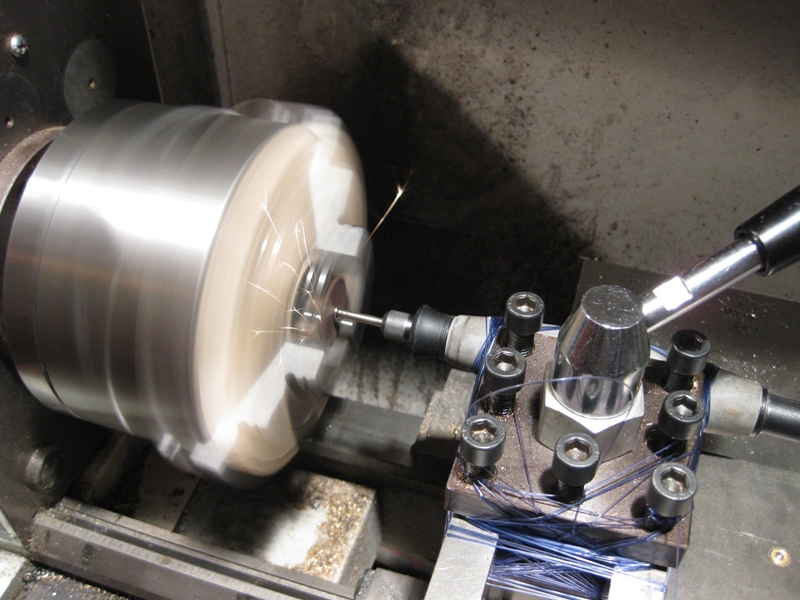
No właśnie sam jestem zaskoczony. Na początku też myślałem że czujnik się zepsuł albo fartownie założyłem wałek, ale jeszcze kilka razy zmieniałem jego pozycję w uchwycie i to samo, nie przekracza jednej setki !! Myślę, że najważniejszą rzeczą jest doprowadzenie do swobodnego zaniku iskier i cierpliwość. Kilka przejazdów to tak na oko ze 30

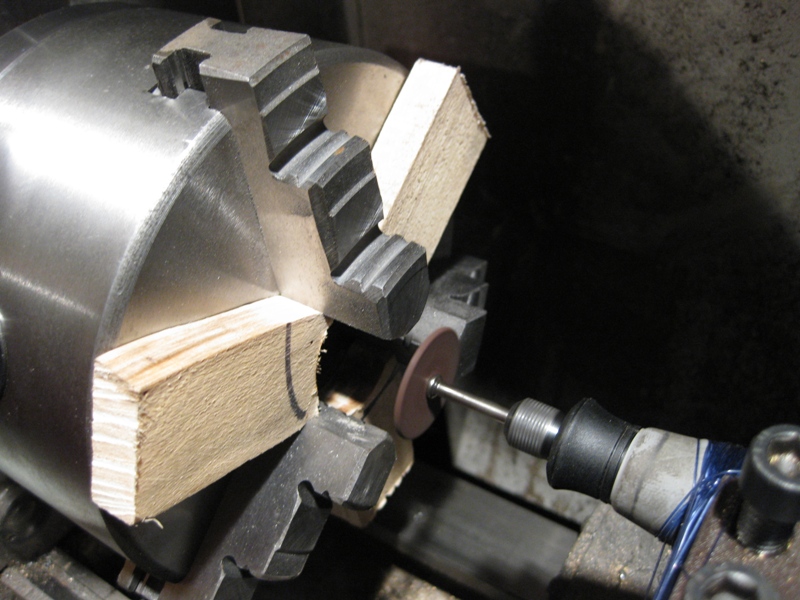
he he, fakt prowizorka że aż wstyd, ale żyłka wędkarska kryje w sobie moc, zwłaszcza jak jest kilkadziesiąt zwojów.
Ostatnio zmieniony 17 sty 2010, 21:24 przez
gelorad, łącznie zmieniany 1 raz.





")







")


