



Witam.
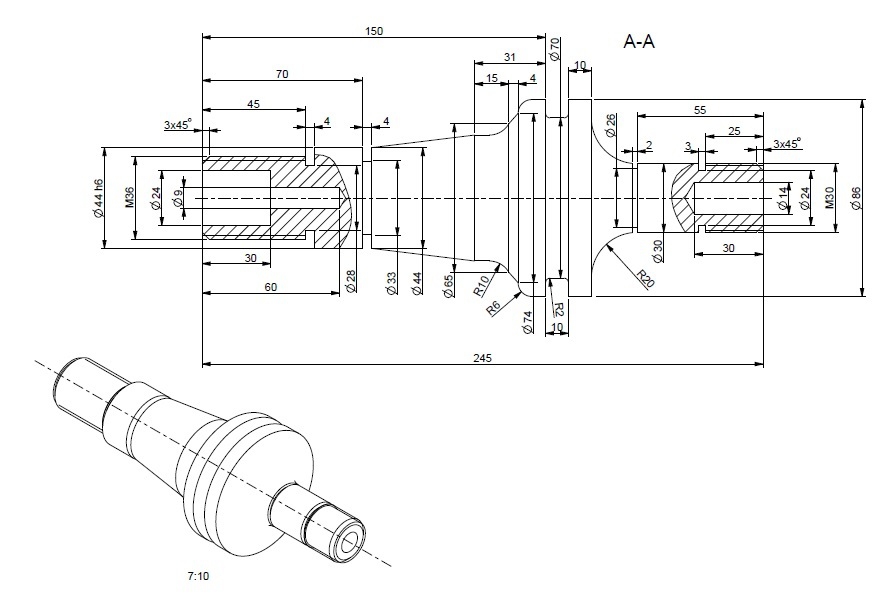
Czy ktoś pomoże znaleźć błędy w programie toczenia wałka w MTS ?
Program wyłożył się na pierwszej interpolacji.
Poniżej zamieszczam kod jednej strony.
Pozdrawiam.
KONFIGURACJA
( OBRABIARKA MTS01 TM-016_-R11-060x0646x0920
( STEROWANIE MTS TM00
(
( PRZEDMIOT OBRABIANY
( WALEC D090.000 L245.000
( MATERIAŁ "N\Aluminium\AlMgSi0.5"
(
( WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
( UCHWYT TOKARSKI "Uchwyt tokarski\Uchwyt szczękowy\KFD-HS 200"
( SZCZĘKA STOPNIOWA "Szczęka\Szczęka stopniowa\WM-160_200-15.000"
( GŁĘBOKOŚĆ ZAMOCOW. E33.000
(( Prawa powierzchnia przedmiotu obrab.: Z+0327.000
(
(
( KONIK
( KIEŁ CENTRUJĄCY "Kieł centrujący\Kieł centrujący\171 MT1 020-050"
( TULEJA WRZEC. NIE USTAWIAĆ
( POZYCJA KONIKA Z+1095.000
(
( AKTUALNE NARZĘDZIE T01
( NARZĘDZIA
( T01 "DIN69880 V 30\Nóż kątowy lewy\CL-PSLNL-2020 L 1208 ISO30"
( T02 "DIN69880 V 30\Nóż kątowy lewy\CL-SCLCL-2020 L 1208 ISO30"
( T03 "DIN69880 V 30\Nóż kątowy lewy\CL-SVJAL-2020 L 1604 ISO30"
( T04 PUSTY
( T05 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 02.0-0 ISO30"
( T06 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 03.0-0 ISO30"
( T07 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 04.0-0 ISO30"
( T08 PUSTY
( T09 "DIN69880 V 30\Wiertło kręte\DR-14.00 065 R HSS ISO30"
( T10 "DIN69880 V 30\Wytaczak zaosiowy\BI-SCLCL-0808 L 0304 ISO30"
( T11 "DIN69880 V 30\Nawiertak\CD-05.00 071 R HSS ISO30"
( T12 "DIN69880 V 30\Wiertło kręte\DR-09.00 075 L HSS ISO30"
( T13 PUSTY
( T14 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 3.50 ISO30"
( T15 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 4.00 ISO30"
( T16 "DIN69880 V 30\Wiertło płytkowe\DI-24.00 055 L HMT ISO30"
(
( WARTOŚCI KOREKCJI
( D01 T01 Q3 R000.800 X+070.000 Z+0045.500 G000.000 E-04.995 I-000.800 K-000.800 A+004.375 L011.855 N01
( D02 T02 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E005.005 I-000.800 K-000.800 A+004.375 L011.855 N01
( D03 T03 Q3 R000.400 X+070.000 Z+0045.000 G000.000 E052.393 I-000.400 K-000.400 A+002.372 L016.178 N01
( D04 T04 Q3 R000.200 X+070.000 Z+0032.850 G004.100 E000.000 I-000.200 K-000.200 A+000.000 L016.000 N01
