



obróbka na frezarke numeryczną, grubość ok 20mm, frezik węglikowy firmy nie znam.
Osobiście ustawił bym: Vc=60m/min fz=0.03mm/obr ap=1.5mm ae=12mm
Frezowanie stali nierdzewnej??
-
 ArturMAZAK
ArturMAZAK
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów


-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Slaj8 nie pisz na wyczucie, bo z tym u ciebie nie najlepiej.slaj8 pisze:Parametry będą zależeć od tego czy to będzie frezarka numeryczna czy konwencjonalna. No i jaka grubość blachy (zakładając że chodzi ci o nierdzewkę), jakiej firmy ma być frez bo też są różne (wiem z doświadczenia).
W pierwszym zdaniu brakuje ci wyrazu "nie". Powinno być: Parametry NIE będą zależeć od tego czy to będzie frezarka numeryczna czy konwencjonalna.. Ale gdybyś napisał, że parametry zależeć będą od tego, w jakim stanie jest maszyna, czy jest sztywna, czy ma luzy, to miałbyś rację.
Oprócz tego chcę ci zwrócić uwagę, że chyba nie chodzi ci o grubość blachy (a skąd wiesz, że to blacha, a nie płaskownik, czy kostka?), ale o głębokość warstwy skrawanej.
Oczywiście nie ma znaczenia, jakiej firmy jest frez, pod warunkiem, że on jest "firmy", a nie kupiony gdzieś za grosze na targowisku. Jeśli frez jest dobrze naostrzony, to dobrze skrawa, choć czasem (stare rosyjskie produkty) nie dały się naostrzyć, bo były miękkie. Większość nawet chińskich frezów skrawa nie najgorzej.
I niestety nie masz racji - naddatek na końcową obróbkę musi być przemyślany. Jeśli frezujesz dokładne kształty, to robisz sobie przejście z określonym naddatkiem, mierzysz i korygujesz tak, by wyszło ci dobrze. Jeśli w wybraniu stolerowanym np. w H7 zostaną ci 2 setki do zebrania, to ja nie wiem, czym je zbierzesz. Musisz rozsądnie gospodarować naddatkami i frezer to umie (operator CNC bardzo często nie). I nie chodzi o zostawianie małych naddatków, ale takie zaplanowanie obróbki, żeby nie powcinało, ani w inny sposób nie zepsuło kształtu.slaj8 pisze:Ja mam dla ciebie prostsze rozwiązanie, po prostu zostawiaj więcej naddatku na obróbkę końcową. I mocniej mocuj frezy w uchwytach. A resztę doświadczenia ci czas przyniesie.
Zamiast "mocniej mocuj frezy w uchwytach" ja bym się zastanowił nad zmianą uchwytów. Może hydrauliczne, może frez ze stożkiem Morse'a? Po prostu gotowych rozwiązań nie ma. To się właśnie nazywa praktyka.
-
ArturMAZAK
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 333
- Rejestracja: 23 lis 2009, 16:28
- Lokalizacja: Dzierżoniów
-
 skoti
skoti
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1740
- Rejestracja: 28 gru 2004, 23:56
- Lokalizacja: Rybnik
I do chce mu się podzielić swoim doświadczeniem .przez ostatnie 3godz. czytałem posty Jasia i muszę przyznać że naprawdę chciałbym pracować z takim fachowcem, obecnie bardzo ciężko jest znaleźć kogoś kto naprawde dobrze zna sie na obrabiarkach jak i obróbce skrawaniem.
Moj chomik
http://chomikuj.pl/skotisobek
http://chomikuj.pl/skotisobek
-
slaj8
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 3
- Posty: 46
- Rejestracja: 08 cze 2009, 12:02
- Lokalizacja: śląsk
Jasiu nie wytykaj błędów w pisowni innym, a nie będą ci wytykane (w przyszłości), a co do "firmy" frezów to może nie mam za dużego doświadczenia (6 lat) ale już trochę frezów przetestowałem i firma, firmie nie jest równa (nie mówię o frezach kupionych na targu od ruskich). A wracając do naddatku to jak jest dobry (ostry) frez to nawet 0,02mm można nim zebrać, a jeżeli jakaś krawędź ma być dobra to lepiej zostawić więcej naddatku niż ryzykować złą powierzchnią pozostawioną po frezie do obróbki zgrubnej.
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Coś ci podpowiem. Zajrzyj sobie na stronę http://www.coromant.sandvik.com/pl i kliknij na "dobór narzędzi". Dalej klikasz "szukanie zastosowania". Teraz klikasz na rysunku podpisanym "frezowanie". Masz tylko jedną możliwość "frezowanie ogólne" i właśnie ją klikasz.
Otwiera ci się wiele rysuneczków zatytułowanych "Wybierz Operacja". Spróbuj wybrać jeden, proponuję frezowanie walcowo-czołowe.
