")
Tylko jakoś trzeba napisać historię od początku więc:
Pierwszą maszynę zacząłem budować kilka lat temu (Joe's 2006R2 MDF) jednak po złożeniu wszystkiego do kupy i sprawdzeniu sztywności projekt zarzuciłem z powodu jej braku
Drugą maszynę planowałem już stalową (lub żeliwną). Po milionie telefonów i maili w sprawie używek postanowiłem budować sam lub przerabiać konwencjonala...
Tutaj należą się podziękowania dla kolegi ATLC za milion minut rozmów telefonicznych i konsultacji mailowych
Oraz podziękowania dla kolegi GRZESIA RUPIŃSKIEGO za tysiące minut rozmów telefonicznych i konsultacji mailowych w sprawie korpusu maszyny
Oraz podziękowania dla kolegi YAREC za tysiące postów / maili / PW w sprawach technicznych planowanej budowy grzmota
Oraz na finał podziękowania dla kolegi, którego nick pozostanie tajemnicą (chyba, że wyrazi chęć ujawnienia), który w trakcie tego całego zamieszania zadzwonił do mnie i zaoferował mi Onreda
Po kilku tygodniach przymusowego obgryzania tynku ze ściany i zapijania kranówką budżet został dopięty i historia zaczęła nabierać tempa.
I tak oto 27.06 bieżącego roku wypożyczoną lawetą (nie miałem lepszego pomysłu) pojawiłem się na Śląsku po maszynę. Dzięki uprzejmości poprzedniego właściciela otrzymałem pomoc pracowników przy operacji rozbrajania / załadunku i po mniej więcej połowie dnia byłem gotowy do powrotu.




Tutaj należą się kolejne podziękowania koledze GASPAR (nota bene budowniczemu mojej maszyny) za setki minut rozmów telefonicznych oraz garść maili w sprawach technicznych dotyczących zarówno maszyny jak i sposobu transportu itd...
Tego samego dnia zaraz przed północą maszyna wylądowała bezpiecznie w Lublinie. Pomijając drobne komplikacje po drodze spowodowane moją głupotą
Następnego dnia maszyna z racji braku możliwości wprowadzenia do nowego domu przez za wąskie drzwi przeszła kurację upiększającą na hali spawalniczej (czytaj rozbieramy i czyścimy)... Tutaj Gaspar miał rację - czyszczenia było sporo


I finalnie ze dwa dni później (po konsultacji z Gasparem żeby nie rozpinać serw Yka) po wywaleniu niewielkiej dziury w ceglanej ścianie i wycięciu ościeżnicy maszyna zawitała w nowym domu