( D05 T05 Q3 R000.200 X+060.000 Z+0041.000 G002.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D06 T06 Q3 R000.200 X+060.000 Z+0041.300 G003.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D07 T07 Q3 R000.200 X+060.000 Z+0041.800 G004.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D08 T08 Q8 R000.400 X+070.000 Z+0032.000 G000.000 E050.000 I-000.400 K+000.000 A-040.000 L009.422 N01
( D09 T09 Q7 R000.000 X+000.000 Z+0140.000 G014.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D10 T10 Q2 R000.400 X-004.632 Z+0140.000 G000.000 E005.002 I+000.400 K-000.400 A+004.723 L003.556 N01
( D11 T11 Q7 R000.000 X+000.000 Z+0080.000 G005.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D12 T12 Q7 R000.000 X+000.000 Z+0147.000 G009.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D13 T13 Q8 R000.577 X+070.000 Z+0042.699 G000.000 E000.000 I-000.577 K+000.000 A+000.000 L000.000 N01
( D14 T14 Q8 R000.505 X+070.000 Z+0042.699 G000.000 E000.000 I-000.505 K+000.000 A+000.000 L000.000 N01
( D15 T15 Q8 R000.577 X+070.000 Z+0042.699 G000.000 E000.000 I-000.577 K+000.000 A+000.000 L000.000 N01
( D16 T15 Q7 R000.000 X+000.000 Z+0165.000 G024.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( PKTY ZEROWE PRZEDM.
(( Prawa powierzchnia przedmiotu obrab.: Z+0327.000
( G54 X+000.000 Z+0324.500
(
()
N0005 G54
N0010 T0101 M08
N0015 G96 F0003.00 S0150 M04
N0020 G00 X+120.000 Z+0002.000
N0025 G01 X-002.500 Z+0000.000
N0030 G01 Z+0005.000
N0035 G00 X+200.000 Z+0200.000
N0040 T0102
N0045 X+100.000 Z+0005.000
N0050 G57 B+000.500
N0060 G81 I+003.000 X+030.000 Z+0002.000
N0065 G42 Z+0000.000
N0070 G01 Z+0000.000
N0075 G01 X+036.000 Z-0003.000
N0080 Z-0051.000
N0085 X+044.000
N0090 Z-0070.000
N0095 X+055.000 Z-0105.000
N0100 Z-0125.000
N0105 G02 X+065.000 Z-0120.000 I+010.000 K-000.000
N0110 G01 X+074.000 Z-0124.000
N0115 G03 X+86.000 Z-0145.000 I+000.000 K-006.000
N0001 G01 Z-0170.000
N0125 G01 X+110.000
N0130 G40
N0135 G80
N0140 G00 X+200.000 Z+0200.000
N0145 T0303
N0150 G96 S0140 M04
N0155 G00 X+030.000 Z+0002.000
N0160 G01 Z+0000.000
N0164 G42
N0165 X+036.000 Z-0003.000
N0170 Z-0049.000
N0175 X+044.000
N0180 Z-0074.000
N0185 X+055.000 Z-0105.000
N0190 Z-0125.000
N0195 G02 X+065.000 Z-0120.000 I+010.000 K-000.000
N0200 G01 X+074.000 Z-0124.000
N0205 G03 X+86.000 Z-0129.000 I+000.000 K-006.000
N0210 G01 Z-0170.000
N0215 X+100.000
N0220 G40
N0225 G00 X+200.000 Z+0200.000
N0225 T0707
N0230 G00 X+048.000 Z-0045.000
N0240 G79 X+028.000 Z-0045.000
N0255 G00 Z-0070.000
