



witam
Powoli zabieram się za maszynę z tematu:
https://www.cnc.info.pl/topics60/ciezka ... t78989.htm
Poszukuje rozwiązania napędu wrzeciona.
Fabrycznie siedzi tam prawdopodobnie serwo o mocy 11kw, max. obrotach 10000obr/min, oraz momencie obrotowym 70Nm przy 1500obr/min.
Charakterystyka serwa jest taka ze trzyma znamionowy moment do znamionowych obrotów a wraz z ich wzrostem prawie liniowo moment na wrzecionie maleje.
Wg. mnie fajna charakterystyka, bo przy małych obrotach mamy spory moment obrotowy, a przy wysokich niekoniecznie musi być tak duży.
Chciałbym to napędzić standardowym silnikiem 3F aby mieć porównywalne parametry tzn. obroty od 300-8000obr/min i podobny moment na wrzecionie co w oryginale.
Przy przekłądni pasowej 1:1 musiałbym silnikiem 11kw, 1500obr. nominalnych zakręcić do 8000obr. Co nie wydaje się realne. Wrzeciono jest na pasek htd o szerokości około 40mm.
Więc miejsca na przekładnie dwustopniową gdzie na silniku byłby koła o dwóch średnicach jest mało. Ideałem byłaby dwubiegowa skrzynia biegów ale nie spotkałem takiej.
Może koledzy podpowiedzieli by coś w kwestii rozwiązań napędu, lub macie wiedze jak to jest w centrach rozwiązane.
pozdarwiam
radek
napęd wrzeciona do sporego centrum obróbczego


-
suj
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 158
- Rejestracja: 13 mar 2008, 00:42
- Lokalizacja: Koszalin
Re: napęd wrzeciona do sporego centrum obróbczego
Witam
W mojej opinii szkoda by było marnować potencjału ładnego kawałka żeliwa ordynarnym silnikiem od krajzegi. W pierwszej chwili przychodzą mi na myśl silniki wrzecionowe Siemensa serii Simotics M 1PH7 czy 1PH8. Swoje kosztują, ale rozwiązanie profi. Bardziej ekonomiczne może być coś Made in PRC aczkolwiek przeznaczone do tego samego celu.
Na przykład poszukać dokładniej na alibabie pod hasłem "spindle motor"
alibaba 1
czy
alibaba 2
Tyle że zazwyczaj są one na 3x220V i trzeba by transformatora oraz falownik z zasilaniem 3x220..230V.
W uproszczeniu można przyjąć że to są serwa, aczkolwiek ja zazwyczaj skłaniam się do kwalifikowania tego typu napędów jako silników wrzecionowych/napędów głównych. Występują jako asynchroniczne oraz synchroniczne i zazwyczaj mają wbudowany enkoder.
Na zdjęciach nie widać samego wrzeciona, ale rozumiem że nim dysponujesz? Czy tam był na pewno napęd pasem, czy silnik w osi wrzeciona i napęd poprzez sprzęgło? Czy wrzeciono ma chłodzenie w osi?
W mojej opinii szkoda by było marnować potencjału ładnego kawałka żeliwa ordynarnym silnikiem od krajzegi. W pierwszej chwili przychodzą mi na myśl silniki wrzecionowe Siemensa serii Simotics M 1PH7 czy 1PH8. Swoje kosztują, ale rozwiązanie profi. Bardziej ekonomiczne może być coś Made in PRC aczkolwiek przeznaczone do tego samego celu.
Na przykład poszukać dokładniej na alibabie pod hasłem "spindle motor"
alibaba 1
czy
alibaba 2
Tyle że zazwyczaj są one na 3x220V i trzeba by transformatora oraz falownik z zasilaniem 3x220..230V.
W uproszczeniu można przyjąć że to są serwa, aczkolwiek ja zazwyczaj skłaniam się do kwalifikowania tego typu napędów jako silników wrzecionowych/napędów głównych. Występują jako asynchroniczne oraz synchroniczne i zazwyczaj mają wbudowany enkoder.
Na zdjęciach nie widać samego wrzeciona, ale rozumiem że nim dysponujesz? Czy tam był na pewno napęd pasem, czy silnik w osi wrzeciona i napęd poprzez sprzęgło? Czy wrzeciono ma chłodzenie w osi?
