



Witam,
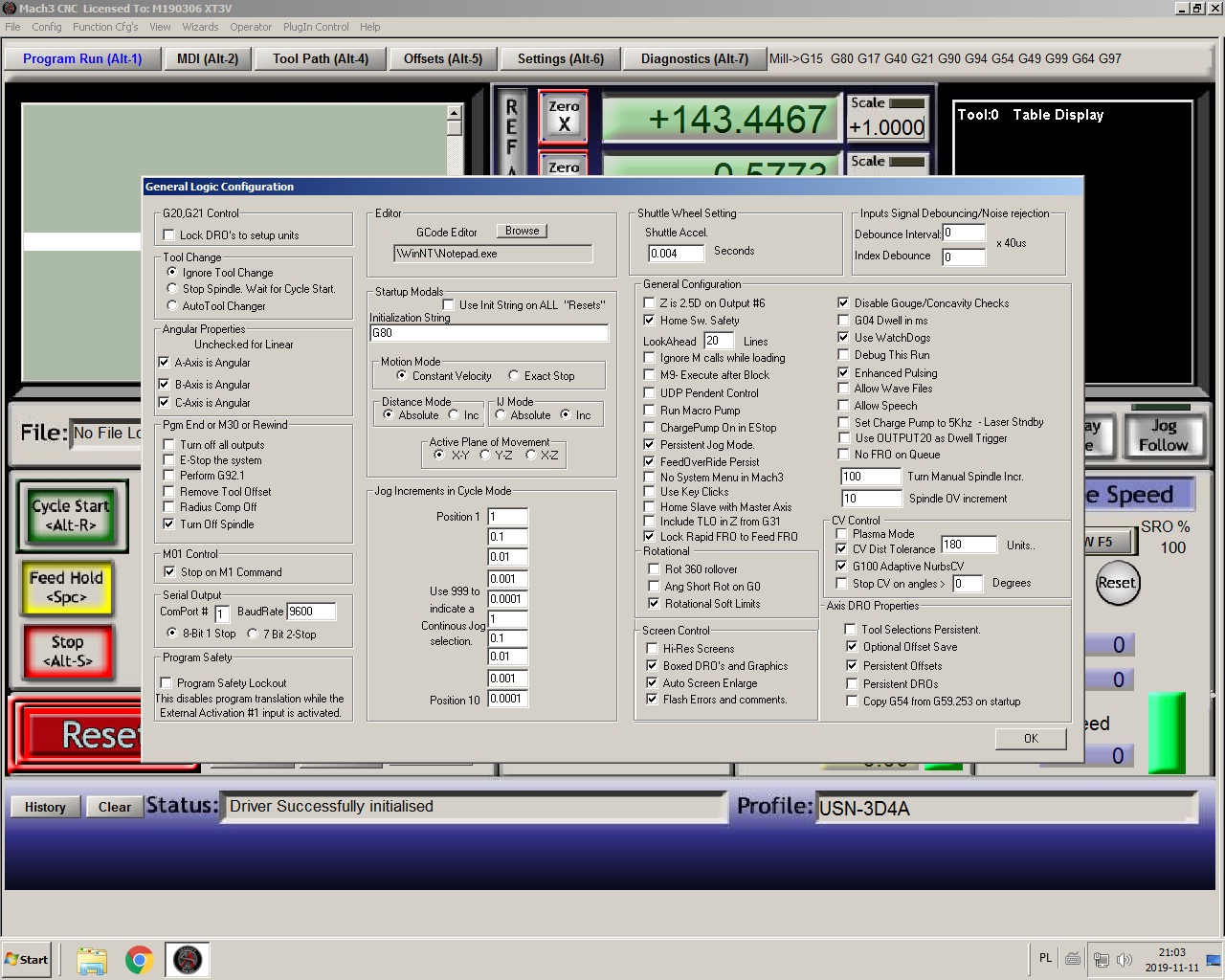
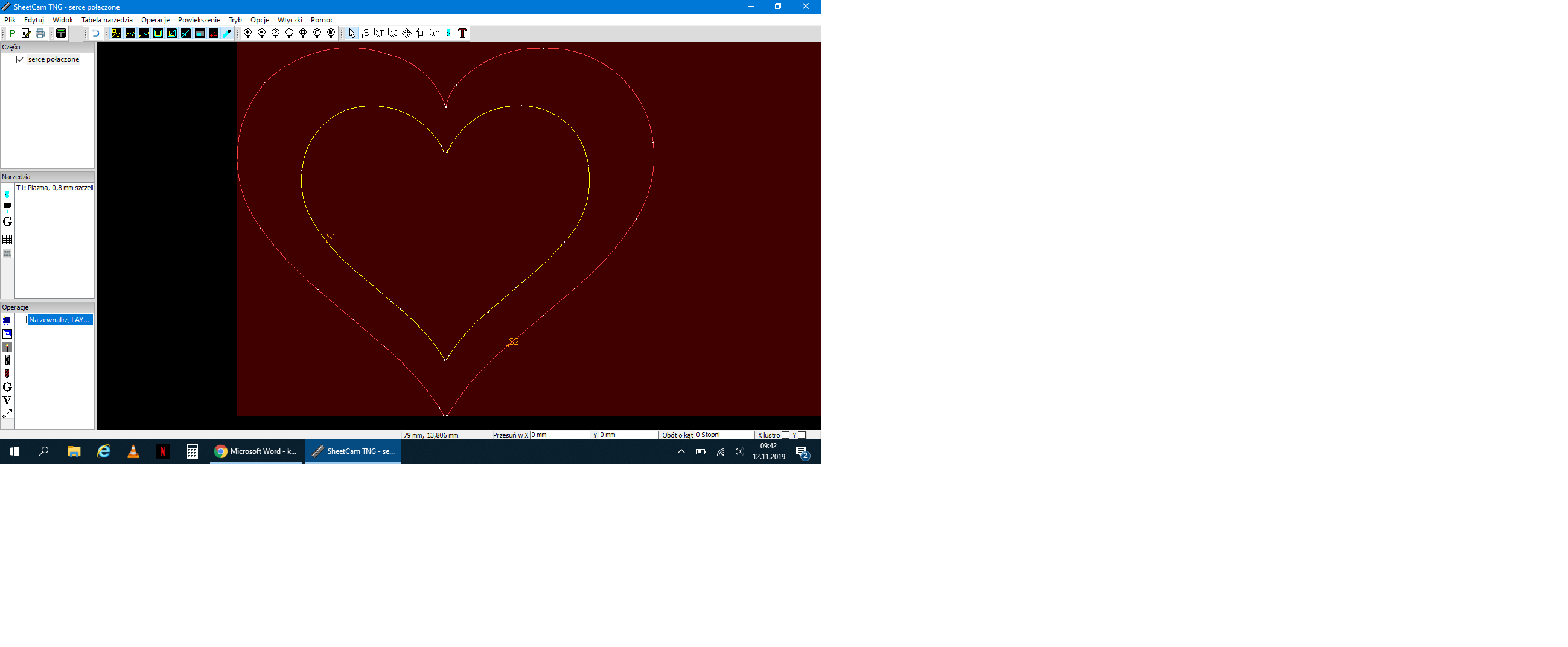
na wstępie proszę o wyrozumiałość, to mój pierwszy post tutaj po przeczytaniu i przekopaniu się przez wiele postów nie znalazłem rozwiązani swojego problemu. Mianowicie w zbudowanej przeze mnie wypalarce plazmowej zauważyłem brak płynności działania podczas wypalania elementów. Maszyna na każdym punkcie dxf na chwile przystaje co tworzy małe wcięcia które by nie powstawały przy płynnej pracy. Oprogramowanie jakiego używam to mach3 i sheetcam, postprocesor i makro do detekcji pływającą głowicą kolegi karpik74.
