")
Pozwólcie, że zadam kilka pytań.
Przesiadłem się ze sterowania HAAS na HH 620 w maszynie Mikron VCE serii pro i mam kilka może kilkadziesiąt zagwozdek
Oto pierwsze z zagwozdek:
1. Jak to jest z tymi bazami?... (obecnie nikt tego nie rusza nigdzie w programie nie ma informacji z które bazy się korzysta) widziałem jest tabela z bazami ale jak ich użyć w programie?
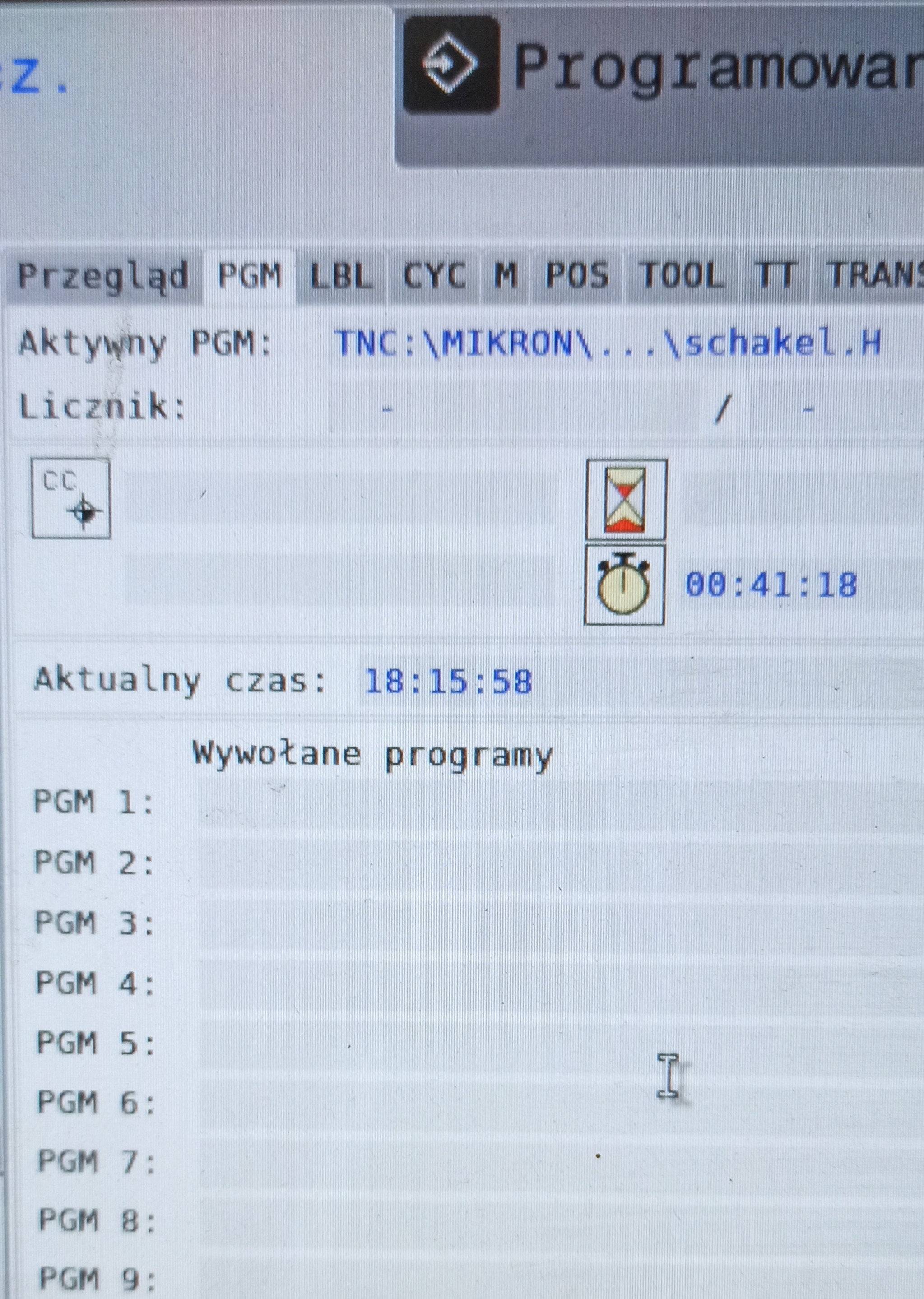
2. Gdzie szukać licznik detali, jak kasować?
3. Gdzie jest czas programu?
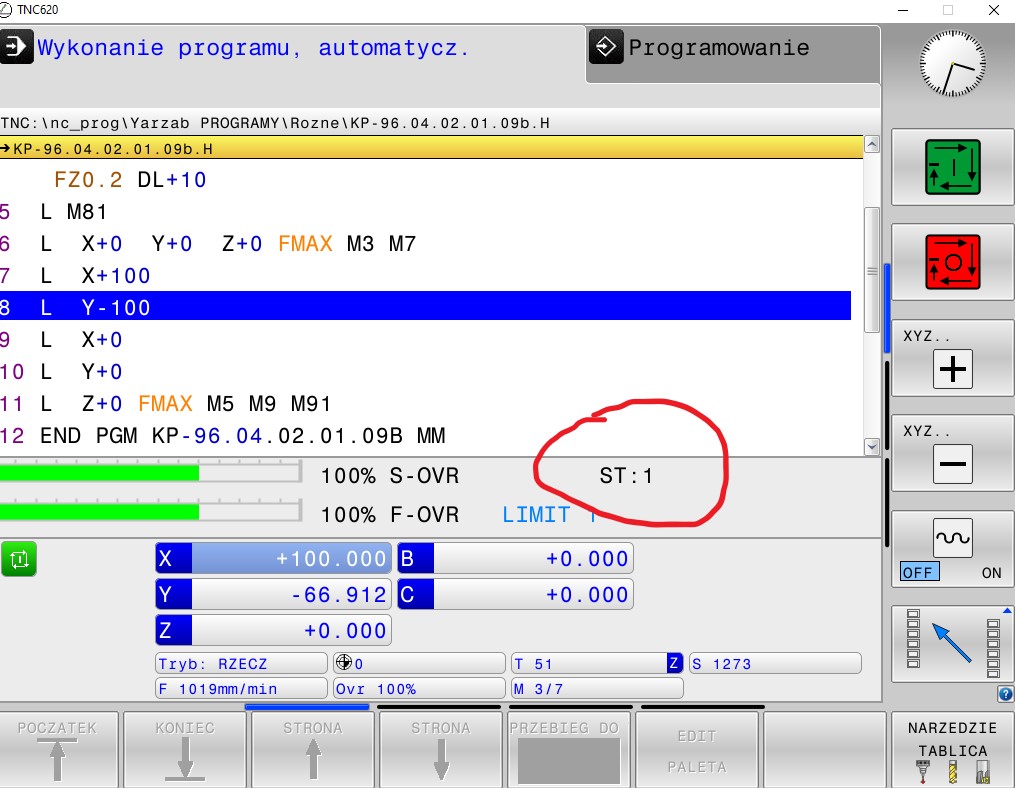
4. Jest problem z posuwami szybkimi nie wiem dlaczego są ograniczone do 10m/min, gdzie obrabiarka może latać z 40m/min. W Fmax mam wpisane 40000.
5. Mieli byście zestawienie M kodów?
6. Jest jakieś zestawienie G kodów dla cykli odpowiadających cyklom HH?


")
")