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Albo założyć jakiegoś mocnego HSD 7,5kW na przykład z przełożeniem 1:4 kołach... Da to zgrabne 500-6000 rpm... Kolega FTW chyba aktualnie taki komplecik sprzedaje... To jest ATC to nawet się można pokusić o zrobienie kilku kół na oprawkach iso30 i szybkie zmiany przełożeń gotowe... Wchodzisz, pstrykasz, wyciągasz koło (na trzpieniu) razem z paskiem i zakładasz drugie razem z paskiem o odpowiedniej długości...
Chociaż nie wiem czy to nie za bardzo skomplikowany pomysł... Aczkolwiek silnik od krajzegi zdecydowanie jest słabszym pomysłem...
Chociaż nie wiem czy to nie za bardzo skomplikowany pomysł... Aczkolwiek silnik od krajzegi zdecydowanie jest słabszym pomysłem...
-
kond666
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 134
- Rejestracja: 09 mar 2007, 12:27
- Lokalizacja: częstochowa
Zgadzam się z kolegą suj że najbardziej profi jest zastosowanie dedykowanego rozwiązania, czyli dedykowanego napędu wrzeciona głównego z kontrolą pozycji. W oryginale siedzi tam Silnik siemens.
Do tej pory doświadczenie zbieram na lzejszych maszynach z elektrowrzecionami, tak za bardzo nie wiem do czego poza gwintowaniem na sztywno przyda mi się kontrola pozycji wrzeciona? Stąd moje poszukiwania wśród silników standardowych. Widziałem chińskie napędy na aliexpress i alibabie. Też "tanie" nie są, ale powiedzmy że w okolicach 2500 usd z transportem 100kg paczki netto da się coś sensownego znaleźć.
Cały czas mówię o podobnych parametrach : 11kw, 70nm od 0 - 1500obr, max 8000obr/min.
Wrzecionem do centrum oczywiście dysponuje jest kompletnie nowe i na pewno napędzane pasem dokładnie typu htd 5m. Później zrobię zdjęcie. Wrzeciono ma chłodzenie w postaci naciętego gwintu na korpusie.
nie wiem czy ma chłodzenie przez oprawkę, musiałbym się przyjrzeć.
Kolego Petrocholic - zredukować 4 krotnie przełożenie na jednostopniowej przekładni nie jest takie proste, a na pewno nie przy obrotach wrzeciona hsd 7,5kw atc. Zresztą zakłądając że max moc takie HSD osiąga przy nominalnych 12000obr., to po redukcji 1:4 bedziemy mieli moment na wale jak zwykły silnik asynchroniczny 7,5kw 3000obr. JA miałem pomysł przez chwile aby wykorzystać elektrowrzeciono do napędu, ale tylko dlatego że leży mi na półce duże elektrowrzeciono COLOMBO 11kw przy 8000obr. z atc, chłodzone wodą, po regeneracji,
Pomysł upadł, szkoda colomba na silnik a kombinacji też dużo.
Do tej pory doświadczenie zbieram na lzejszych maszynach z elektrowrzecionami, tak za bardzo nie wiem do czego poza gwintowaniem na sztywno przyda mi się kontrola pozycji wrzeciona? Stąd moje poszukiwania wśród silników standardowych. Widziałem chińskie napędy na aliexpress i alibabie. Też "tanie" nie są, ale powiedzmy że w okolicach 2500 usd z transportem 100kg paczki netto da się coś sensownego znaleźć.
Cały czas mówię o podobnych parametrach : 11kw, 70nm od 0 - 1500obr, max 8000obr/min.
Wrzecionem do centrum oczywiście dysponuje jest kompletnie nowe i na pewno napędzane pasem dokładnie typu htd 5m. Później zrobię zdjęcie. Wrzeciono ma chłodzenie w postaci naciętego gwintu na korpusie.
nie wiem czy ma chłodzenie przez oprawkę, musiałbym się przyjrzeć.
