Dziękuję za poświęcony czas!
Obsługa, Programowanie i Budowa Maszyn Numerycznych








")
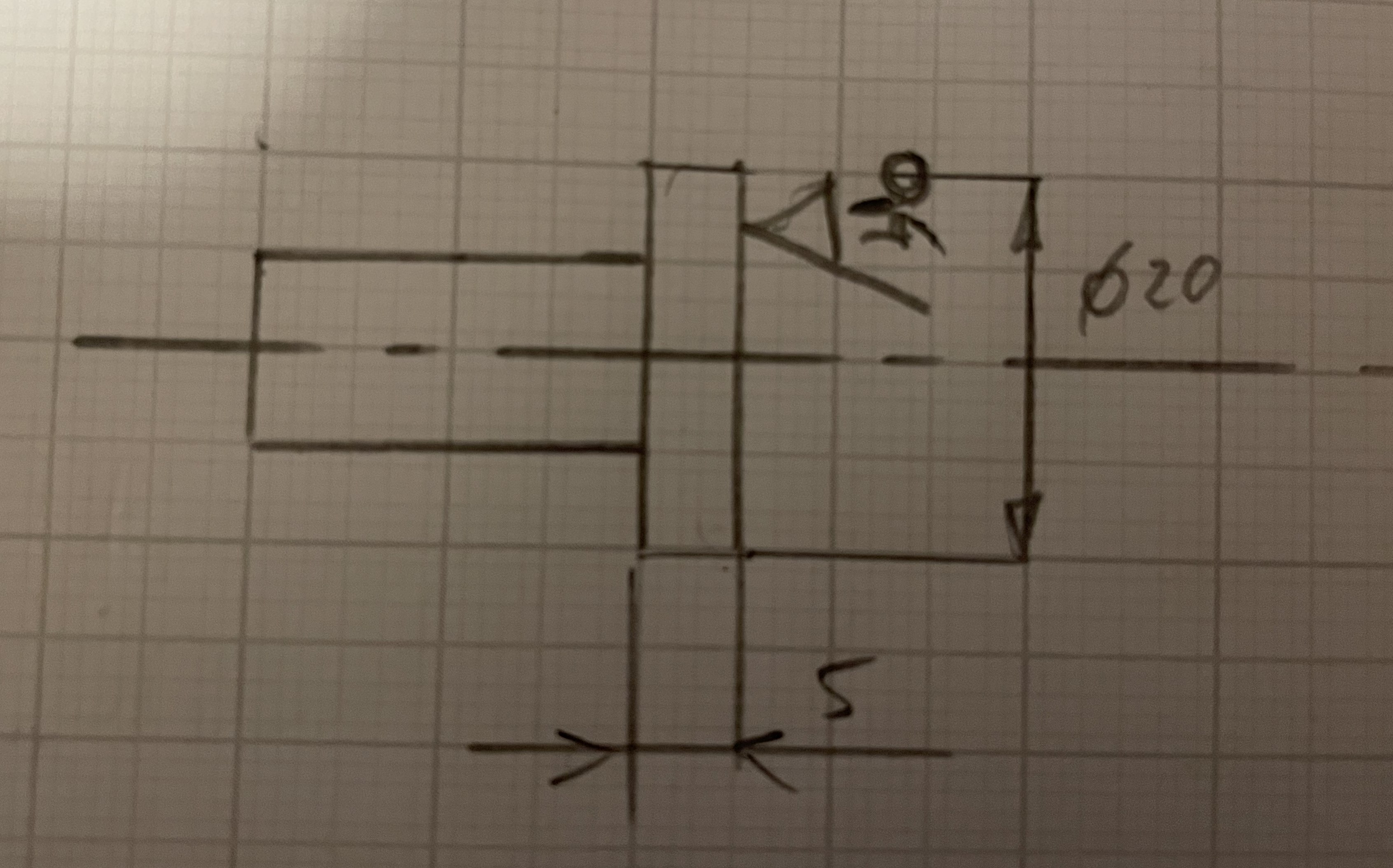
mechanix pisze:czy można uzyskać chropowatość rzędu Ra 0,4 na całej powierzchni czołowej, tak jak na tym szkicu, również blisko osi obrotu? Wydaje mi się, że ze względu na małą prędkość obwodową jest to niewykonalne, ale prosiłbym op opinie bardziej doświadczonych ludzi.
Ok, a przy zmiennych obrotach? Czy to w ogole wykonalne?RomanJ4 pisze: ↑14 paź 2024, 22:46mechanix pisze:czy można uzyskać chropowatość rzędu Ra 0,4 na całej powierzchni czołowej, tak jak na tym szkicu, również blisko osi obrotu? Wydaje mi się, że ze względu na małą prędkość obwodową jest to niewykonalne, ale prosiłbym op opinie bardziej doświadczonych ludzi.
przy stałych obrotach mało wykonalne, musiałyby się odwrotnie proporcjonalnie do średnicy zwiększać by utrzymać Vc

A kto obrabia powierzchnię czołową na stałych obrotach ?RomanJ4 pisze: ↑14 paź 2024, 22:46mechanix pisze:czy można uzyskać chropowatość rzędu Ra 0,4 na całej powierzchni czołowej, tak jak na tym szkicu, również blisko osi obrotu? Wydaje mi się, że ze względu na małą prędkość obwodową jest to niewykonalne, ale prosiłbym op opinie bardziej doświadczonych ludzi.
przy stałych obrotach mało wykonalne, musiałyby się odwrotnie proporcjonalnie do średnicy zwiększać by utrzymać Vc
Mariusz, czyli uwazasz to za wykonalne?WZÓR pisze: ↑15 paź 2024, 07:29A kto obrabia powierzchnię czołową na stałych obrotach ?RomanJ4 pisze: ↑14 paź 2024, 22:46mechanix pisze:czy można uzyskać chropowatość rzędu Ra 0,4 na całej powierzchni czołowej, tak jak na tym szkicu, również blisko osi obrotu? Wydaje mi się, że ze względu na małą prędkość obwodową jest to niewykonalne, ale prosiłbym op opinie bardziej doświadczonych ludzi.
przy stałych obrotach mało wykonalne, musiałyby się odwrotnie proporcjonalnie do średnicy zwiększać by utrzymać Vc
Mariusz.
..... , przy zastosowaniu odpowiedniego narzędzia i obrotów myślę , że tak ( obróbka superfinish).
mechanix pisze:Mariusz, czyli uwazasz to za wykonalne?
DZiekuje za wszystkie odpowiedzi, to bardzo ciekawe punkty widzenia. Chodzi mi jednak o samo toczenie, nawet na obrabiarce CNC.RomanJ4 pisze: ↑15 paź 2024, 12:45mechanix pisze:Mariusz, czyli uwazasz to za wykonalne?
W pojedynczych przypadkach, nawet na konwencjonalnej tokarce, mało chropowatą powierzchnię można uzyskać przez dogniatanie kulką, kierunek osiowy czy promieniowy nie ma znaczenia,
Ale, choć prosty zabieg wykonywany na tokarce, to de facto nie skrawanie...
Brzmi logicznie, ale mi chodzi o wykonalnosc takiego przedmiotu. Punkt z osi obrotu bedzie sie odroznial, racja, zalozmy ze ten punkcic moge usunac albo nie zwracam na niego uwagi. Zaraz obok osi obrotu, dajmy 0,5-1mm, nie bede potrzebowal nieskonczonej predkosci. Uda sie to zrobic toczeniem, czy nie?






