Wiem, że temat wałkowany wiele razy., ale nie mogę znaleźć jednoznacznej odpowiedzi.
Przeglądam katalogi różnych producentów i tam parametry są podane bardzo różnie. Wg. czego najlepiej się kierować? Jakaś bardziej uniwersalna metoda doboru niż tonięcie w katalogach?
Obliczanie parametrów


-
Pneumokok
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 989
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
Re: Obliczanie parametrów
Bierzesz narzędzie, patrzysz nazwę producenta, katalog i sprawdzasz parametry. Są różne rodzaje węglika z których robione są narzędzia, różne geometrie i różne powłoki i z tego wynikają różnice w parametrach. Sprawdzenie parametrów to przecież chwila strzału.
Jeżeli pomogłem kliknij pomógł 
-
kuba1im
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 226
- Rejestracja: 27 lut 2011, 15:48
- Lokalizacja: Tychy/Bieruń
Re: Obliczanie parametrów
Dodatkowo w tym katalogu sprawdź w jakiej grupie jest materiał, który chcesz obrabiać. I weź też pod uwagę nie tylko obroty i posuw, ale i strategię obróbki, zagłębienie i zaangażowanie boczne, w jakim miejscu obrabiasz. Czy jest dobre dojście chłodzenia, jakie jest chłodzenie. Jak jest z usuwaniem wiórów. Czy dostaniesz zjebe od szefa czemu ten detal tak długo idzie? I pewnie koledzy podpowiedzą za chwilę jeszcze parę parametrów.
-
Bostom
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 218
- Rejestracja: 14 sty 2015, 20:06
- Lokalizacja: małopolska
Re: Obliczanie parametrów
A wg. czego dobierać Ap?
Możecie podać przykładowe narzędzie i kolejno proces wyliczania parametrów?
Patrzę w katalogi i w każdym inne dane, już mi się to wszytko miesza.
Możecie podać przykładowe narzędzie i kolejno proces wyliczania parametrów?
Patrzę w katalogi i w każdym inne dane, już mi się to wszytko miesza.
-
 Butler
Butler
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 721
- Rejestracja: 07 mar 2018, 16:54
- Lokalizacja: Gdańsk
Re: Obliczanie parametrów
Ja ap staram się dobierać jak najwyższe. Na pewno podyktowane jest to tym że bardzo często korzystam z obróbki dynamicznej z CAMa który daje mi większą kontrolę nad obciążeniem narzędzia.
Przykład... Frez węglikowy czteropiórowy 10,0 Garant 20 3007. Długość części roboczej 22mm
W katalogu dla stali nierdzewnej o twardości do 900N Vc wynosi 115. Dla podanej średnicy narzędzia fz (dla obróbki ae=1D oraz ap=0,5D) wynosi około 0,04mm na ostrze. Wychodzi więc że nominalne parametry to około 3600obr/min oraz 576mm/min.
No ale tyle z teorii... A ja dla obróbki podkręciłem parametry do 5000obr/min oraz 1600mm/min. Korzystne warunki mocowania, mocne chłodzenie, wolna przestrzeń uwalniania się wiórów, Cam reguluje mi obciążenie ae do kąta opasania - ważne na wewnętrznych promieniach obróbki. Lecę duże ap, praktycznie cały wysięg 22mm, ae max 0,2D i frez po całym dniu ledwo wykazuje ślady zużycia.
No ale... Są takie strategie że nie mogę dać więcej jak Vc=70 a fz 0,03 na ostrze. Bo duży wysięg narzędzia wymuszony, bo detal niesztywny, bo mocowanie niepewne, bo całym opasaniem trzeba robić...
Więc widzisz, ciężko tak streścić wytyczne by dobrać prawidłowo parametry żeby obróbka była wydajna.
Przykład... Frez węglikowy czteropiórowy 10,0 Garant 20 3007. Długość części roboczej 22mm
W katalogu dla stali nierdzewnej o twardości do 900N Vc wynosi 115. Dla podanej średnicy narzędzia fz (dla obróbki ae=1D oraz ap=0,5D) wynosi około 0,04mm na ostrze. Wychodzi więc że nominalne parametry to około 3600obr/min oraz 576mm/min.
