")
Na święta , pod choinkę z Nowym Rokiem i Ja zrobiłem sobie prezent
Rok temu sprzedałem swoją FDA16 CNC (pomagaliście mi w uruchomieniu) , a fundusze przeznaczyłem na budowę plotera cały koszt wyszedł do dziś 5600zł - ( Chciałem więc mam)
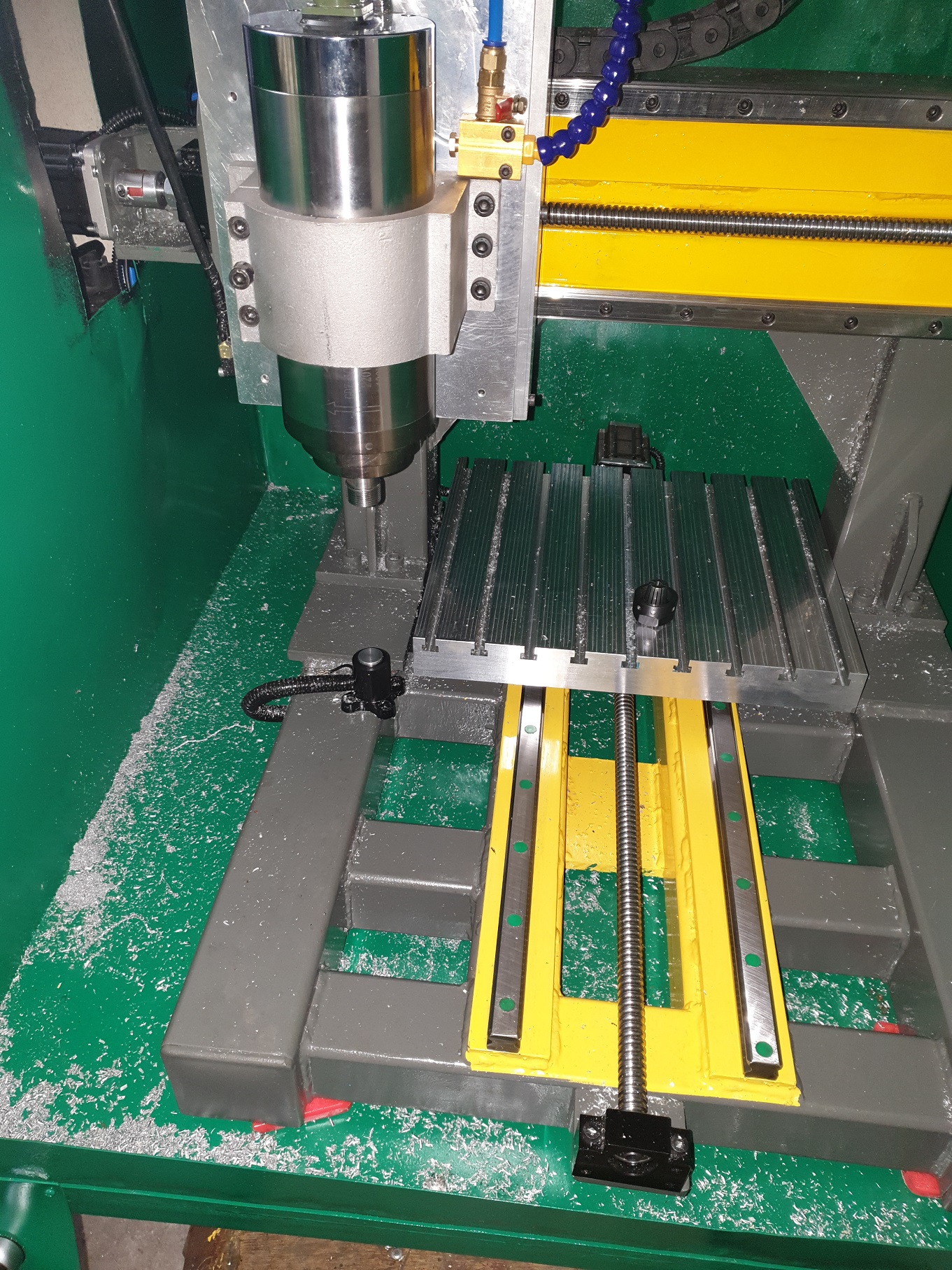
Konstrukcja spawana/skręcaną , pole pracy X-400 Y-350 Z-150. ŚRUBY 16X5 , śliniki 4.2 Nm , sterowniki DM 556. Wrzeciono 3KW , falownik HY03D023B.