Przykład g-codu
N0010 (Filename: serce poprawione.tap)
N0020 (Post processor: AAAA.scpost)
N0030 (Date: 11.11.2019)
N0040 G21 (Units: Metric)
N0050 G53 G90 G40
N0060 F1
N0070 S500
N0080 (Part: Heart Decorative Frame Free DXF File)
N0090 M06 T1 (Plazma, 0,8 mm szczelina)
N0100 G00 X12.3308 Y33.7403 Z10.0000
N0110 M300
N0120 G00 Z1.0000
N0130 M03
N0140 G04 P0.05
N0150 G01 Z0.0000 F100
N0160 G02 X10.2153 Y37.7409 I0.9426 J3.0580 F4000.0
N0170 X14.9494 Y43.7924 I10.2885 J-3.1711
N0180 X29.2208 Y39.5628 I4.7453 J-10.1803
N0190 G01 X29.4715 Y39.0471 F4000
N0200 X29.7343 Y38.3824
N0210 G03 X29.7983 Y38.2742 I0.3720 J0.1470 F4000.0
N0220 G01 X29.8676 Y38.1905 F4000
N0230 G03 X29.9701 Y38.1026 I0.3080 J0.2553 F4000.0
N0240 G01 X30.0623 Y38.0474 F4000
N0250 G03 X30.1834 Y37.9996 I0.2055 J0.3432 F4000.0
N0260 G01 X30.2898 Y37.9766 F4000
N0270 G03 X30.4158 Y37.9698 I0.0844 J0.3910 F4000.0
N0280 G01 X30.5240 Y37.9811 F4000
N0290 G03 X30.6487 Y38.0151 I-0.0415 J0.3978 F4000.0
N0300 G01 X30.7484 Y38.0607 F4000
N0310 G03 X30.8577 Y38.1345 I-0.1662 J0.3638 F4000.0
N0320 G01 X30.9323 Y38.2053 F4000
N0330 G03 X31.0023 Y38.2938 I-0.2755 J0.2900 F4000.0
N0340 G01 X31.0427 Y38.3630 F4000
N0350 G03 X31.0731 Y38.4281 I-0.3456 J0.2015 F4000.0
N0360 G01 X31.1672 Y38.6874 F4000
N0370 G02 X41.3741 Y44.8732 I9.8722 J-4.7757 F4000.0
N0380 G01 X41.3874 Y44.8730 F4000
N0390 G02 X50.7500 Y36.7245 I0.0257 J-9.4234 F4000.0
N0400 G01 X50.7530 Y36.7059 F4000
N0410 G02 X47.5183 Y25.8272 I-12.2721 J-2.2712 F4000.0
N0420 G01 X47.5055 Y25.8131 F4000
N0430 G02 X41.5284 Y19.9977 I-36.8943 J31.9406 F4000.0
N0440 G01 X41.5182 Y19.9890 F4000
N0450 X34.1144 Y13.5012
N0460 X34.1041 Y13.4919
N0470 G03 X30.3953 Y8.7997 I13.9148 J-14.8107 F4000.0
N0480 G01 X30.3723 Y8.8409 F4000
N0490 G03 X23.2596 Y16.6228 I-26.0566 J-16.6746 F4000.0
N0500 G01 X20.7124 Y18.7711 F4000
N0510 X20.7033 Y18.7786
N0520 G02 X14.4641 Y24.4619 I38.8516 J48.9171 F4000.0
N0530 G01 X14.4499 Y24.4761 F4000