No ale tyle z teorii... A ja dla obróbki podkręciłem parametry do 5000obr/min oraz 1600mm/min. Korzystne warunki mocowania, mocne chłodzenie, wolna przestrzeń uwalniania się wiórów, Cam reguluje mi obciążenie ae do kąta opasania - ważne na wewnętrznych promieniach obróbki. Lecę duże ap, praktycznie cały wysięg 22mm, ae max 0,2D i frez po całym dniu ledwo wykazuje ślady zużycia.
No ale... Są takie strategie że nie mogę dać więcej jak Vc=70 a fz 0,03 na ostrze. Bo duży wysięg narzędzia wymuszony, bo detal niesztywny, bo mocowanie niepewne, bo całym opasaniem trzeba robić...
Więc widzisz, ciężko tak streścić wytyczne by dobrać prawidłowo parametry żeby obróbka była wydajna.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Obliczanie parametrów
Pobierz sobie (np.) katalog frezów VHM
http://www.jd-tools.pl/Witryna/Promo.html
tam jest to fajnie opisane.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Bostom
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 218
- Rejestracja: 14 sty 2015, 20:06
- Lokalizacja: małopolska
Re: Obliczanie parametrów
A dla wierteł? Np w katalogu Fanara nie widzę parametrów.
@WZÓR
No tutaj jest przejrzyście napisane. Ja chyba szukam w jakichś złych katalogach...
@WZÓR
No tutaj jest przejrzyście napisane. Ja chyba szukam w jakichś złych katalogach...
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Obliczanie parametrów
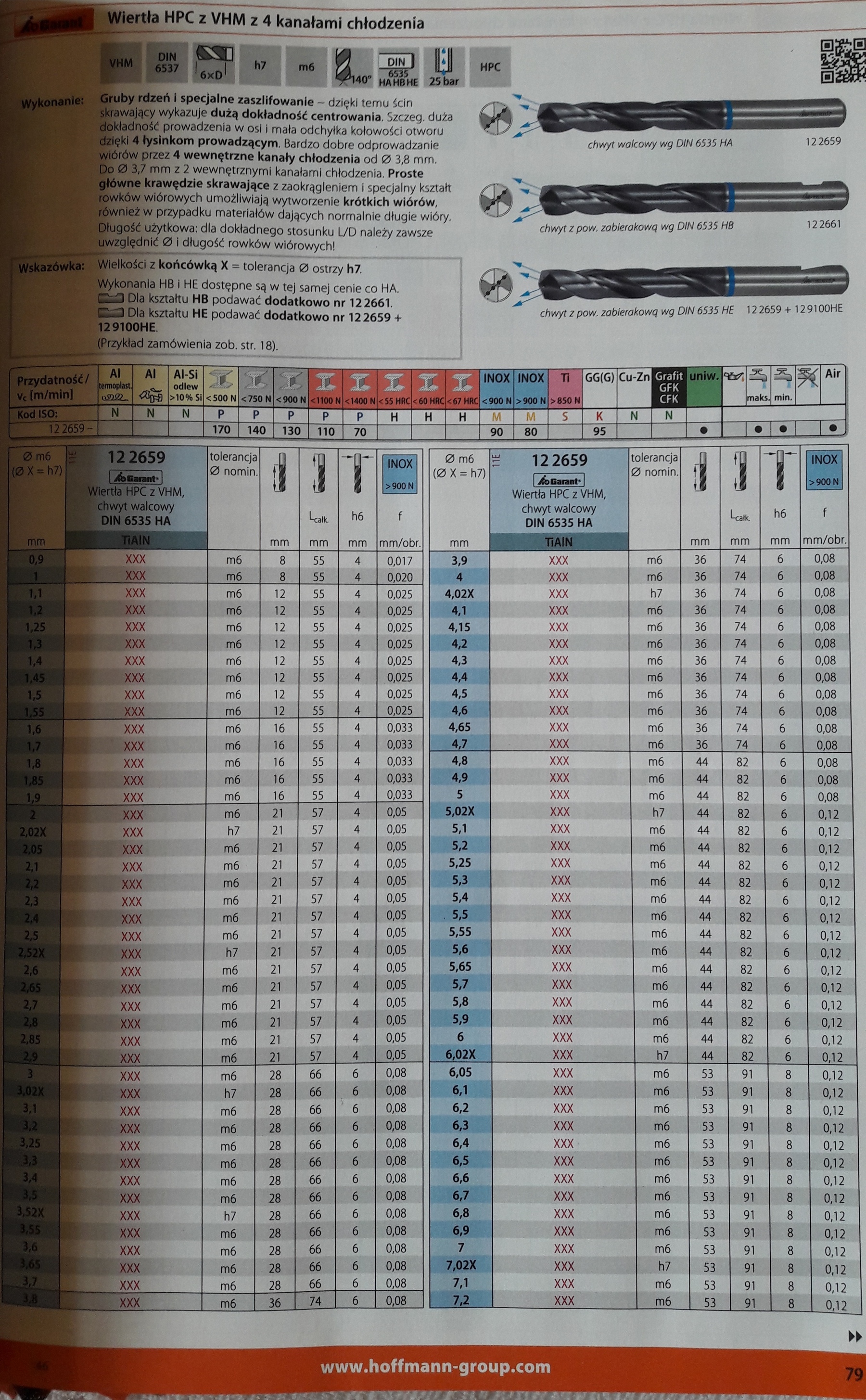
Zerknij do katalogu GARANT
Podana jest grupa materiałowa , Vc i posuw [mm/obr.]
