi przy urządzeniu.
Wiemy też, że ze względu na dłuższy stół - 6mb - chcielibyśmy układać po kilka formatek naraz na stole i palić je w jednym przejściu. Formatki mogą być jednak przekoszone względem osi X i Y (życie). Dziś już dość popularnym jest możliwość ustawienia korekty kąta w programie wypalarki. Nam zależałoby jednak, aby operator mógł ustalić przekoszenia dla wszystkich arkuszy, wczytać na nie programy palenia i po uruchomieniu maszyny oraz wstępnym jej skontrolowaniu mógł odejść do innej pracy, odbywającej się blisko maszyny - np. czyścić wypałki ze zgorzelin. Operator będąc blisko maszyny mógłby reagować na ewentualne problemy, ale zarazem mógłby pracować "na pół etatu" przy innych zadaniach, a to oznacza oszczędności. (Czy się mylę?)
Wiem, że możnaby zrobić też stałe bazy i tak napisać program, by zakładał wirtualny, długi arkusz uwzględniający odstępy między zabazowanymi arkuszami. Niestety wielkości arkuszy bywają różne, dlatego rekonfiguracja baz mogłaby okazać się dość uciążliwa i z czasem też wiązać się z błędami i niedokładnościami. Kolejną sprawą jest ryzyko uderzenia palnika w bazę. Dlatego upieramy się by rozwiązać to softem. Czy ktoś wie na jakim sofcie możnaby zrobić coś takiego?
Ze względu na powtarzalność detali i koszty palenia, w większości przypadków chcemy palić elementy z gotowych formatek. Odpadną więc kilometry palenia ażurów. Niestety w wielu z naszych wypałek, koniecznym jest wykonanie otworów bądź to blisko krawędzi, bądź to na samej krawędzi (wycinanie narożników formatki). Co zrobić / jak mierzyć wysokość aby palnik nie spadał na skraju arkusza, ani w inny sposób nie wariował? (Czy w ten sam sposób możnaby mierzyć wysokość tego wymiennego palnika gazu gdybyśmy go zakupili?)
Kolejną sprawa, to czy można ustawić kierunki palenia? Wiadomo, że plazma pali skosy. Dlatego część elementów pali się zgodnie z ruchem wskazówek zegara a część w drugą stronę by skos znalazł się na odpadzie a nie na detalu. Ponoć programy same rozpoznają co jest wypałką a co odpadem i same wybierają kierunek palenia. Obawiam się jednak, że gdy zaczniemy palić formatki, program z automatu może zacząć mylić detale z odpadami. Czy technolog albo operator może narzucić maszynie kierunek palenia?
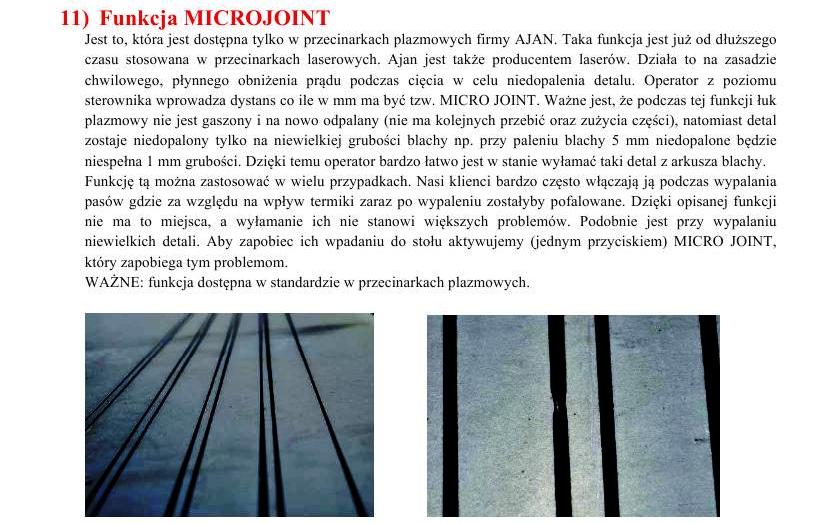
Ostatnie moje pytanie tyczy się pewnego zapisu z oferty Ajana. Ajan ma w swej ofercie coś co nazywa MicroJoint. (Opis w załączniku.) Są to mostki które pozycjonują blachę i nie pozwalają się jej zdeformować po wypaleniu, ale są jednocześnie łatwe do usunięcia po zdjęciu arkusza z maszyny. Czy coś takiego ma tylko Ajan czy mają to też inne firmy? A może
mikromostki można ustawić na każdej maszynie, mając w biurze odpowiedni program? (
Jaki program?)
Reasumując.
Zastanawiamy się nad właściwym źródłem do szybkiego cięcia blachy 3 mm i z możliwością palenia blach do mniej więcej 30mm.
Poszukujemy dobrego plotera o szerokości 2,5m, którego podtorze będzie można w przyszłości przedłużyć lub nawet zamontować na nim drugą bramę.
Nie wiemy nic o sofcie i każda podpowiedz w tej kwestii byłyby dla nas bardzo cenna.
Nie poszukujemy Mercedesa, bo nas na niego nie stać. Nie stać nas też na bylejakość, bo ona kosztuje najwięcej. Szukamy urządzenia z rozsądną relacją ceny do jakości i jakości do ceny. Nie interesują nas bajery typu obrotniki czy też głowice 3D, bo nie mamy takich potrzeb. Chodzi o długowiecznego woła roboczego w przystępnej cenie.
Bardzo gorąco proszę Was o pomoc i podpowiedzi. Bądźcie też wyrozumiali i tłumaczcie wszystko po chłopsku.
Całość mojej wiedzy, na którą składa się mnóstwo pytań i prawie całkowity brak odpowiedzi, zdobyłem w 3 tygodnie, więc sami rozumiecie, że nie jest ona zbyt ugruntowana.





")


")
")

")






