



Witam wszystkich mam maly klopot a mianowicie mam do napisania program na freazrke no i jako tako udalo mi sie cos wydlubac i teraz jest pytanie czy jest to w miare poprawnie napisane. I teraz pytanie czy byl by ktos taki skory o poprawienie w tym programie ewentualnych bledow i co tam jest nie tak PLIS JESTEM LEIKIEM I NIE ZNAM SIE NA TYM AZ TAK
o to program
%10
N0000 G54 G90
N0010 G94 G40 T0202
N0020 S17500 M03
N0030 G00 X-1.0 Y0.0 Z5.0
N0040 G00 Z-10.0 M08
N0050 G01 X-1.0 Y168
N0060 X 95.3 Y 164.4
N0070 X 87.7 Y 159.1
N0080 X 0 Y 158.49
N0090 X 90.17 Y 154.43
N0010 X 80.49 Y 149.8
N0011 X 0 Y 149.8
N0012 X 75.2 Y 147.3
N0013 X 59 Y 140.1
N0014 X 0 Y 140.1
N0015 X 0 Y0
N0016 X 18 Y 27.2
N0017 X 25.9 Y 26.75
N0018 X 7.83 Y 0
N0020 X 31.4 Y 27
N0021 X 42.05 Y 26.36
N0022 X 20.6 Y 0
N0023 X 46.41 Y 26.6
N0024 X 58.39 Y 26.39
N0025 X 40.12 Y 0
N0026 X 63.39 Y 24.53
N0027 X 73.78 Y 20.64
N0028 X 57.47 Y 0
N0029 X 76.74 Y 18.25
N0030 X 85.97 Y 14.1
N0031 X 74.99 Y 0
N0032 X 90.09 Y 11.3
N0033 X 103 Y 6.4
N0034 X 93.9 Y 0
N0035 X 108.8 Y 7.4
N0036 X 125.9 Y 7.7
N0037 X 126 Y 0
N0038 X 129.6 Y 11.9
N0039 X 138.3 Y 18.1
N0040 X 138.3 Y 0
N0041 X 141.2 Y 20.3
N0042 X 149.3 Y 28.4
N0043 X 149.3 Y 0
N0044 X 153.2 Y 30.7
N0045 X 204 Y 30.7
N0046 X 151.9 Y 20.3
N0047 X 204 Y 11.6
N0048 X 153.1 Y 0
N0049 X 204 Y 0
N0050 X 204 Y 190
N0051 X 194 Y 154
N0052 X 189 Y 161.4
N0053 X 173.3 Y 142.3
N0054 X 179.8 Y 204
N0055 X 161.2 Y 139.3
N0056 X 147.8 Y 147.1
N0057 X 160.7 Y 204
N0058 X 141 Y 150.8
N0059 X 120 Y 160.4
N0069 X 150 Y 204
N0070 X 98 Y 158
N0071 X 84.7 Y 158
N0072 X 0 Y 158
N0073 X 0 Y 0
N0074 X 20.9 Y 23.1
N0075 X 0 Y 44
N0076 X 0 Y 204
N0077 X 24.2 Y 147.8
N0078 X 0 Y 126
N0079 X 0 Y 139
N0080 X 60 Y 139
N0081G01 X 95.1 Y 154.6
N0082 G02 X 144.5 Y141 R 39
N0082 X 144.5 Y 141
N0083 G03 X 154.3 Y 134 R 10
N0084 X 170 Y 134
N0085 G01 X 184 Y 134
N0086 G02 X 194 Y 124 R 10
N0087 G01 X 194 Y 43
N0088 G02 X 184 Y 34 R10
N0089 G01 X152 Y 34
N0090 G03 X144 Y 29 R10
N0091 G01 X144 Y 29
N0092 G02 X 96.54 Y 12.73 R 39
N0093 G01 X 60 Y 29
N0094 G01 X 15 Y 29
jest maly klopot z tymi promieniami w wierszu N0085 COS TAM MI NIE GRA DO KONCA
Z GORY DZIEKUJE WSZYSTKIM ZA POMOC
[ Dodano: 2009-06-22, 12:45 ]
SORKA ZA BLEDY
POMOC W PROGRAMIE


-
Endrju76
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 352
- Rejestracja: 30 wrz 2008, 21:17
- Lokalizacja: Śląsk
Witam
Jeżeli to Sin to należy wpisać wymianę narzędzi M6
N0010 G94 G40 T0202
N0011 M6
N0020 S17500 M03 - brak posuwu roboczego np F200
we wszystkich blokach po X i Y usunąć spacje
dopisać G01
N0082 G01 X 144.5 Y 141
N0083 G03 X 154.3 Y 134 R 10
N0084 G01 X 170 Y 134
Jeżeli to Sin to należy wpisać wymianę narzędzi M6
N0010 G94 G40 T0202
N0011 M6
N0020 S17500 M03 - brak posuwu roboczego np F200
we wszystkich blokach po X i Y usunąć spacje
dopisać G01
N0082 G01 X 144.5 Y 141
N0083 G03 X 154.3 Y 134 R 10
N0084 G01 X 170 Y 134
Endrju
Zaznacz "POMÓGŁ" - to nie boli
Zaznacz "POMÓGŁ" - to nie boli
")
-
dziadol
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 50
- Rejestracja: 21 paź 2008, 00:09
- Lokalizacja: BYDGOSZCZ
N0083 G03 X 154.3 Y 134 R 10
N0084 X 170 Y 134
N0085 G01 X 184 Y 134
Jak dla mnie to takze brakuje w zapisie N0084 nadania G01 lub łuku jako "R"
W N0083 jest nadany promień jako G03. i zapis N0084 takze czyta łuk lecz jest brak nadania łuku.