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Bostom
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 218
- Rejestracja: 14 sty 2015, 20:06
- Lokalizacja: małopolska
Re: Obliczanie parametrów
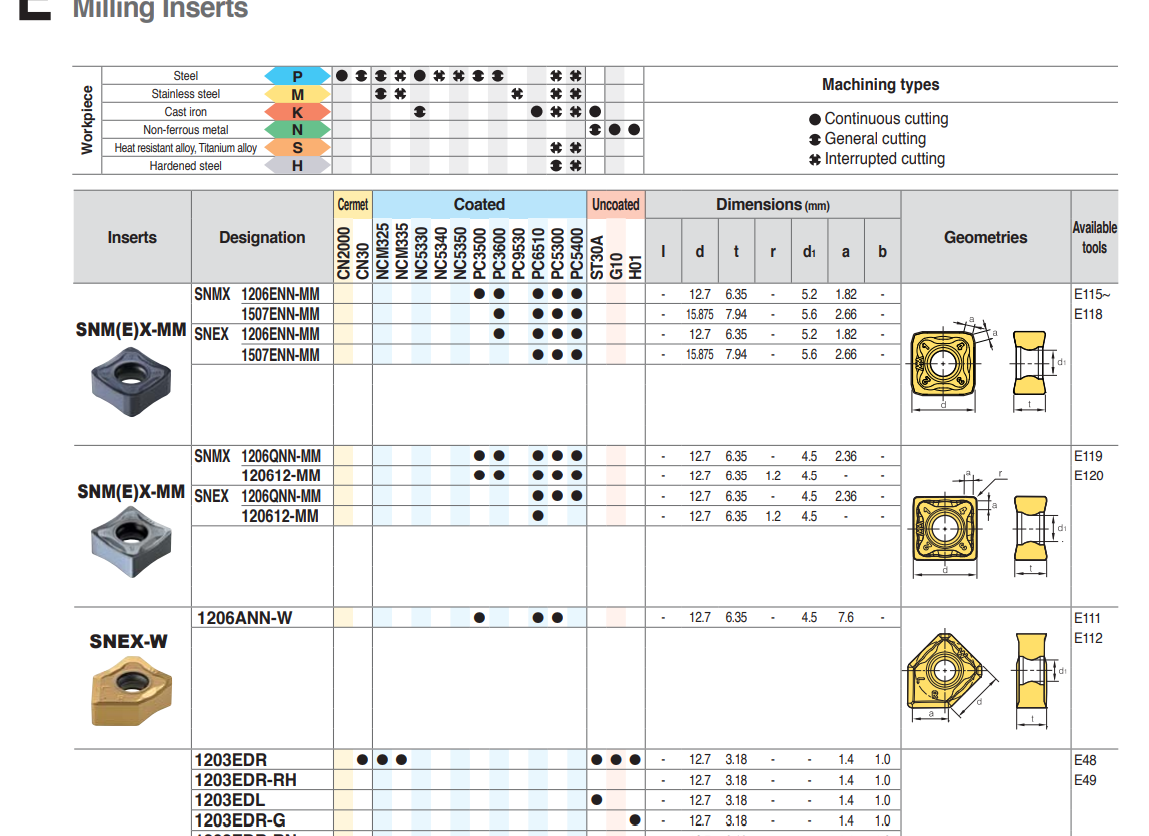
A katalog Korloya? Jak interpretować te kropki? Co znaczy przerywana praca przy frezowaniu? Gdzie szukać prędkości skrawania i posuwu na ząb w tym katalogu?