I tak oto zaczęła się moja przygoda z CNC
Maszyna zrobiła już sporo rzeczy (na razie głównie dla siebie) oraz między innymi:
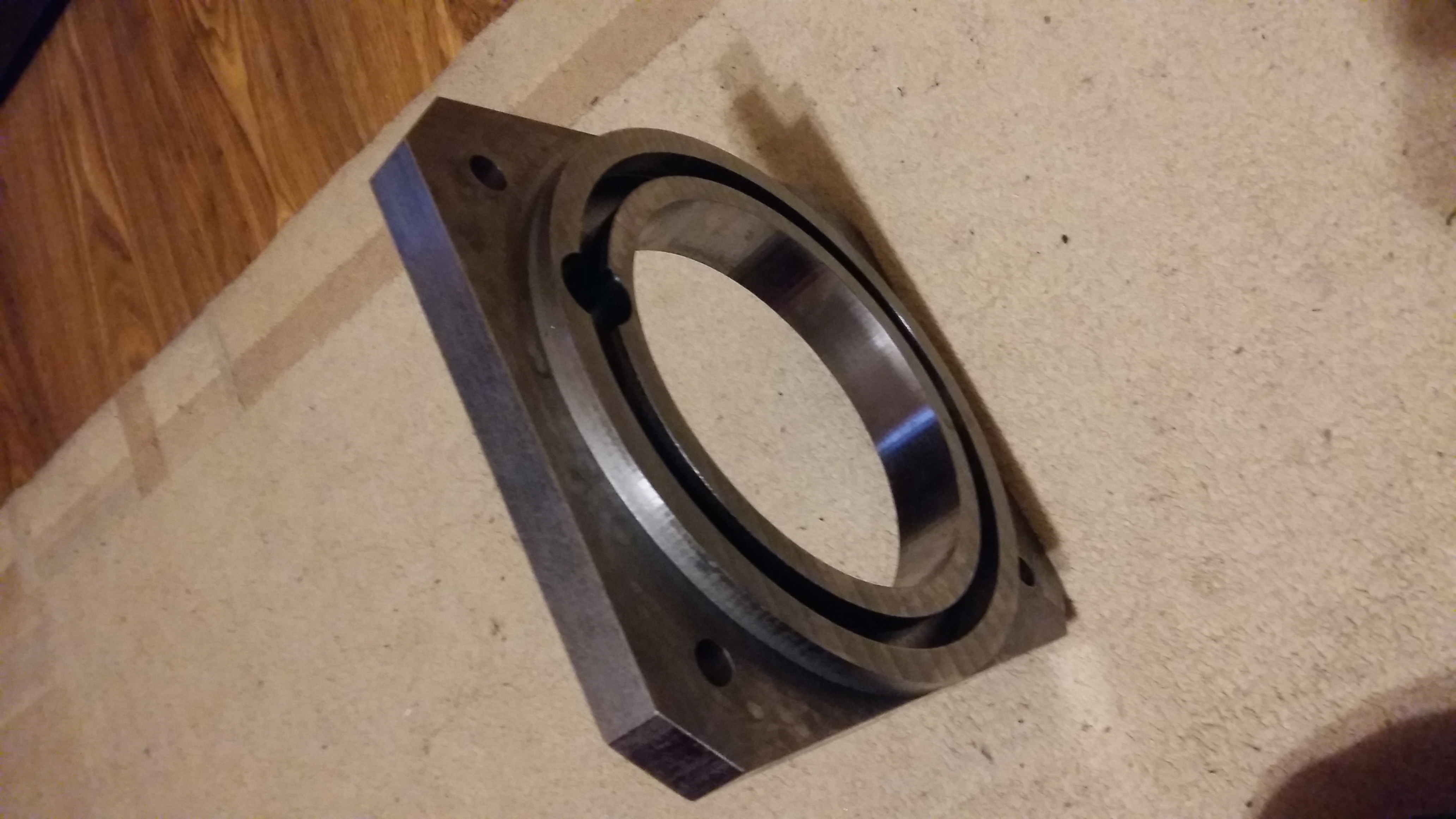