No dobra, to teraz ja proponuję rysuneczkom się przyjrzeć. Masz podpisane na przykład:
- Frez palcowy CoroMill Plura zgrubny, do aluminium
- Frez palcowy CoroMill Plura zgrubny, typu Kordell do materiałów o twardości <28HRc
- Frez palcowy CoroMill Plura zgrubny, do materiałów o twardości <48HRc
Zauważ - są prawie identyczne frezy, jeden do materiałów miękkich (< 28 HRc) a drugi do twardszych (<48 HRc). I tu właśnie leży problem, że wielu frezerów nie wie o tym, że są narzędzia, które producent dostosowuje do określonej obróbki. Jeśli do tej pory miękką stal kroiłeś frezem uniwersalnym, a później dostaniesz freza do stali miękkich (inaczej ukształtowana geometria ostrza), to powiesz, że drugi idzie w miękkim lepiej. I mając powiedzmy frez uniwersalny z Kennametal, w momencie otrzymania freza do miękkich stali z Sandvika, ktoś może wyciągnąć wniosek, że te drugie są lepsze.
One są lepsze, ale nie dla tego, że są z określonej firmy (bo Kennametal również produkuje frezy do różnych materiałów), ale dlatego, że to typ freza lepiej, lub gorze się nadaje do zastosowania w określonym przypadku.
No dobra, jak już jesteśmy przy Kennametal, to proponuję zajrzeć na http://www.darmet.com.pl/images/stories ... zajaca.pdf i przejść na drugą - trzecią stronę. Zauważyłeś podpis: F3BS...DK-DL - DIN6527 - krótkie - do stali miękkich i stali nierdzewnych? Właśnie, mało kto o tym pamięta, że nierdzewka jest stalą miękką i tak należy dla niej kombinować parametry (chodzi o ten nieszczęsny najczęściej za mały posuw). Przy okazji - jest to frez typu Weldon. Jak będziesz miał takie frezy i tulejki do nich (kontrujesz śrubką) to wyciągnąć ci nie ma prawa!
Otwiera ci się wiele rysuneczków zatytułowanych "Wybierz Operacja". Spróbuj wybrać jeden, proponuję frezowanie walcowo-czołowe.
No dobra, to teraz ja proponuję rysuneczkom się przyjrzeć. Masz podpisane na przykład:
- Frez palcowy CoroMill Plura zgrubny, do aluminium
- Frez palcowy CoroMill Plura zgrubny, typu Kordell do materiałów o twardości <28HRc
- Frez palcowy CoroMill Plura zgrubny, do materiałów o twardości <48HRc
Zauważ - są prawie identyczne frezy, jeden do materiałów miękkich (< 28 HRc) a drugi do twardszych (<48 HRc). I tu właśnie leży problem, że wielu frezerów nie wie o tym, że są narzędzia, które producent dostosowuje do określonej obróbki. Jeśli do tej pory miękką stal kroiłeś frezem uniwersalnym, a później dostaniesz freza do stali miękkich (inaczej ukształtowana geometria ostrza), to powiesz, że drugi idzie w miękkim lepiej. I mając powiedzmy frez uniwersalny z Kennametal, w momencie otrzymania freza do miękkich stali z Sandvika, ktoś może wyciągnąć wniosek, że te drugie są lepsze.
One są lepsze, ale nie dla tego, że są z określonej firmy (bo Kennametal również produkuje frezy do różnych materiałów), ale dlatego, że to typ freza lepiej, lub gorze się nadaje do zastosowania w określonym przypadku.
No dobra, jak już jesteśmy przy Kennametal, to proponuję zajrzeć na http://www.darmet.com.pl/images/stories ... zajaca.pdf i przejść na drugą - trzecią stronę. Zauważyłeś podpis: F3BS...DK-DL - DIN6527 - krótkie - do stali miękkich i stali nierdzewnych? Właśnie, mało kto o tym pamięta, że nierdzewka jest stalą miękką i tak należy dla niej kombinować parametry (chodzi o ten nieszczęsny najczęściej za mały posuw). Przy okazji - jest to frez typu Weldon. Jak będziesz miał takie frezy i tulejki do nich (kontrujesz śrubką) to wyciągnąć ci nie ma prawa!
-
juve_fan
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 2
- Posty: 14
- Rejestracja: 08 maja 2014, 21:53
- Lokalizacja: Zduńska Wola
Siemka!
To i ja mam pytanie odnośnie właśnie frezowania w stali kwasoodpornej.
Generalnie obrabiam kostki o wymiarze dl50mm x szer24mm wysokość 26mm.
Mam do wybrania kanałek na głębokość 23mm i szeroki na 18mm.
