



Oprawa narzynki - stożek morse


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
to co radzi kolega MIKI, ale do małych gwintowników uchwyt wiertarski też wystarczy Najlepiej precyzyjny samozaciskowy.
I jeszcze jedna ważna rzecz przy mocowaniu w uchwycie wiertarskim czy innym.
Poza wprowadzeniem w materiał, konik nie może być zaciśnięty na łożu (jak również tuleja w koniku) bo wszelka nieosiowość zamocowania, czy to w uchwycie czy nieosiowość samego konika, może doprowadzić do jego złamania w czasie gwintowania. Albo zerwania gwintu. Zwłaszcza najmniejszymi średnicami. Dlatego powinien być "luźny".
Mimo zwolnienia zacisków, problemem może być też jego duża masa w normalnych tokarkach, powodująca, że konik nie będzie "pływał" za cienkim gwintownikiem.
Dlatego w "przemyśle" do tego celu, jak również rozwiercania, używa się tzw oprawek pływających, w których mocowanie narzędzia jest niezależne od chwytu, i samo "centruje" się do osi otworu w materiale. Nie są niestety tanie.

http://www.ebmia.pl/oprawka-plywajaca-er32-p-40288.html
Do gwintowania używa się też oprawek kompensacyjnych, ale one bardziej kompensują ruch wzdłużny narzędzia niż poprzeczny, zapobiegając zerwaniu gwintu


I jeszcze jedna ważna rzecz przy mocowaniu w uchwycie wiertarskim czy innym.
Poza wprowadzeniem w materiał, konik nie może być zaciśnięty na łożu (jak również tuleja w koniku) bo wszelka nieosiowość zamocowania, czy to w uchwycie czy nieosiowość samego konika, może doprowadzić do jego złamania w czasie gwintowania. Albo zerwania gwintu. Zwłaszcza najmniejszymi średnicami. Dlatego powinien być "luźny".
Mimo zwolnienia zacisków, problemem może być też jego duża masa w normalnych tokarkach, powodująca, że konik nie będzie "pływał" za cienkim gwintownikiem.
Dlatego w "przemyśle" do tego celu, jak również rozwiercania, używa się tzw oprawek pływających, w których mocowanie narzędzia jest niezależne od chwytu, i samo "centruje" się do osi otworu w materiale. Nie są niestety tanie.
http://www.ebmia.pl/oprawka-plywajaca-er32-p-40288.html
Do gwintowania używa się też oprawek kompensacyjnych, ale one bardziej kompensują ruch wzdłużny narzędzia niż poprzeczny, zapobiegając zerwaniu gwintu
Ostatnio zmieniony 13 lut 2013, 11:46 przez RomanJ4, łącznie zmieniany 2 razy.
pozdrawiam,
Roman
Roman
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
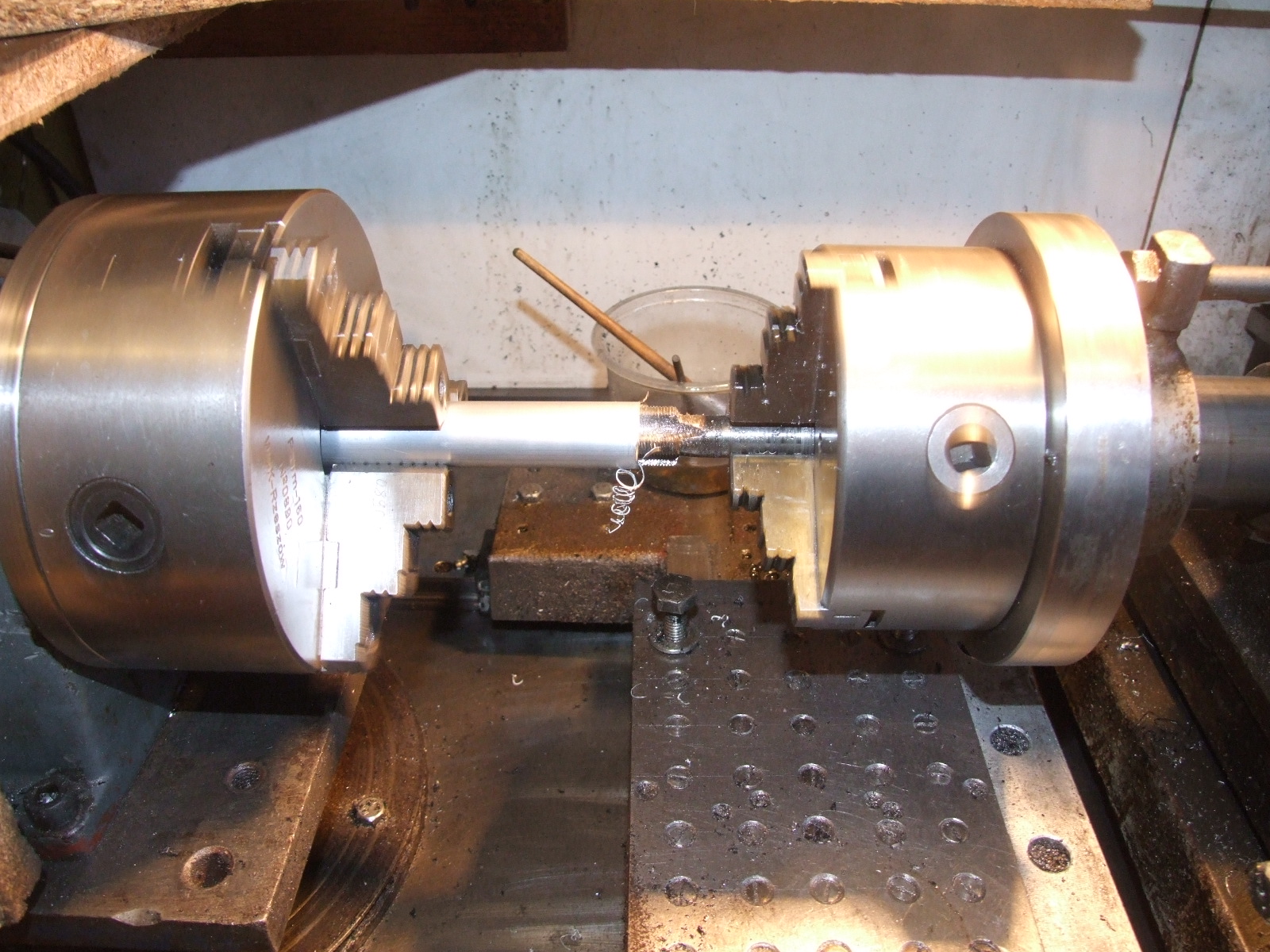
Akurat gwintuję od środka rurki aluminiowe fi 22 o ściance 1,5 mm gwintownikiem M20x1 wkręconym w uchwyt tokarski osadzony na pinoli konika.
Warto pamiętać, że rurkę zaciskamy w uchwycie po wypełnieniu jej odpowiednio dotoczonym bolcem, inaczej będzie się w uchwycie ślizgać, i spieprzy się jej powierzchnia.
Na pierwszym zdjęciu widać na gwintowniku ślady poślizgu w uchwycie - celowo zaciskam nieco słabiej gwintownik, niż rurkę. W momencie zakleszczenia coś musi puścić, i lepiej, żeby puszczało tam, gdzie szkody nie narobi.