N0540 G02 X9.9008 Y32.7031 I10.5846 J11.2239 F4000.0
N0550 X10.2153 Y37.7409 I10.6030 J1.8667
N0560 X14.2159 Y39.8564 I3.0580 J-0.9426
N0570 M05
N0580 G00 Z10.0000
N0590 X15.5184 Y10.6549
N0600 M300
N0610 G00 Z1.0000
N0620 M03
N0630 G04 P0.05
N0640 G01 Z0.0000 F100
N0650 G02 X20.0346 Y10.9448 I2.4031 J-2.1131 F4000.0
N0660 X24.5130 Y6.7699 I-69.5949 J-79.1439
N0670 X29.8065 Y-0.0889 I-20.3628 J-21.1879
N0680 G03 X29.8989 Y-0.2005 I0.3492 J0.1950
N0690 G01 X29.9801 Y-0.2685 F4000
N0700 G03 X30.0987 Y-0.3372 I0.2569 J0.3066 F4000.0
N0710 G01 X30.1965 Y-0.3732 F4000
N0720 G03 X30.3266 Y-0.3978 I0.1383 J0.3753 F4000.0
N0730 G01 X30.4301 Y-0.3999 F4000
N0740 G03 X30.5608 Y-0.3808 I0.0082 J0.3999 F4000.0
N0750 G01 X30.6601 Y-0.3488 F4000
N0760 G03 X30.7700 Y-0.2935 I-0.1226 J0.3808 F4000.0
N0770 G01 X30.8389 Y-0.2443 F4000
N0780 G03 X30.9220 Y-0.1646 I-0.2325 J0.3255 F4000.0
N0790 G01 X30.9793 Y-0.0910 F4000
N0800 G03 X31.0081 Y-0.0488 I-0.3156 J0.2458 F4000.0
N0810 G02 X38.5898 Y8.9929 I31.1411 J-18.4133
N0820 G01 X40.0772 Y10.3259 F4000
N0830 X42.2232 Y12.1750
N0840 X45.6700 Y15.0709
N0850 G03 X53.4743 Y22.1346 I-59.3476 J73.4121 F4000.0
N0860 X60.3927 Y32.7273 I-18.2983 J19.5069
N0870 X50.9711 Y52.9424 I-15.2319 J5.2040
N0880 X32.8226 Y49.9189 I-6.4230 J-17.4258
N0890 G01 X32.8103 Y49.9084 F4000
N0900 G03 X30.3576 Y46.3221 I5.8819 J-6.6544 F4000.0
N0910 X23.3686 Y52.7318 I-10.4915 J-4.4247
N0920 X4.3210 Y49.4999 I-6.9531 J-16.7671
N0930 G01 X4.2967 Y49.4764 F4000
N0940 G03 X2.9296 Y27.4993 I12.4957 J-11.8084 F4000.0
N0950 X12.5729 Y17.2329 I42.3223 J30.0914
N0960 G01 X16.2764 Y14.0977 F4000
N0970 X16.2850 Y14.0907
N0980 G02 X20.0346 Y10.9448 I-65.8453 J-82.2897 F4000.0
N0990 X20.3245 Y6.4286 I-2.1131 J-2.4031
N1000 M05
N1010 G00 Z10.0000
N1020 M05 M30
znalazłem podobny problem w jednym z postów ale ostatecznie nie został ona tam rozwiązany
ciecie-przerwy-miedzy-lukami-a-liniami- ... 86142.html
Pozdrawiam i z góry dziękuję za odpowiedź.
plazma cnc brak płynności i zatrzymania na punktach dxf