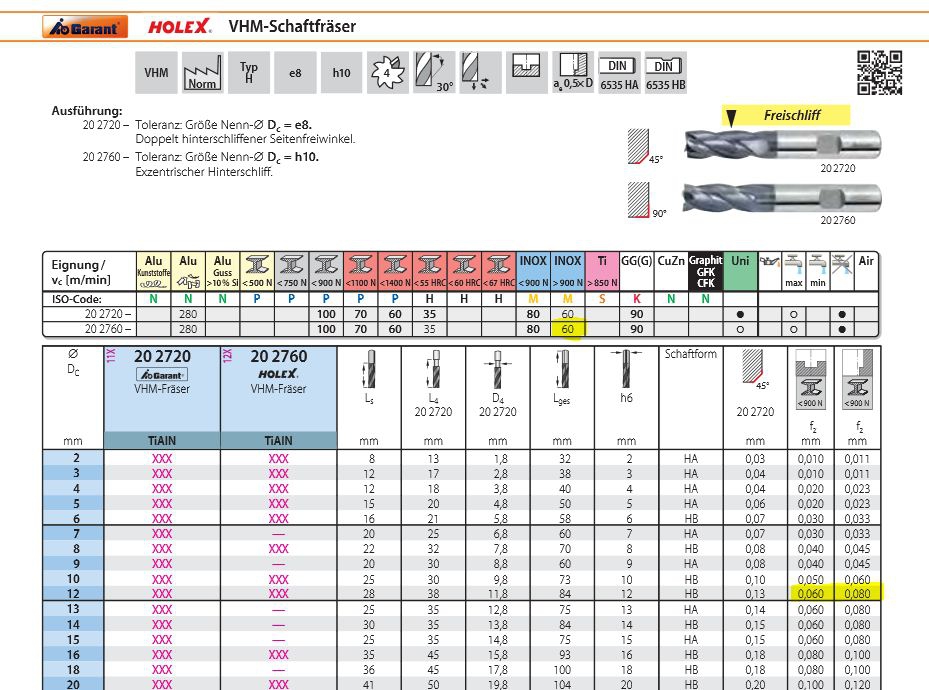
Frezy mam trzpieniowe dobrej firmy, bo Holex VHM HPC TiSi 12 mm.
Zbieram po 1mm na paremtrach S2000 F350 i po paru sztukach frezy do wyrzucenia, bo albo sie przypalają, albo wykruszają. Fakt faktem, że frezy nie były nówkami, bo przerobiłem na nich już troche sztuk, lecz śladów zużycia na nich widać nie było. Dziś założyłem nóweczke, zrobiłem jedną kostkę na gotowo i już widać delikatne ślady przypalenia na koncach rowków.
Według katalogu do kwasiaka można na tych frezach zastosowac Vc=80m/min.
Czemu tak się dzieje, możecie mi pomoc? Moze za dużo zbieram, choc 1mm to chyba tyłka nie urywa? A moze niepotrzebnie obrabiam z chłodziwem, może na sucho powinienem poleciec?!
Pracuje na frezarce Haas VF2
Byłbym wdzięczny za porady
pzdr
To i ja mam pytanie odnośnie właśnie frezowania w stali kwasoodpornej.
Generalnie obrabiam kostki o wymiarze dl50mm x szer24mm wysokość 26mm.
Mam do wybrania kanałek na głębokość 23mm i szeroki na 18mm.
Frezy mam trzpieniowe dobrej firmy, bo Holex VHM HPC TiSi 12 mm.
Zbieram po 1mm na paremtrach S2000 F350 i po paru sztukach frezy do wyrzucenia, bo albo sie przypalają, albo wykruszają. Fakt faktem, że frezy nie były nówkami, bo przerobiłem na nich już troche sztuk, lecz śladów zużycia na nich widać nie było. Dziś założyłem nóweczke, zrobiłem jedną kostkę na gotowo i już widać delikatne ślady przypalenia na koncach rowków.
Według katalogu do kwasiaka można na tych frezach zastosowac Vc=80m/min.
Czemu tak się dzieje, możecie mi pomoc? Moze za dużo zbieram, choc 1mm to chyba tyłka nie urywa? A moze niepotrzebnie obrabiam z chłodziwem, może na sucho powinienem poleciec?!
Pracuje na frezarce Haas VF2
Byłbym wdzięczny za porady
pzdr
-
juve_fan
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 2
- Posty: 14
- Rejestracja: 08 maja 2014, 21:53
- Lokalizacja: Zduńska Wola
Co ja mogę powiedzieć, serdeczne dzięki za podpowiedź. Dziś dobrałem parametry według katalogu, a posuw na ząb ten co mi zaleciłeś i super. Zrobiłem sto sztuk i frez nadal elegancko się trzyma. Zbieram po 4 mm i idzie to teraz sporo, sporo szybciej!burzaxxx pisze:daj na 0,04
wjazd na 4mm i chłodzenie na freza obowiązkowe !
bez sensu jest jechać po 1mm, bo krawędzie Ci się stępią, a potem cały frez leci.
Jedziesz wolniutko, wiór musi być wypłukany.
Jeszcze raz wielkie dzięki!