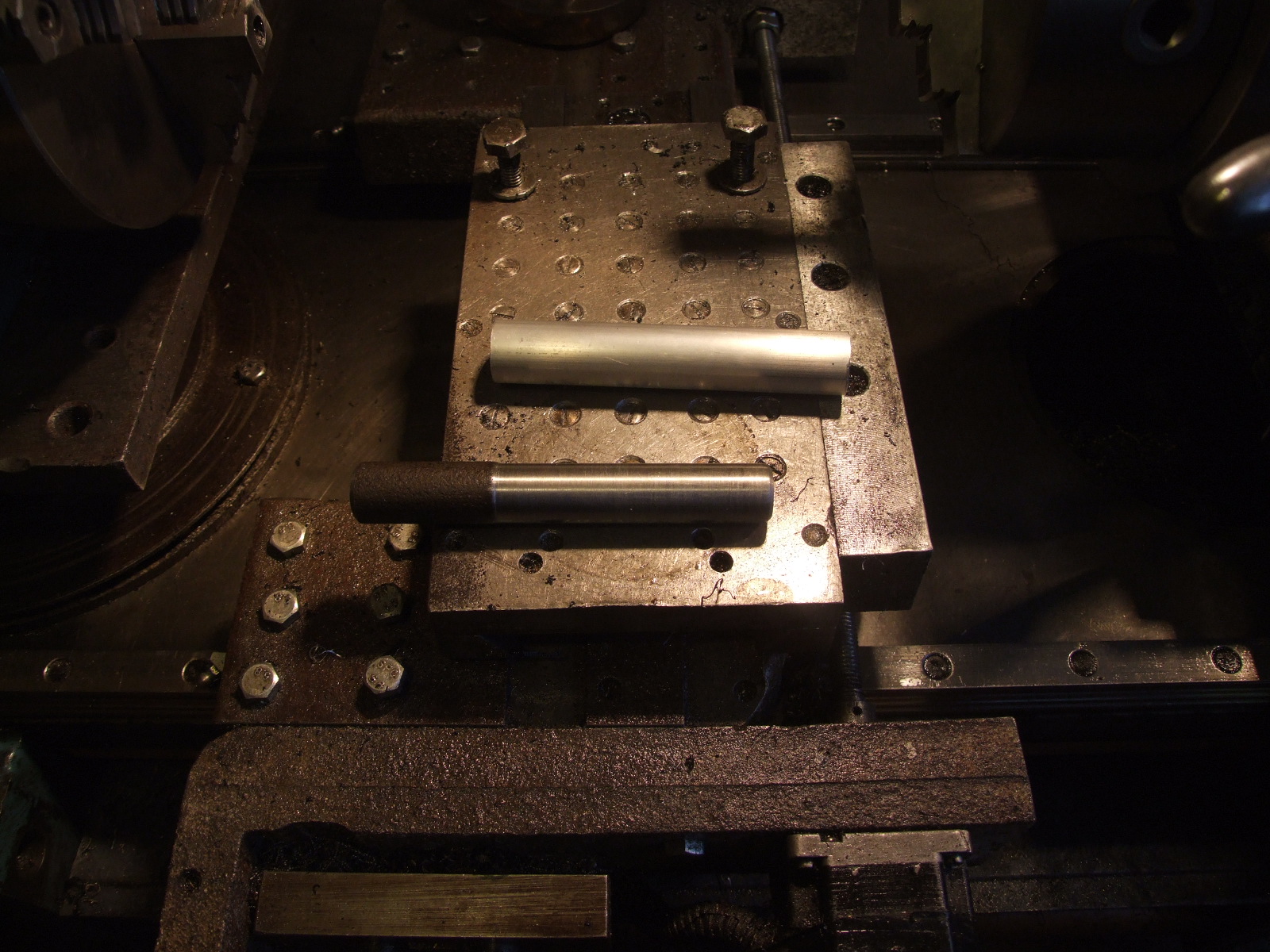
Niżej rurka, którą obróciło w uchwycie, bo za mocno dokręciłem gwintownik.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
A nie warto, oprócz bolca aby się nie zjajcowała, zastosować zaciskanie szczęk nie bezpośrednio na obrabianym materiale, ale pośrednio przez założoną przeciętą odpowiedniej średnicy rurkę stalową, miedzianą czy z innego materiału?
Nie będzie śladów szczęk i chwyt pewniejszy.