Maszyna została uruchomiona na Mach 3 , splanowałem stół ( wyszło super, jestem z siebie dumny ) parę zabaw z kreatorami Macha i prrrrrrrrrrrrrrrrrrr padł dysk w PC-ecie. Urodził się pomysł – a może Linux ?
Nigdy nie miałem do czynienia z Linux , słyszałem tylko że takowy jest. Do odważnych świat należy.
HEJ ŚUP i linuxcnc na pokładzie ,konfiguracja niebyła taka trudna, jak mi się początkowo zdawało , prawie wszystko ładnie śmiga z małym ale.
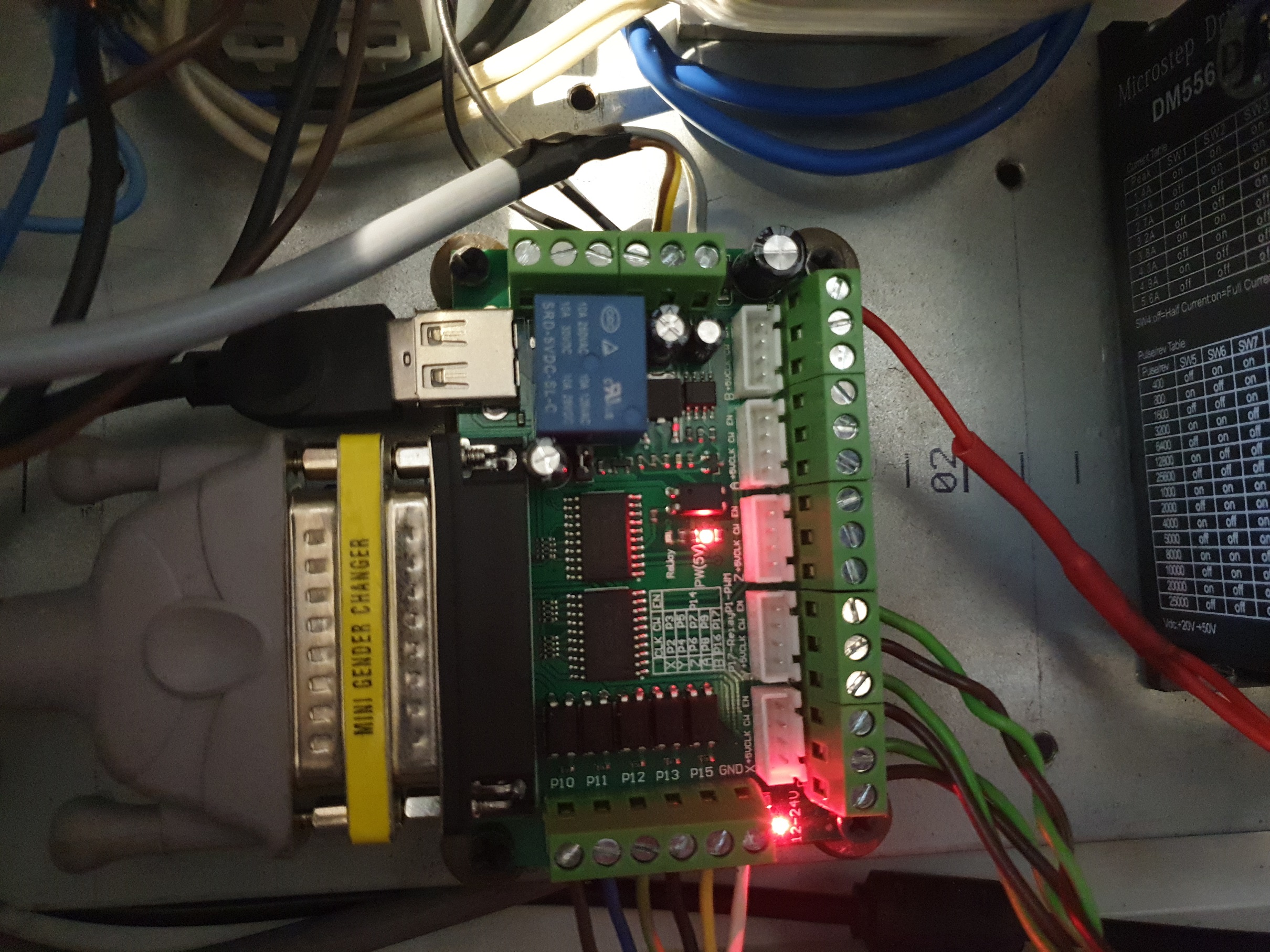
Po przeczytaniu setek instrukcji , blogów i filmów na YouTube – 4 TYGODNIE GRZEBANIA PO CIEMKU W NECIE - NIEJESTEM WSTANIE DALEJ PRZESKOCZYĆ TEMATU- podłączenia płyty do falownika ,tak żeby można było sterować ,wrzecionem (włącz /wyłącz oraz prędkością ) z poziomu linuxa , problem z czujnika wysokości narzędzia, jak go zainstalować ?
