Ostanio uczę się Fanuca i mam problem z ustaleniem punktu zerowego (G54) po osi Z i długości narzędzi. Do pomocy używam Swansofta.
Kiedyś w technikum ustawialiśmy na płytkę o długości 100mm i zapisywało się to chyba z minusem (-100mm) żeby ustalić (G54 po Z). Czyli -100mm po z i MEASURE. I chyba wpisywało się w offsecie długości narzędzia z wysokościomierza, ale nie jestem pewien.
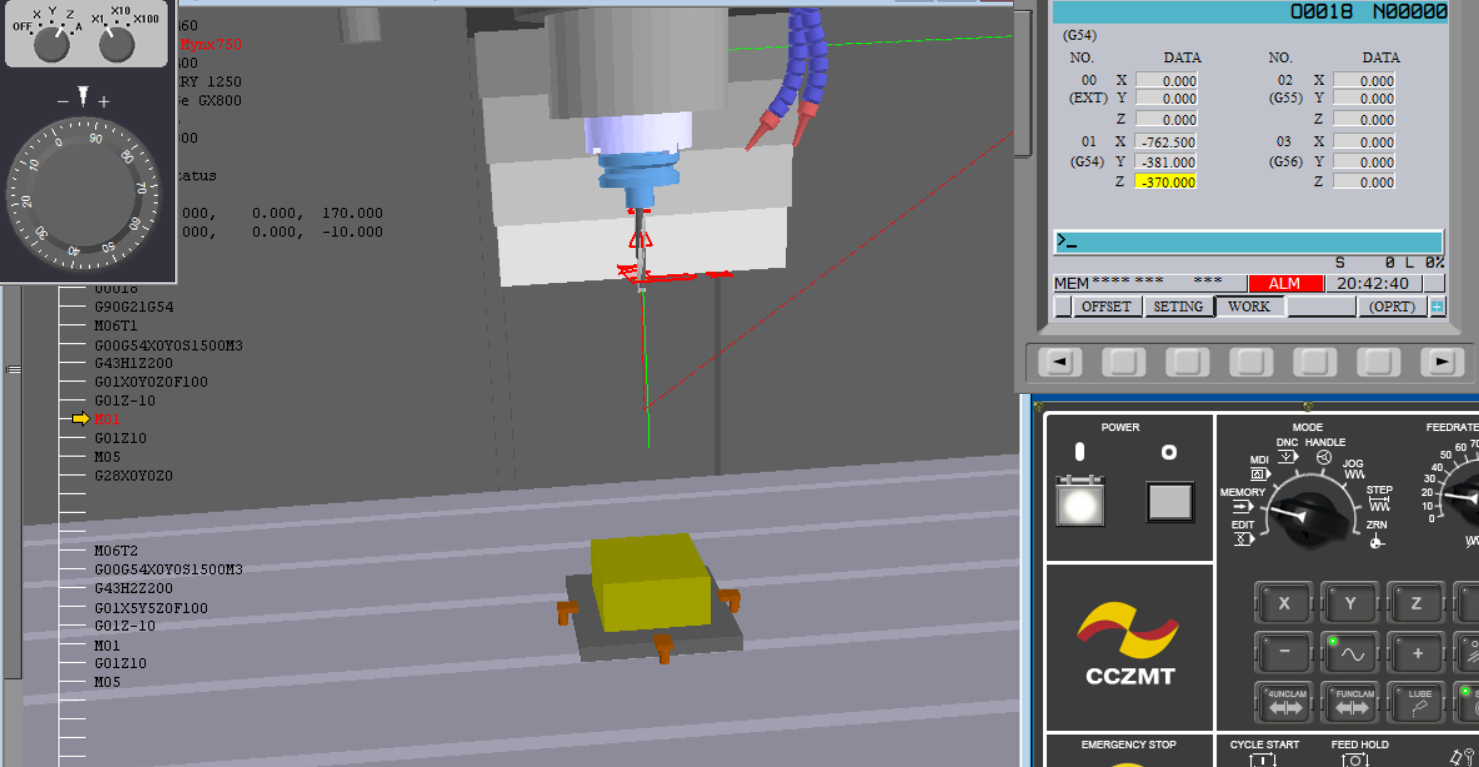
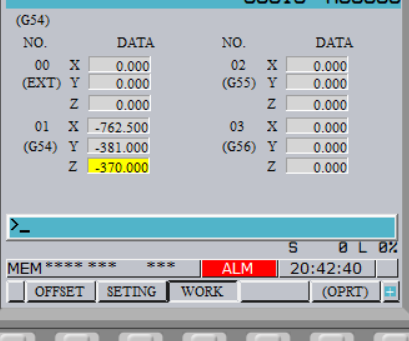
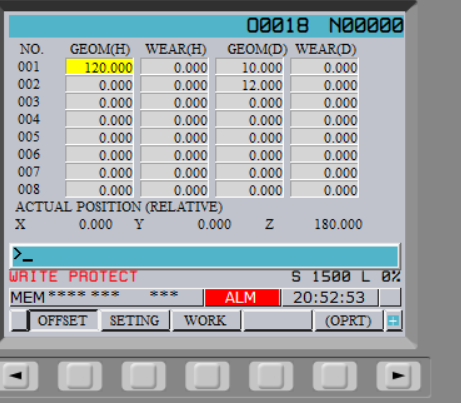
Podobnym sposobem robię w SWANSOFCIE mam narzędzie o długości 120mm i tak zapisałem w G54 po Z-120 i MEASURE. Pierwsze narzędzie dałem wysokość 120mm. Używam korekcji długości G43 H1, ale wychodzi taki tor narzędzia. Jak daje Z10 to mi narzędzie idzie do dołu, a na Z0 jest wysoko poza materiałem. Korekcja z pewnością działa dobrze, gdyż użyłem metody z firmy. Ten sposób był następujący G54 na Z zawsze było zerowe. A każde narzędzie było najechane na materiał po Z, ale za każdym razem trzeba było ustawiać te wysokości od nowa.