N0260 G79 X+032.000 Z-0070.000
N0265 G00 X+200.000 Z+0200.000
N0275 G00 X+100.000 Z-0160.000
N0280 G79 X+070.000 Z-0160.000 D+010.000 W+002.000 I+002.000 K+002.000
N0285 G00 X+200.000 Z+0200.000
N0290 T0909
N0295 X-000.000 Z+0005.000
N0300 G01 Z-0060.000
N0305 G01 Z+0005.000
N0310 G00 X+200.000 Z+0200.000
N0315 T1616
N0320 G00 X+000.000 Z+0005.000
N0325 G01 Z-0030.000
N0330 Z+0005.000
N0335 G00 X+200.000 Z+0200.000
N0340 T1414
N0345 G00 X+036.000 Z+0002.000
N0350 G31 X+036.000 Z-0054.000 D-002.450 F0004.000 S0003
N0355 G00 X+200.000 Z+0200.000
N0360 M30
MTS wałek, ktoś pomoże znaleźć błędy?


-
bialy86
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 5
- Posty: 30
- Rejestracja: 02 mar 2016, 18:55
- Lokalizacja: Pruszcz Gdański
kto ci generowal ten program? bo ja tu duzo nieprawidlowosci widze. rozumiem ze narzedzie t2 to zgrubnie, a t3 wykonczenie, ale oba maja zupelnie inaczej kontur opisany. a kontur powinien byc w obu taki sam przy tym detalu, jedynie narzedzie t2 mialoby inna korekcje wzgledem t3, coby mu naddatek zostawic.
moja wersja konturu wg, twojego rysunku
N100 G54
N110 T0101 M08
N120 G96 F0003.00 S0150 M04
N130 G00 X+120.000 Z+0002.000
N140 G01Z+0000.000 (tutaj zmiana, bo planowalo po skosie)
N150 X-002.500
N160 G01 Z+0005.000
N170 G00 X+200.000 Z+0200.000
N180 T0102
N190 X+100.000 Z+0005.000
N200 G57 B+000.500
N210 G81 I+003.000 X+030.000 Z+0002.000
N220 G42 Z+0000.000
N230 G01 Z+0000.000
N240 G01 X+036.000 Z-0003.000
N250 Z-0049.000
N260 X+044.000
N270 Z-0074.000
N280 X+055.000 Z-0119.000(nie wiem z kad wziac x???)
N290 Z-0125.340 (zakladaj ze x zostaje 55)
N300 G02 X+065.000 Z-134.000 I+010.000 K-00.000
N310 G01 X+074.000 Z-0138.000
N320 G03 X+86.000 Z-0145.000 I+000.000 K-006.000
N330 G01 Z-0170.000
N340 G01 X+110.000
N350 G40
N360 G80
N370 G00 X+200.000 Z+0200.000
moja wersja konturu wg, twojego rysunku
N100 G54
N110 T0101 M08
N120 G96 F0003.00 S0150 M04
N130 G00 X+120.000 Z+0002.000
N140 G01Z+0000.000 (tutaj zmiana, bo planowalo po skosie)
N150 X-002.500
N160 G01 Z+0005.000
N170 G00 X+200.000 Z+0200.000
N180 T0102
N190 X+100.000 Z+0005.000
N200 G57 B+000.500
N210 G81 I+003.000 X+030.000 Z+0002.000
N220 G42 Z+0000.000
N230 G01 Z+0000.000
N240 G01 X+036.000 Z-0003.000
N250 Z-0049.000
N260 X+044.000
N270 Z-0074.000
N280 X+055.000 Z-0119.000(nie wiem z kad wziac x???)