Inna sprawa jak to ma być prosta.
Jak ma być prosta to w N0084 powinien być zamis z G01
NP.
N0083 G03 X 154.3 Y 134 R 10
N0084 G01X 170 Y 134
N0085 G01 X 184 Y 134
lub
N0083 G03 X 154.3 Y 134 R 10
N0084 X 170 Y 134 R XX
N0085 G01 X 184 Y 134
Pozdro.....
[/b]
N0084 X 170 Y 134
N0085 G01 X 184 Y 134
Jak dla mnie to takze brakuje w zapisie N0084 nadania G01 lub łuku jako "R"
W N0083 jest nadany promień jako G03. i zapis N0084 takze czyta łuk lecz jest brak nadania łuku.
Inna sprawa jak to ma być prosta.
Jak ma być prosta to w N0084 powinien być zamis z G01
NP.
N0083 G03 X 154.3 Y 134 R 10
N0084 G01X 170 Y 134
N0085 G01 X 184 Y 134
lub
N0083 G03 X 154.3 Y 134 R 10
N0084 X 170 Y 134 R XX
N0085 G01 X 184 Y 134
Pozdro.....
[/b]
-
omm
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 3
- Posty: 96
- Rejestracja: 03 mar 2009, 13:39
- Lokalizacja: Poznań
Własnie z tym promieniem R10 mam problem bo nie mam kompletnie pojecia jak to zrobic w poscie dolaczam zdjecie tego detalu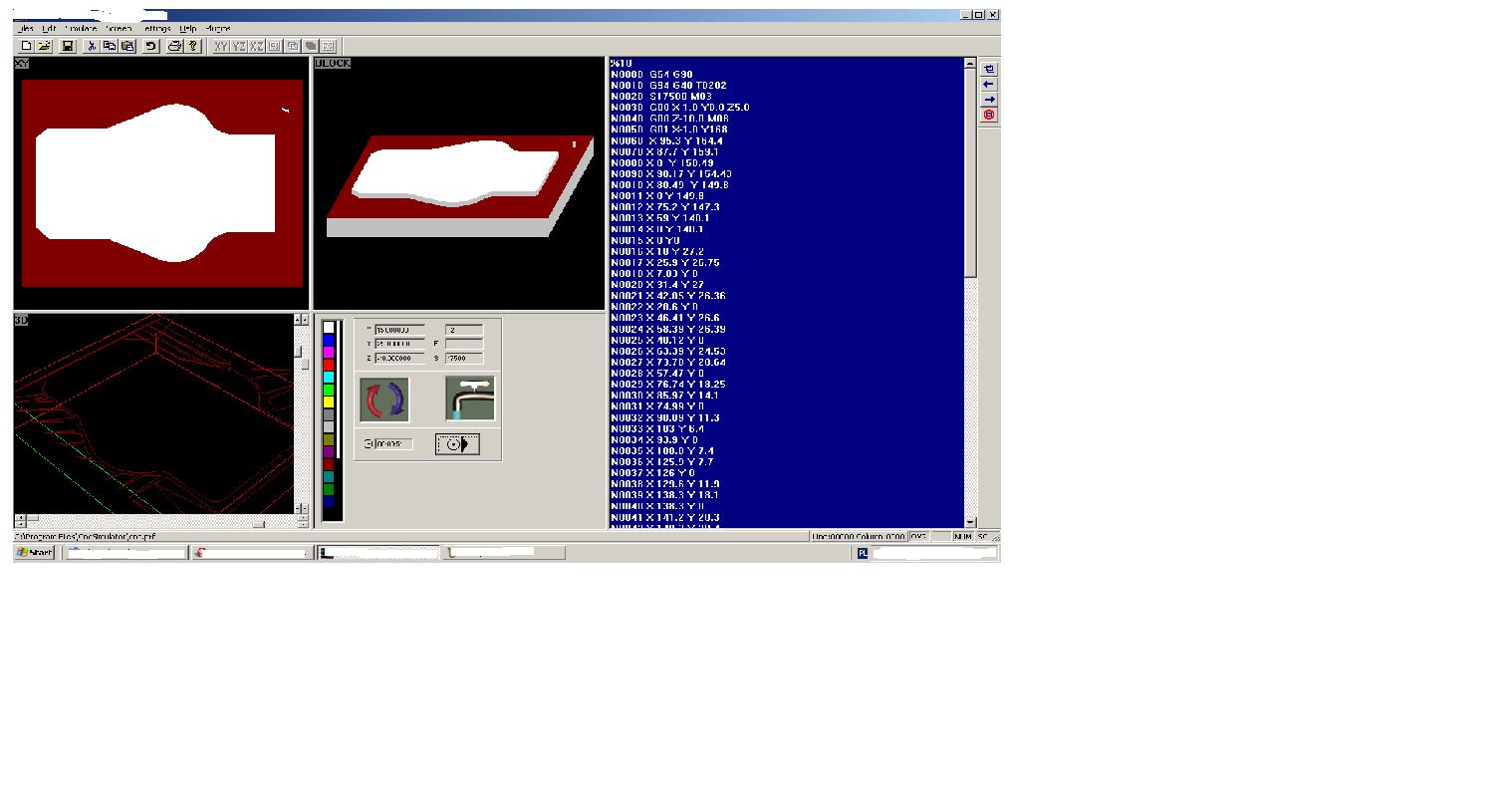 tam gdzie sa te ostre krawedzie maja byc promienie po R10 na dole i na górze i wlasnie nie wiem jak to kurka zrobic DZIEKUJE WSZYSTKIM ZA POMOC
tam gdzie sa te ostre krawedzie maja byc promienie po R10 na dole i na górze i wlasnie nie wiem jak to kurka zrobic DZIEKUJE WSZYSTKIM ZA POMOC
[ Dodano: 2009-06-23, 09:49 ]
kurka tylko jak tam wstawie wiekszy promien np R30 to robi delikatny luk moze to jest poprostu kwestia zle dobranego narzedzia