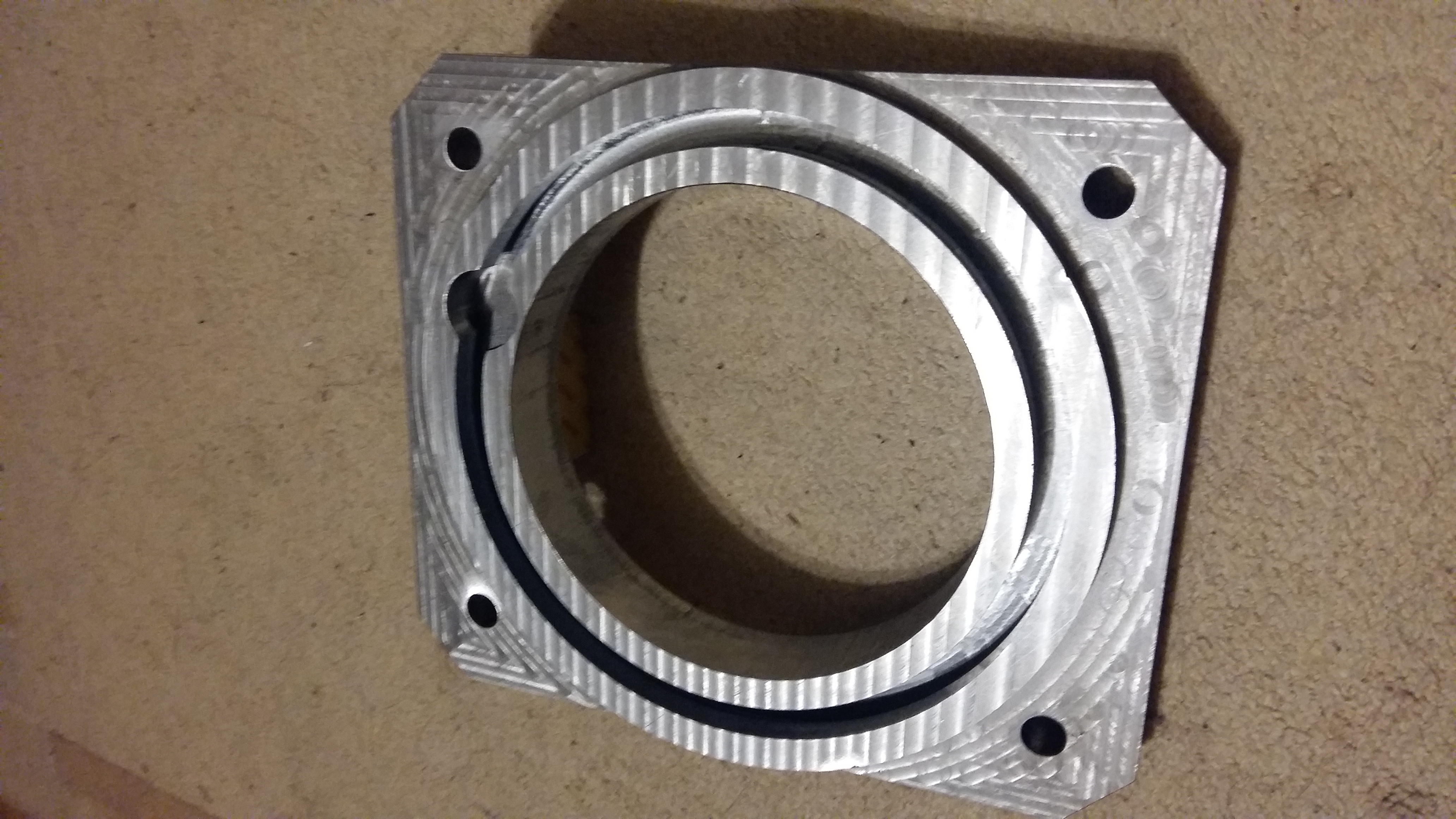
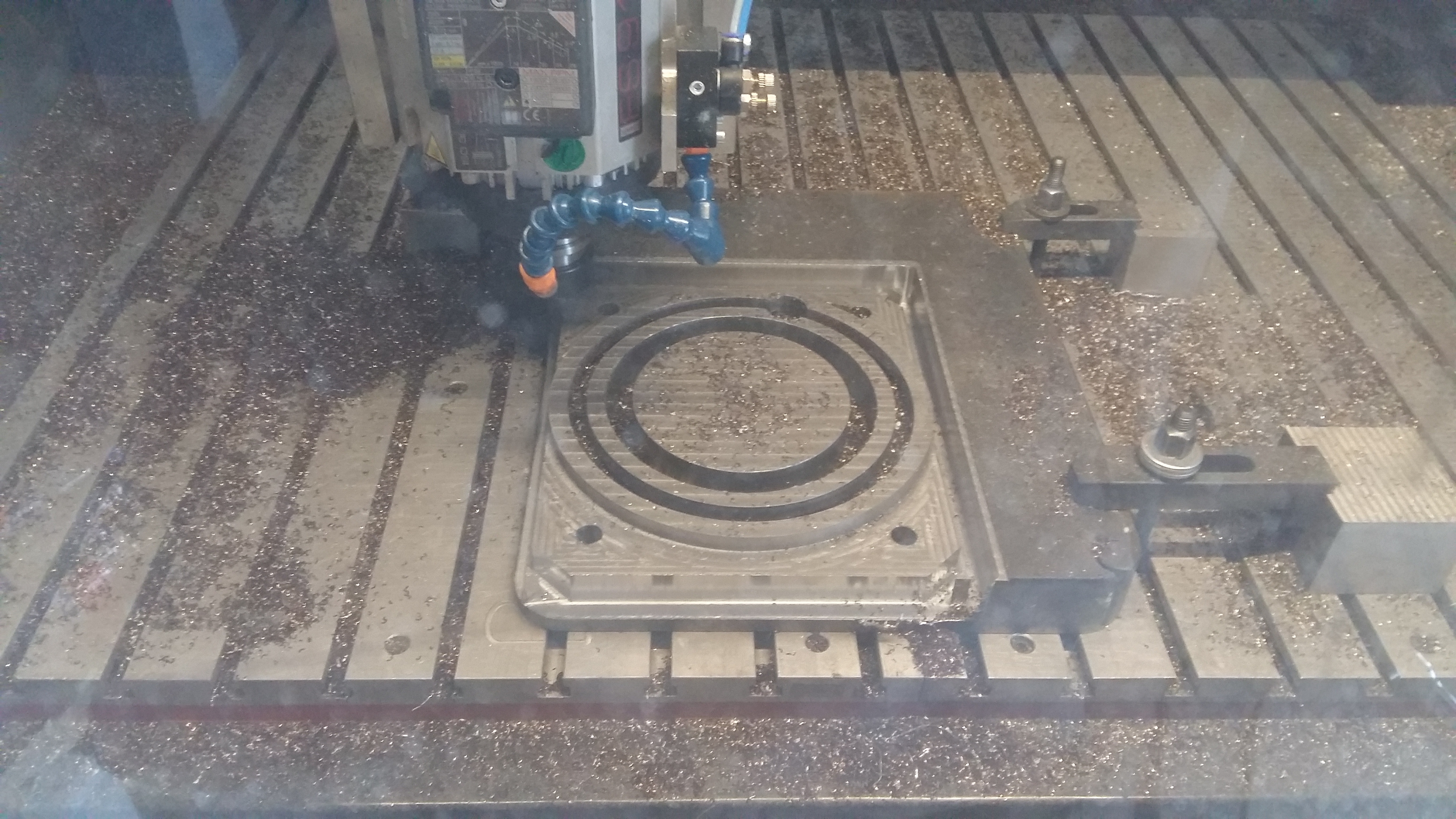
Płytę czołową frezarki FP800 - stal 355
Palce uchwytu hartowniczego - AISI304