N290 Z-0125.340 (zakladaj ze x zostaje 55)
N300 G02 X+065.000 Z-134.000 I+010.000 K-00.000
N310 G01 X+074.000 Z-0138.000
N320 G03 X+86.000 Z-0145.000 I+000.000 K-006.000
N330 G01 Z-0170.000
N340 G01 X+110.000
N350 G40
N360 G80
N370 G00 X+200.000 Z+0200.000
-
Janek500
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 5
- Rejestracja: 05 lut 2017, 20:06
- Lokalizacja: Kraków
Dzięki za podpowiedź. Jestem "świeży" w tym temacie, sam próbowałem to zrobić, stąd takie błędy. Z wymiarem fi 55 jest problem bo promień nie był zwymiarowany i przyjąłem właśnie tyle.
Zobacz na drugą stronę jeśli możesz.
Pozdrawiam.
()
N0005 G54
N0010 T0101 M08
N0015 G96 S0100 M04
N0020 G92 S4500
N0025 G00 X+102.000 Z+0000.000
N0030 G01 X-001.600
N0035 Z+0002.000
N0040 G00 X+200.000 Z+0200.000
N0045 T0202 M08
N0050 X+110.000 Z+0002.000
N0055 G57 B+000.500
N0060 G81 X+024.000 Z+0002.000 I+003.000
N0065 G42
N0070 G01 Z+0000.000
N0075 G01 X+030.000 Z-0003.000
N0080 G01 Z-0057.000
N0085 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0090 G01 X+115.000
N0095 G40
N00100 G80
N00105 G00 X+200.000 Z+0200.000
N00110 T0303 M08
N0115 G96 S0140 M04
N0120 G00 X+024.000 Z+0002.500
N0125 G42
N0130 G01 Z+0000.000
N0135 G01 X+030.000 Z-0003.000
N0140 G01 Z-0057.000
N0145 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0150 G01 X+115.000
N0155 G40
N0160 G00 X+200.000 Z+0200.000
N0165 T0606
N0170 G00 X+032.000 Z-0025.000
N0175 G01 X+024.000 Z-0025.000
N0180 G01 X+032.000 Z-0025.000
N0185 G00 X+032.000 Z-0055.000
N0190 G01 X+026.000 Z-0055.000
N0200 G01 X+032.000 Z-0055.000
N0205 G00 X+200.000 Z+0200.000
N0210 T0909
N0215 G00 X+000.000 Z+0002.500
N0220 G01 Z-0030.000
N0225 Z+0005.000
N0230 G00 X+200.000 Z+0200.000
N0235 T1515
N0240 G00 X+032.000 Z+0002.000
N0245 G31 X+030.000 Z-0028.000 D-002.000 F0003.500 S0003
N0250 G00 X+200.000 Z+0200.000
N0255 M30
Zobacz na drugą stronę jeśli możesz.
Pozdrawiam.
()
N0005 G54
N0010 T0101 M08
N0015 G96 S0100 M04
N0020 G92 S4500
N0025 G00 X+102.000 Z+0000.000
N0030 G01 X-001.600
N0035 Z+0002.000
N0040 G00 X+200.000 Z+0200.000
N0045 T0202 M08
N0050 X+110.000 Z+0002.000
N0055 G57 B+000.500
N0060 G81 X+024.000 Z+0002.000 I+003.000
N0065 G42
N0070 G01 Z+0000.000
N0075 G01 X+030.000 Z-0003.000
N0080 G01 Z-0057.000
N0085 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0090 G01 X+115.000
N0095 G40
N00100 G80
N00105 G00 X+200.000 Z+0200.000
N00110 T0303 M08
N0115 G96 S0140 M04
N0120 G00 X+024.000 Z+0002.500
N0125 G42
N0130 G01 Z+0000.000
N0135 G01 X+030.000 Z-0003.000
N0140 G01 Z-0057.000
N0145 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0150 G01 X+115.000
N0155 G40
N0160 G00 X+200.000 Z+0200.000
N0165 T0606
N0170 G00 X+032.000 Z-0025.000
N0175 G01 X+024.000 Z-0025.000
N0180 G01 X+032.000 Z-0025.000
N0185 G00 X+032.000 Z-0055.000
N0190 G01 X+026.000 Z-0055.000
N0200 G01 X+032.000 Z-0055.000
N0205 G00 X+200.000 Z+0200.000
N0210 T0909
N0215 G00 X+000.000 Z+0002.500
N0220 G01 Z-0030.000
N0225 Z+0005.000
N0230 G00 X+200.000 Z+0200.000
N0235 T1515
N0240 G00 X+032.000 Z+0002.000
N0245 G31 X+030.000 Z-0028.000 D-002.000 F0003.500 S0003
N0250 G00 X+200.000 Z+0200.000
N0255 M30
-
bialy86
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 5
- Posty: 30
- Rejestracja: 02 mar 2016, 18:55
- Lokalizacja: Pruszcz Gdański
a dla mnie jest to niepoliczalne. nia ma informacji ani o kacie stozka, ani o srednicy ani o pukncie srodka okregu. mozliwe jest nieskonczenie wiele opcji narysowania tego. brak wszystkich danych.