Kolego Petrocholic - zredukować 4 krotnie przełożenie na jednostopniowej przekładni nie jest takie proste, a na pewno nie przy obrotach wrzeciona hsd 7,5kw atc. Zresztą zakłądając że max moc takie HSD osiąga przy nominalnych 12000obr., to po redukcji 1:4 bedziemy mieli moment na wale jak zwykły silnik asynchroniczny 7,5kw 3000obr. JA miałem pomysł przez chwile aby wykorzystać elektrowrzeciono do napędu, ale tylko dlatego że leży mi na półce duże elektrowrzeciono COLOMBO 11kw przy 8000obr. z atc, chłodzone wodą, po regeneracji,
Pomysł upadł, szkoda colomba na silnik a kombinacji też dużo.
-
suj
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 158
- Rejestracja: 13 mar 2008, 00:42
- Lokalizacja: Koszalin
Do pozycjonowania wrzeciona przy zmianie narzędzia i do sprzężenia zwrotnego celem stabilizacji obrotów przy dużej dynamice zmiany obciążenia. Modele bezczujnikowe zamplementowane w falownikach nigdy nie będą tak doskonałe jak prawdziwe sprzężenie zwrotne. Nawet jeśli zdecydujesz się na standardowy silnik, polecam albo wybrać model z enkoderem albo go dorobić. No i wybrać falownik mający możliwość obsługi enkodera w swojej pętli oraz podzielić sygnał z enkodera i dostarczyć też do pętli pozycyjnej sterowania CNC.kond666 pisze:...tak za bardzo nie wiem do czego poza gwintowaniem na sztywno przyda mi się kontrola pozycji wrzeciona?...
-
kond666
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 134
- Rejestracja: 09 mar 2007, 12:27
- Lokalizacja: częstochowa
w niezłej cenie mają falowniki z wejsciem enkoderowym:
https://www.eldar.biz/falownik-11kw-3-f ... 11e20.html
karta enkoderowa 200zł , enkoder 200imp/rev. 300zł.
Zastanawia mnie jak szybko można rozpędzić silnik 3f 1500obr w pętli zamkniętej z enkoderem?
pomijam jakość łożysk i wyważenie.
pozdrawiam
https://www.eldar.biz/falownik-11kw-3-f ... 11e20.html
karta enkoderowa 200zł , enkoder 200imp/rev. 300zł.
Zastanawia mnie jak szybko można rozpędzić silnik 3f 1500obr w pętli zamkniętej z enkoderem?
pomijam jakość łożysk i wyważenie.
pozdrawiam
-
strikexp
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 4862
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
Prędkość silnika w teorii jest nieograniczona. Schody zaczynają się przy enkoderze, sterowniku i falowniku. Enkoder ma jakąś maksymalną częstotliwość, ale na ogół mało istotną. Sterownik musi nadążyć to odczytać i przetworzyć, a falownik wygenerować odpowiednio szybki przebieg sinusoidalny co nie jest proste z powodu pojemności bramek w tranzystorach.
Ja bym się nie napalał na rozkręcanie silnika ponad jego częstotliwość nominalną ponieważ konstrukcja mechaniczna tego nie wytrzyma w pierwszej kolejności.
Jeśli dobrze pamiętam to mój wykładowca mówił że rozrywało im silniki (celowo) przy 250% prędkości nominalnej, chociaż pewnie dotyczyło to silników 3000obr/min czyli przy 7500obr/min.
Myślę że max co można osiągnąć (dla markowego silnika np siemens) to 150% obrotów nominalnych. Potem to już dosłownie igranie ze śmiercią.
Teoretycznie nie powinno się na falowniku ustawiać więcej niż 60Hz, bo tyle jest w USA i silniki są przystosowane.
Ja bym się nie napalał na rozkręcanie silnika ponad jego częstotliwość nominalną ponieważ konstrukcja mechaniczna tego nie wytrzyma w pierwszej kolejności.
Jeśli dobrze pamiętam to mój wykładowca mówił że rozrywało im silniki (celowo) przy 250% prędkości nominalnej, chociaż pewnie dotyczyło to silników 3000obr/min czyli przy 7500obr/min.
Myślę że max co można osiągnąć (dla markowego silnika np siemens) to 150% obrotów nominalnych. Potem to już dosłownie igranie ze śmiercią.
Teoretycznie nie powinno się na falowniku ustawiać więcej niż 60Hz, bo tyle jest w USA i silniki są przystosowane.