Ja takie rurki, najczęściej miedziane, stosuję przy łapaniu w szczęki śruby za gwint. Mogę mocniej zacisnąć bez obawy o zagniecenia.
Nie będzie śladów szczęk i chwyt pewniejszy.
Ja takie rurki, najczęściej miedziane, stosuję przy łapaniu w szczęki śruby za gwint. Mogę mocniej zacisnąć bez obawy o zagniecenia.
pozdrawiam,
Roman
Roman
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Oczywiście, że warto, ino te rurki i tak muszę polerować, ta wyżej na zdjęciu jest już gotowa. Na tej niższej widać po drugiej stronie ślady po zaciśniętych szczękach, ale są pomijalne. Znikają niemal natychmiast przy polerowaniu.
Jak robię kartusze z rury już poczernionej, albo zaciskam gotowy detal, często owijam po prostu kartką papieru. Też działa.
Jak robię kartusze z rury już poczernionej, albo zaciskam gotowy detal, często owijam po prostu kartką papieru. Też działa.
-
Brudny_harry
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 11 mar 2009, 22:43
- Lokalizacja: Oświęcim
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Wzornik albo wzorzec, bo różnie to handlowcy nazywają
 trójkątne, albo metryczny 60°, albo calowy (Whitwortha) 55° http://narzedziak.pl/pl/limit-wzorzec-d ... 51108.html
trójkątne, albo metryczny 60°, albo calowy (Whitwortha) 55° http://narzedziak.pl/pl/limit-wzorzec-d ... 51108.html
 uniwersalne: trapezowe, prostokątne, trójkątne metryczne i calowe http://www.tazmaniac.pl/index.php?p3850 ... 8f7d60e6c3
uniwersalne: trapezowe, prostokątne, trójkątne metryczne i calowe http://www.tazmaniac.pl/index.php?p3850 ... 8f7d60e6c3
trójkątne, albo metryczny 60°, albo calowy (Whitwortha) 55° http://narzedziak.pl/pl/limit-wzorzec-d ... 51108.html uniwersalne: trapezowe, prostokątne, trójkątne metryczne i calowe http://www.tazmaniac.pl/index.php?p3850 ... 8f7d60e6c3pozdrawiam,
Roman
Roman
-
Brudny_harry
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 11 mar 2009, 22:43
- Lokalizacja: Oświęcim
chcę kupić tą tulejke redukcyjną na lufke, tylko za bardzo nie wiem jaki mam stozek morse wg mnie mk3, mierzyłem srednice stożka na kle obrotowym i wychodzi mi +/- 20-24mm długośc ok 86mm na allegro znalazłem aukcje na ktorej są wymiary stożków morse tylko przy mk3 jest dlugość 106mm mimo wszystko mam mk3?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
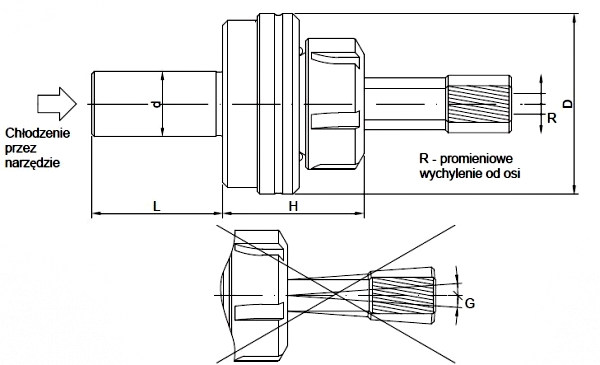
Na to wygląda. A długość gniazda jakie jest w maszynie czasem zależy od tego "jak im wyjdzie"
Ale najszybciej można określić po średnicy zaznaczonej czerwonymi kreskami (zazwyczaj dotąd wchodzi chwyt Morse'a w gniazdo konika, wrzeciona, itd), bo różnice w Φ są między poszczególnymi stopniami na tyle duże, że nawet nie dość dokładny pomiar jest jednoznaczny.
Tu kolego znajdziesz wymiary (jak w wiertlach z płetwą)
http://pl.wikipedia.org/wiki/Sto%C5%BCek_Morse%27a
A ty do porównania inne typy Morse'a do porównań (najlepiej powiększyć przed wydrukowaniem, bo nie za czytelny, jak znajdę lepszą wersję- podeślę)
https://www.cnc.info.pl/download.htm?id=10141
P.S. Tu ładna lufka.. dwustronna