W machu miałem skryp do czujnika, czy w linuxie też muszę mieć coś takiego ?
Jestem samoukiem moja znajomość elektroniki i systemu linux (od 0 do 10 wynosi 3) Mam pliki konfiguracyjne do mach jak sobie nie poradzę z linuxcnc to wrócę do macha –chodź linukx bardziej mi się podoba .
PANIE I PANOWIE
potrzebuję poprowadzenia za rękę ,jaki przewód gdzie podłączyć ,która pozycję w ustawieniach falownika zmienić itd. ( Czy jest ktoś w stanie przeprowadzić dziecko przez ulicę ?)
1
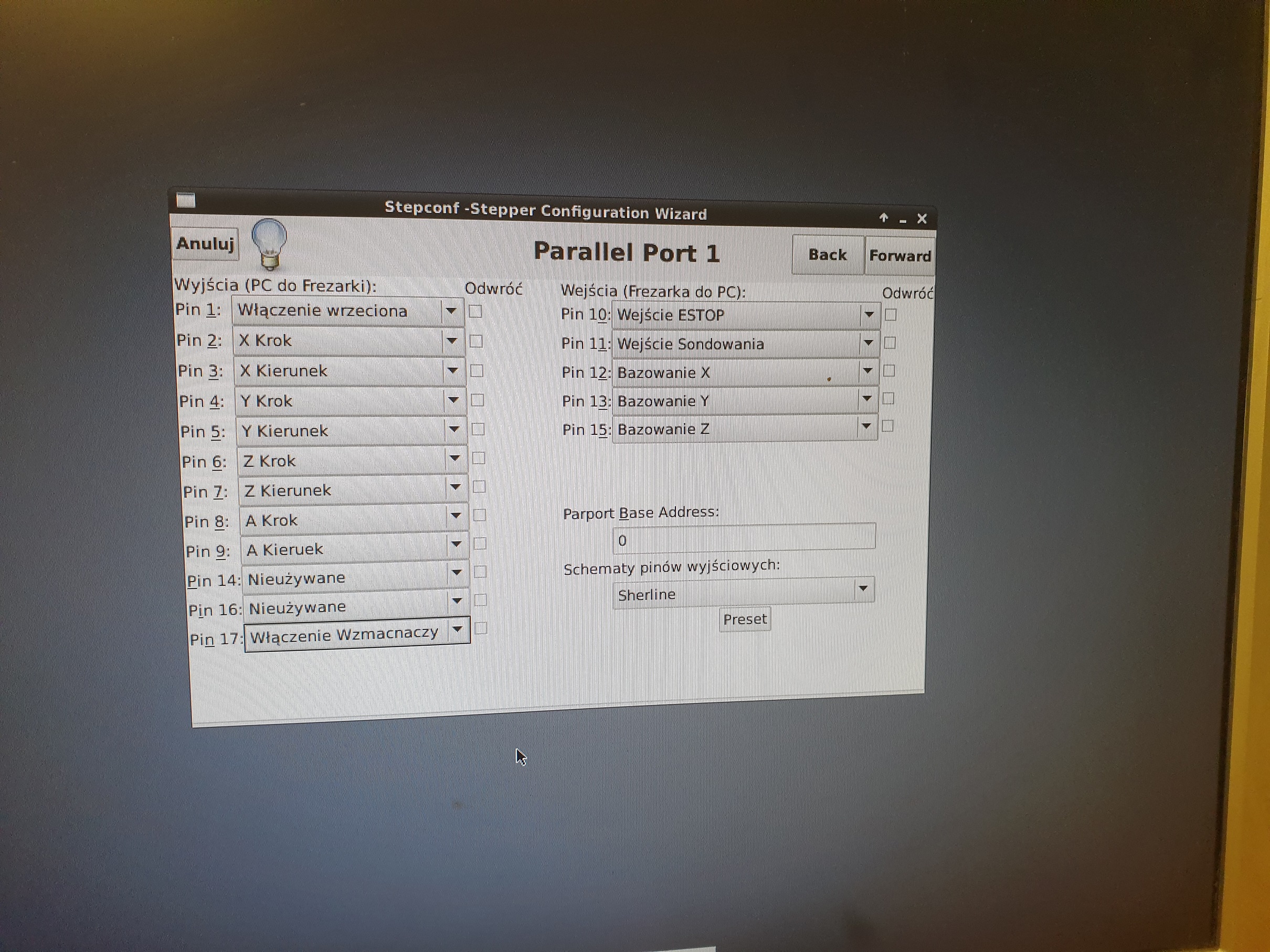