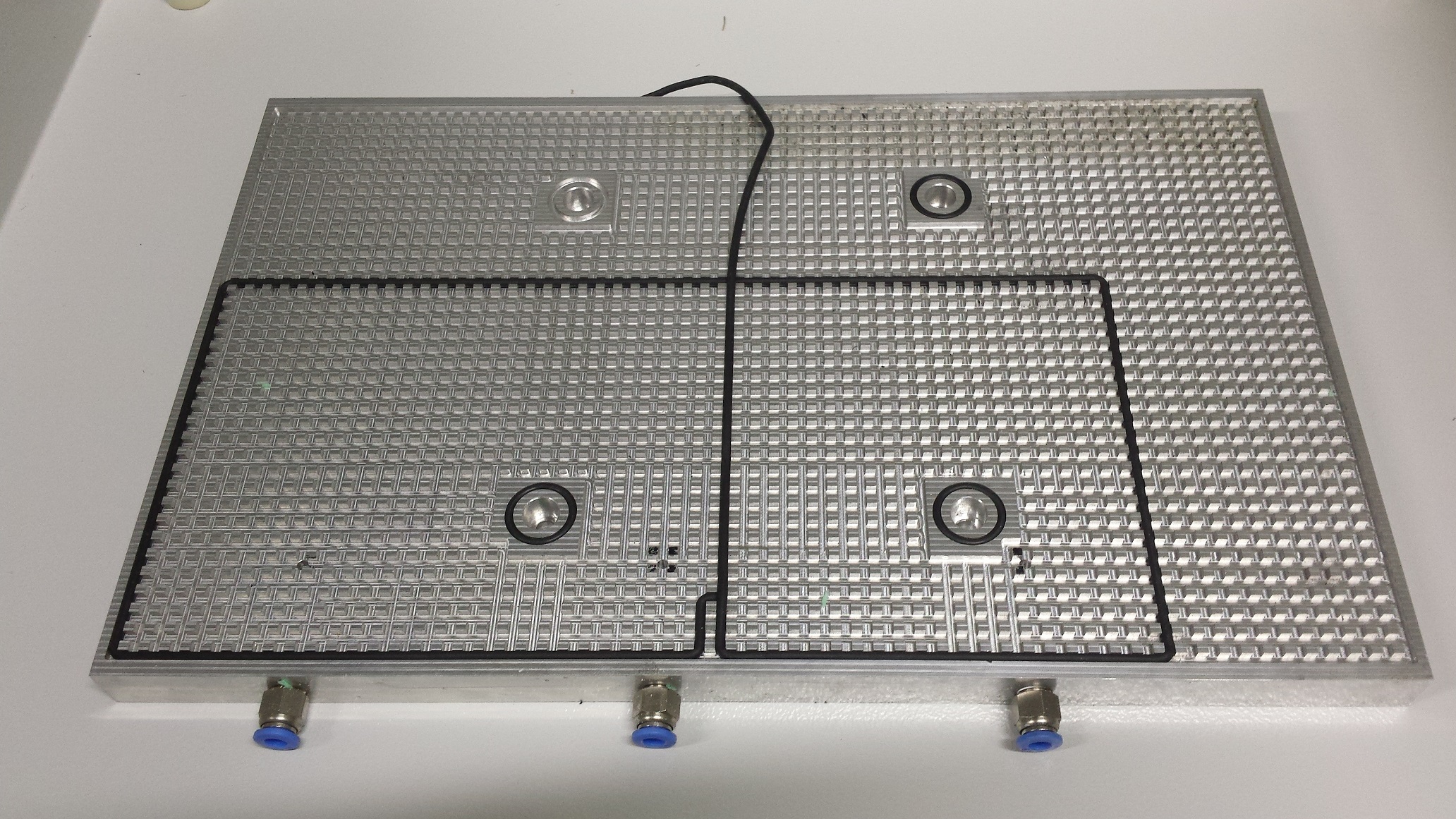
Pady podciśnieniowe 100x100 - PA7



Flycutter - bliżej nieznany gatunek stali ale mocno twarda


No i na koniec żeby nie było za cukierkowo maszyna oraz operator debil (czyli ja) mają też swoje problemy ale o tym już w drugim odcinku



")
")