Tak samo jest z druga stroną. nie ma informacji gdzie jest srodek okregu o R20, ani na jakiej średnicy ma sie konczyc promien. Mozna to narysowac dowolnie. A wedlug twojej wersji
N0145 G02 X+070.000 Z-0075.000 I+020.000 K+000.000
luk lagodnie przechodzi w pionowa linie, rysujac rowna cwiartke okregu. Ale za to na rysunku jaki dolaczyles, wyraznie widac ze luk jest jakby nieskonczony i nagle przechodzi w pionowa linie. Dlatego moim zdaniem niezbedne jest ogreslenie przynajmniej jednej danej, albo średnicy, albo punktu zaczepienia promienia tworzacego. inaczej mozna rysowac do woli, i moim zdaniem nigdy nie wyjdzie tak jak ma byc.
Tak samo jest z druga stroną. nie ma informacji gdzie jest srodek okregu o R20, ani na jakiej średnicy ma sie konczyc promien. Mozna to narysowac dowolnie. A wedlug twojej wersji
N0145 G02 X+070.000 Z-0075.000 I+020.000 K+000.000
luk lagodnie przechodzi w pionowa linie, rysujac rowna cwiartke okregu. Ale za to na rysunku jaki dolaczyles, wyraznie widac ze luk jest jakby nieskonczony i nagle przechodzi w pionowa linie. Dlatego moim zdaniem niezbedne jest ogreslenie przynajmniej jednej danej, albo średnicy, albo punktu zaczepienia promienia tworzacego. inaczej mozna rysowac do woli, i moim zdaniem nigdy nie wyjdzie tak jak ma byc.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8474
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
bialy86 pisze:a dla mnie jest to niepoliczalne. nia ma informacji ani o kacie stozka, ani o srednicy ani o pukncie srodka okregu. mozliwe jest nieskonczenie wiele opcji narysowania tego. brak wszystkich danych. ....
Ja też narysowałem bryłkę , ale inaczej.Janek500 pisze:Zrobiłem sobie bryłkę na podstawie tego rysunku. Średnica o którą pytacie to fi 55. "Zawieszenie" promienia R20: 35 od osi i 55 od czoła.
W/g mnie promień zaczyna się na 57 mm od czoła.
p.s.
Chyba , że się mylę.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
bialy86
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 5
- Posty: 30
- Rejestracja: 02 mar 2016, 18:55
- Lokalizacja: Pruszcz Gdański
tu sie z toba zgodze, ale to sie tyczy prawej strony. Strone lewa, koniec stozka wyliczyles rysujac sobie w jakikolwiek sposob na ø52,564WZÓR pisze:
W/g mnie promień zaczyna się na 57 mm od czoła.
a kolega Janek500 okreslil pozniej ze jednak fi 55. Takze jak mowilem, nie bylo wszystkich potrzebnych informacji, przez co nie mozna bylo opisac prawidlowo konturu.