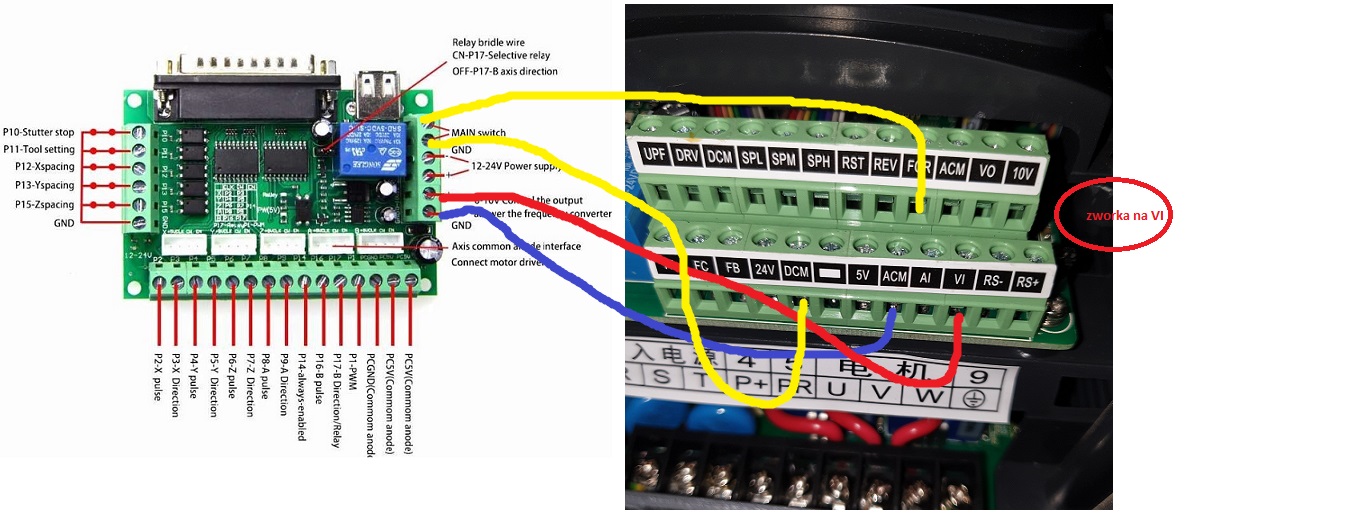
Jak podłączyć - który pin na płycie z którym pinem falownika, by sterować wrzecionem (włącz /wyłącz oraz prędkością ) z poziomu linuxa , (przekaźnik na płycie działa także port ustawiony dobrze )
2
Jak ogarnąć czujnik wysokości narzędzia - ten widoczny na zdjęciu
3
W menu falownika poz. PD142 według instrukcji - prąd znamionowy silnika max 13A
( moje wrzeciono ma 12 A ) a fizycznie w falowniku mogę ustawić tylko 11A – błąd w oprogramowaniu falownika czy bubel ?