 http://littlemachineshop.com/products/p ... =ProjInMtl
http://littlemachineshop.com/products/p ... =ProjInMtl
A jakby już samemu trzeba było stożek Morse'a wytoczyć - poradnik:
http://bbs.homeshopmachinist.net/thread ... e-Easy-Way!
Ale najszybciej można określić po średnicy zaznaczonej czerwonymi kreskami (zazwyczaj dotąd wchodzi chwyt Morse'a w gniazdo konika, wrzeciona, itd), bo różnice w Φ są między poszczególnymi stopniami na tyle duże, że nawet nie dość dokładny pomiar jest jednoznaczny.
Tu kolego znajdziesz wymiary (jak w wiertlach z płetwą)
http://pl.wikipedia.org/wiki/Sto%C5%BCek_Morse%27a
A ty do porównania inne typy Morse'a do porównań (najlepiej powiększyć przed wydrukowaniem, bo nie za czytelny, jak znajdę lepszą wersję- podeślę)
https://www.cnc.info.pl/download.htm?id=10141
P.S. Tu ładna lufka.. dwustronna
http://littlemachineshop.com/products/p ... =ProjInMtlA jakby już samemu trzeba było stożek Morse'a wytoczyć - poradnik:
http://bbs.homeshopmachinist.net/thread ... e-Easy-Way!
pozdrawiam,
Roman
Roman
-
Brudny_harry
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 14
- Rejestracja: 11 mar 2009, 22:43
- Lokalizacja: Oświęcim
mam jeszcze jedno pytanie  na uchwycie są 3 gniazda na klucz, przy jednym jest wybite "0" i ktore gniazdo najlepiej centruje? To przy zerze czy na przeciw? Nauczyciel w szkole nam wpajał że jest jedno które najlepiej centruje i właśnie nie pamiętam które... Sorry za takie pytania ale przy tokarce w swoim życiu spędziłem pare godzin i to jeszcze pare lat temu i parę rzeczy sie zapomniało
na uchwycie są 3 gniazda na klucz, przy jednym jest wybite "0" i ktore gniazdo najlepiej centruje? To przy zerze czy na przeciw? Nauczyciel w szkole nam wpajał że jest jedno które najlepiej centruje i właśnie nie pamiętam które... Sorry za takie pytania ale przy tokarce w swoim życiu spędziłem pare godzin i to jeszcze pare lat temu i parę rzeczy sie zapomniało 