-
kond666
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 134
- Rejestracja: 09 mar 2007, 12:27
- Lokalizacja: częstochowa
Re: napęd wrzeciona do sporego centrum obróbczego
witam
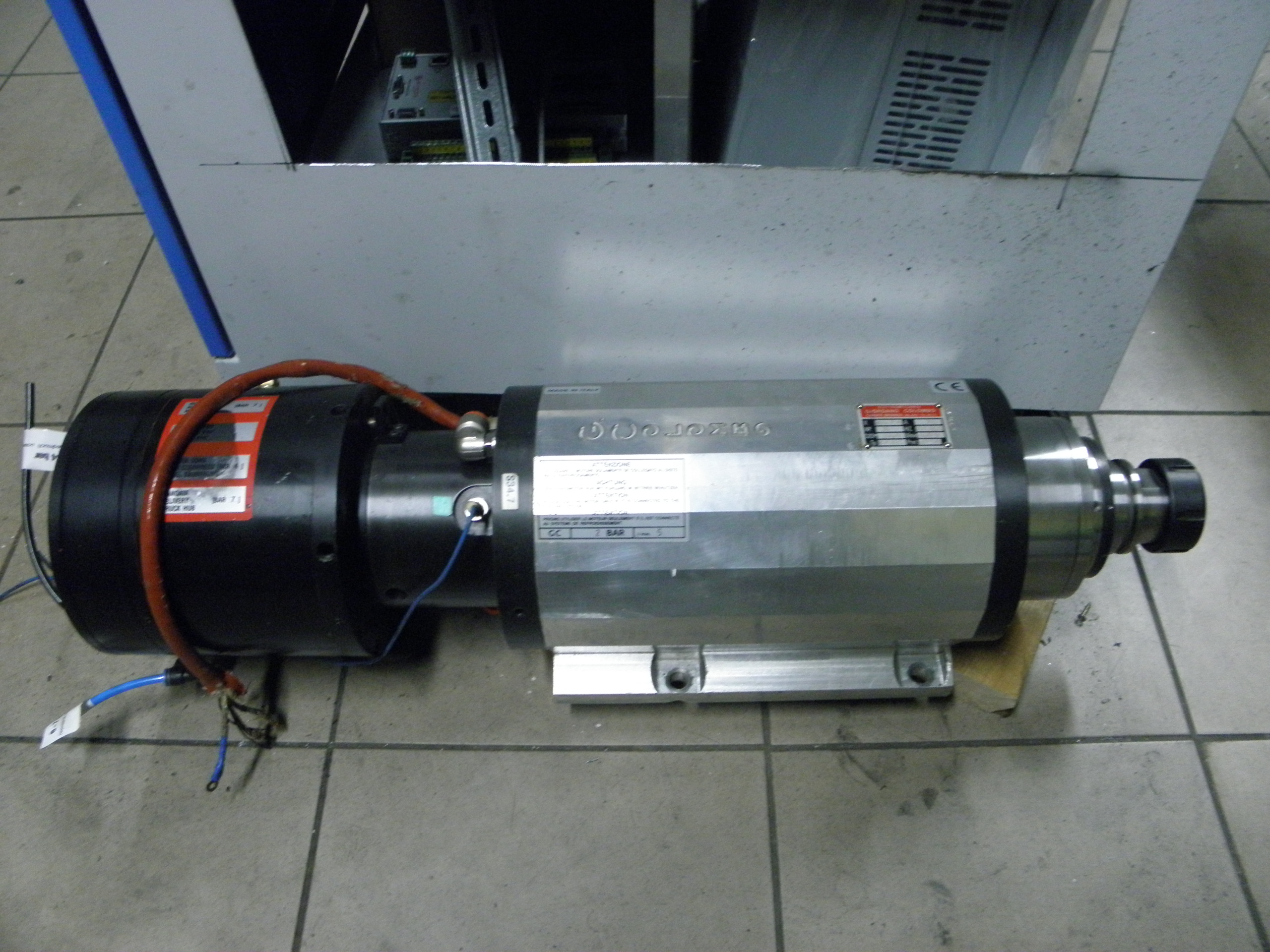
Poszukiwania skończone, udało się kupić taniutko 20 letni nigdy nie używany silnik siemensa o parametrach jakie z grubsza pasują.