plazma cnc brak płynności i zatrzymania na punktach dxf


-
dudziak4
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 717
- Rejestracja: 06 wrz 2007, 13:30
- Lokalizacja: Bielawa
Re: plazma cnc brak płynności i zatrzymania na punktach dxf
Zmień LookAhead na 1000 i zobacz czy pomogło.
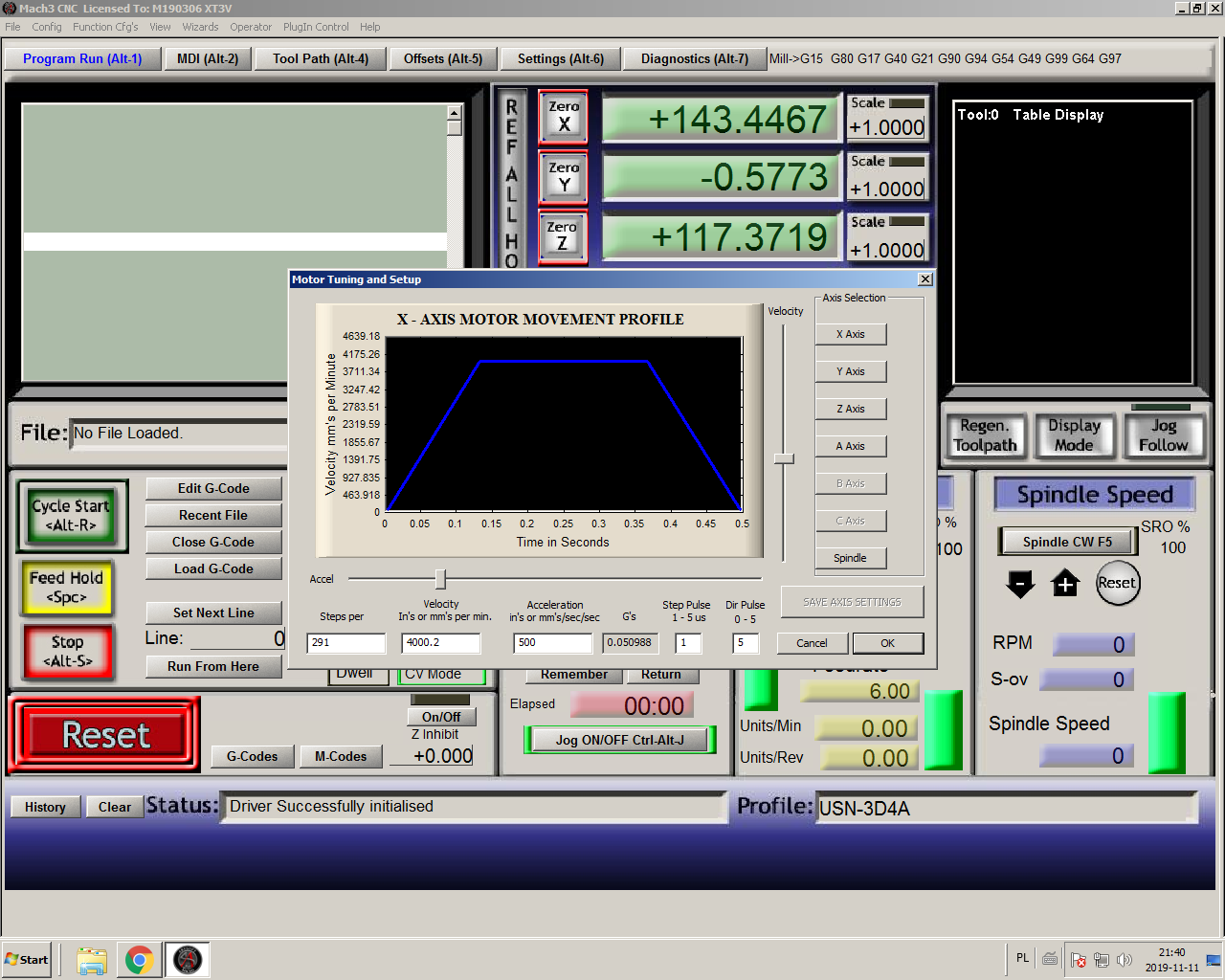
Co do zatrzymywania maszyny w określonych punktach mają kroki silnika albo przełożenie kolego ?"tuning engines" przeliczałeś kroki silnika ? jakie masz przełożenia?
-
pakiet337
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 4
- Rejestracja: 19 maja 2016, 11:12
- Lokalizacja: Lublin
Re: plazma cnc brak płynności i zatrzymania na punktach dxf
Napęd x i y z bezpośrednim przełożeniem na listwy zębate M2 kołem zębatym M2 Z14, sterownik SSK B03, mikrokrok 25600/obrót więc wychodzi 291/mm
Dodane 4 minuty 40 sekundy:
Dodane 4 minuty 40 sekundy:
Niestety bez zmian
-
 robal43
robal43
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 840
- Rejestracja: 05 cze 2007, 11:49
- Lokalizacja: Rzeszów
- Kontakt:
Re: plazma cnc brak płynności i zatrzymania na punktach dxf
Kolego podeślij mi ten plik w formacie DXF po porostu może program stworzony jest z odcinków brak stycznych
[email protected]
[email protected]
Plotery plazmowe..
---CR Electronic
---Tormec (burny2.5)
---Stigal Dynamic
--- ajan plazma
Programy CAD/CAM :
-Lantek Expert
-Plazma 2 Vers. 2.40
-Wrykrys
---CR Electronic
---Tormec (burny2.5)
---Stigal Dynamic
--- ajan plazma
Programy CAD/CAM :
-Lantek Expert
-Plazma 2 Vers. 2.40
-Wrykrys
-
pakiet337
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 19 maja 2016, 11:12
- Lokalizacja: Lublin
Re: plazma cnc brak płynności i zatrzymania na punktach dxf
Zauważyłem że mach3 nie prowadzi palnika płynnie tylko przystaje na chwilę w punktach widocznych w sheetcamie, nawet w miejscu rozpoczęcia łuku kończącego palenie detalu.

Za okazaną pomoc i rady z góry dziękuję
Za okazaną pomoc i rady z góry dziękuję
")