tam gdzie sa te ostre krawedzie maja byc promienie po R10 na dole i na górze i wlasnie nie wiem jak to kurka zrobic DZIEKUJE WSZYSTKIM ZA POMOC [ Dodano: 2009-06-23, 09:49 ]
kurka tylko jak tam wstawie wiekszy promien np R30 to robi delikatny luk moze to jest poprostu kwestia zle dobranego narzedzia
-
wiktoriano
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 223
- Rejestracja: 23 cze 2009, 08:27
- Lokalizacja: San Escobar
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
-
omm
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 3
- Posty: 96
- Rejestracja: 03 mar 2009, 13:39
- Lokalizacja: Poznań
DZIEKUJE WSZYSTKIM ZA POMOC JEST JUZ WSZYSTKO OKEJ 
[ Dodano: 2009-07-01, 15:54 ]
Witam ponownie Panowiem znów pojawil sie klopot i za diabla nie wiem jak sobie z nim poradzic program zostal zatwierdzony przez mojego prof ale jest klopot chce aby zamiast R39 R10 itp zastosować I J i kurka od 2 dni walcze z tym i du** jedynie co udalo mi sie zrobic to wiersz N0085 G01 X 184 Y 134
N0086 G02 X 194 Y 124 R 10 ( I0 J10) a kurka reszte mi za diably nie chce wyjsc plis prosze o pomoc z gory dziekuje
[ Dodano: 2009-07-01, 15:54 ]
Witam ponownie Panowiem znów pojawil sie klopot i za diabla nie wiem jak sobie z nim poradzic program zostal zatwierdzony przez mojego prof ale jest klopot chce aby zamiast R39 R10 itp zastosować I J i kurka od 2 dni walcze z tym i du** jedynie co udalo mi sie zrobic to wiersz N0085 G01 X 184 Y 134
N0086 G02 X 194 Y 124 R 10 ( I0 J10) a kurka reszte mi za diably nie chce wyjsc plis prosze o pomoc z gory dziekuje