4
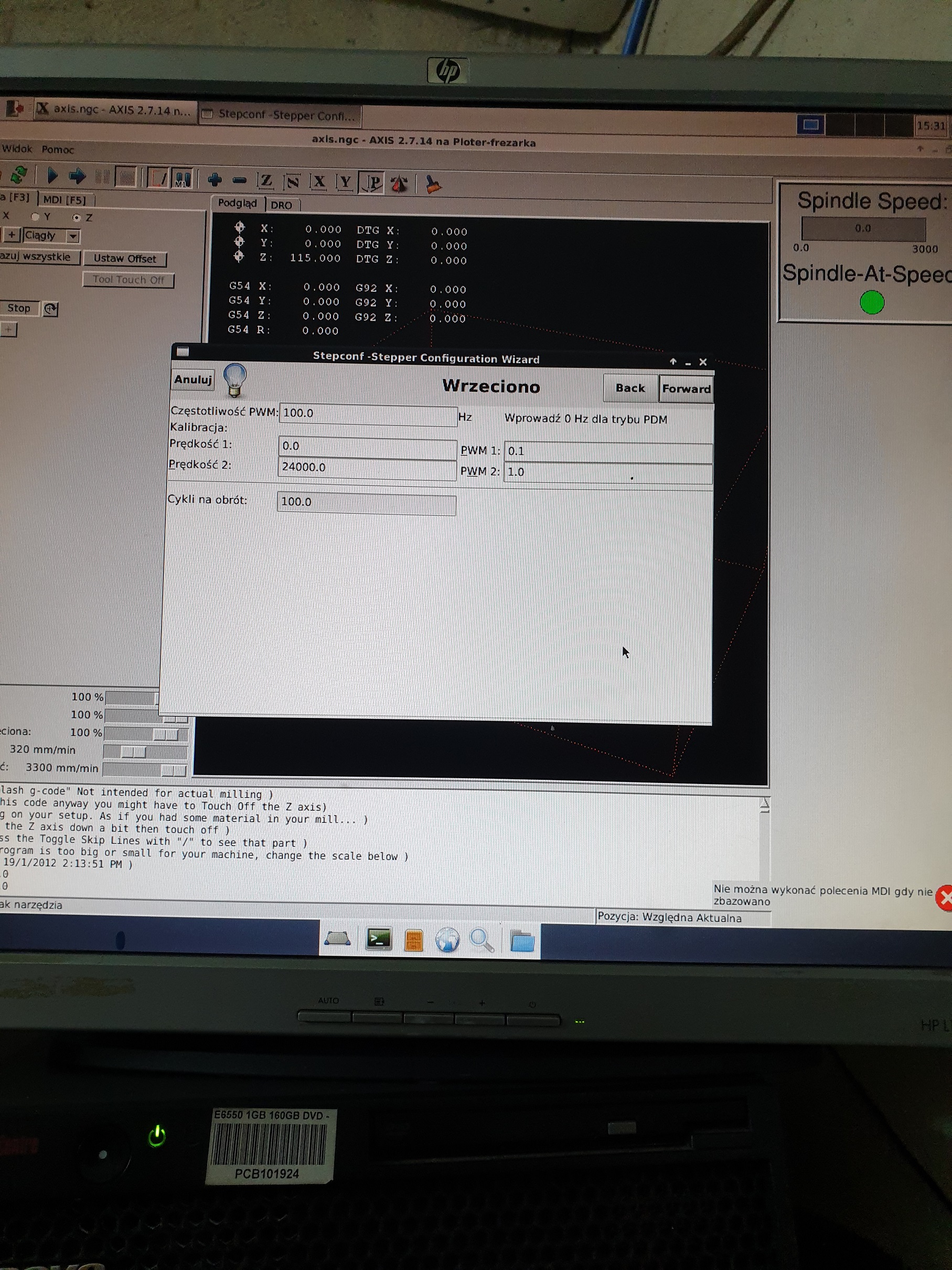
Dlaczego w linux, w oknie Spindle Speed mam max wartość od 0 do 3000


")