Moc 11kw, moment obrotowy przy 1500-2000obr. na poziomie 57NM, możliwość rozkręcenia do 12000obr. , encoder 2048imp/rev.
No prawie oryginał. Po oględzinach stwierdzam że nie był nigdy podłączony .
.
Pod falownikiem pracuje bardzo ładnie, tylko na pewno potrzebuje rezystora hamującego, bo potrafi mimo długiego czasu hamowania, wywalić błąd. Zastanawiam się czy do frezarki zostawić zwykły falownik, czy wykorzystać fakt że ma enkoder i poszukać rozwiązania bardziej profi czyli falownik obsługujący enkoder albo typowo wrzecionowy driver z obsługą enkodera i kontrolą pozycji z ChRL.
Prosiłbym o radę, czy w przypadku długiego nie używania silnika, coś może się stać z łożyskami, tzn. czy warto zrobić inspekcję ułożyskowania po kilkudziesięciu latach postoju, przed finalnym montażem na maszynie? Bo na razie po testach żadnych złych objawów nie widać.
pozdarwiam
radek


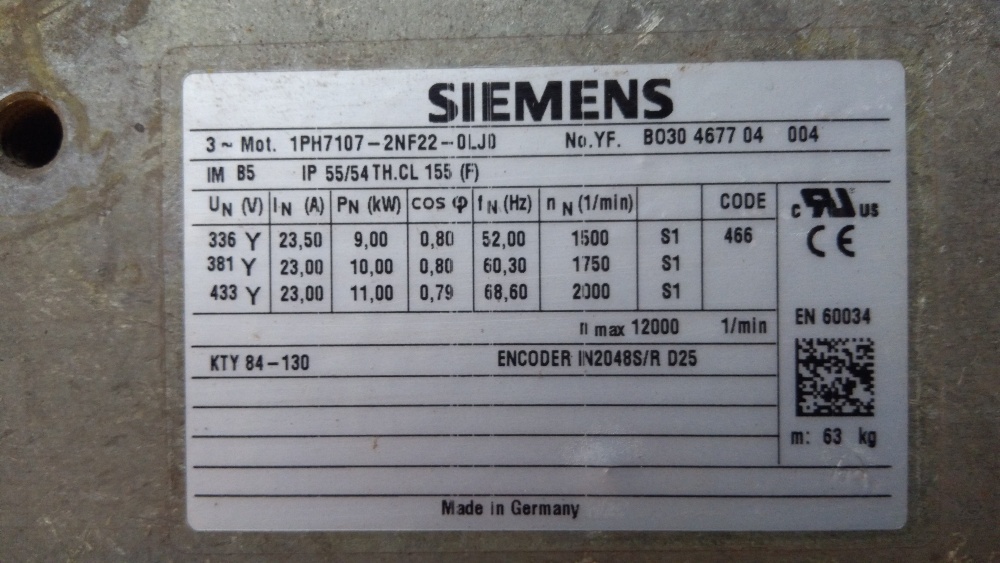
Poszukiwania skończone, udało się kupić taniutko 20 letni nigdy nie używany silnik siemensa o parametrach jakie z grubsza pasują.
Moc 11kw, moment obrotowy przy 1500-2000obr. na poziomie 57NM, możliwość rozkręcenia do 12000obr. , encoder 2048imp/rev.
No prawie oryginał. Po oględzinach stwierdzam że nie był nigdy podłączony
Pod falownikiem pracuje bardzo ładnie, tylko na pewno potrzebuje rezystora hamującego, bo potrafi mimo długiego czasu hamowania, wywalić błąd. Zastanawiam się czy do frezarki zostawić zwykły falownik, czy wykorzystać fakt że ma enkoder i poszukać rozwiązania bardziej profi czyli falownik obsługujący enkoder albo typowo wrzecionowy driver z obsługą enkodera i kontrolą pozycji z ChRL.
Prosiłbym o radę, czy w przypadku długiego nie używania silnika, coś może się stać z łożyskami, tzn. czy warto zrobić inspekcję ułożyskowania po kilkudziesięciu latach postoju, przed finalnym montażem na maszynie? Bo na razie po testach żadnych złych objawów nie widać.
pozdarwiam
radek






