



MillPlus korekcja narzedzia
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
MillPlus korekcja narzedzia
Nigdy do dziś nie korzystałem ale nadszedł już czas . Uproszczę nieco temat , mam wygenerowany g-kod na frezowanie prostokąta 50x100mm frezem ø 16. Rzeczywista ø freza to 15,95mm wiec wymiar prostokąta się nie zgadza . Próbowałem zmieniać R narzędzia w tabeli narzędzi ale nic to nie daje. Czy aby sterowanie zaczęło brać pod uwagę R narzędzia z tabeli narzędzi trzeba użyć korektorów (G41,G42) czy jest jakiś inny sposób 
Tagi:


-
capt.d.
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 421
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Aloha
Korekcja średnicy / długości to G39 R/L. Pamiętaj o G39 R0 L0 przed wybraniem kolejnego narzędzia.
G41/G42 to nie korektory tylko włączenie kompensacji lewej/prawej.
Kontur musisz mieć wygenerowany na miary x+/-25 y+/-50 i z użyciem G41/G42 by użycie korekcji (G39) miało sens.
Pozdrawiam
Korekcja średnicy / długości to G39 R/L. Pamiętaj o G39 R0 L0 przed wybraniem kolejnego narzędzia.
G41/G42 to nie korektory tylko włączenie kompensacji lewej/prawej.
Kontur musisz mieć wygenerowany na miary x+/-25 y+/-50 i z użyciem G41/G42 by użycie korekcji (G39) miało sens.
Pozdrawiam
Live long and prosper.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Czyli jak . Przykładowy G-kod wygenerowany "wzdłuż wektora" , co i gdzie dodać aby było jak trzeba
T1M6
G0 Z50
G0 X0 Y0 S8000 M3 (środek prostokąta)
X-50 Y-25 Z5
G1 Z-2 F360
X50 Y-25
Y25
X-50
Y-25
G0 Z5
M30
Tak będzie dobrze
T1M6
G39 L0 R7.975 (promień freza)
G0 Z50
G0 X-50 Y-25 Z5 S8000 M3
G42
G1 Z-2 F360
X50 Y-25
Y25
X-50
Y-25
G0 Z5
G40
M30
T1M6
G0 Z50
G0 X0 Y0 S8000 M3 (środek prostokąta)
X-50 Y-25 Z5
G1 Z-2 F360
X50 Y-25
Y25
X-50
Y-25
G0 Z5
M30
Tak będzie dobrze
T1M6
G39 L0 R7.975 (promień freza)
G0 Z50
G0 X-50 Y-25 Z5 S8000 M3
G42
G1 Z-2 F360
X50 Y-25
Y25
X-50
Y-25
G0 Z5
G40
M30
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
nie będzie. jak chcesz, żeby podczas ruchu maszyna uwzględniła korekcję?
korekcja będzie uwzględniona przy pierwszym ruchu z włączoną korekcją, wiec w zaprezentowanym wyżej przykładzie nie zrobisz prostokąta, tylko co najwyżej trapez, bo odjedziesz o promień dopiero przy drugim narożniku.
korekcję się włącza dojeżdżając do profilu i wyłącza odjeżdżając. Zaprogramowany ruch przy tym musi być nie mniejszy niż promień narzędzia.
To są podstawy jeśli chodzi o programowanie CNC.
korekcja będzie uwzględniona przy pierwszym ruchu z włączoną korekcją, wiec w zaprezentowanym wyżej przykładzie nie zrobisz prostokąta, tylko co najwyżej trapez, bo odjedziesz o promień dopiero przy drugim narożniku.
korekcję się włącza dojeżdżając do profilu i wyłącza odjeżdżając. Zaprogramowany ruch przy tym musi być nie mniejszy niż promień narzędzia.
To są podstawy jeśli chodzi o programowanie CNC.
Można?
Morzna!!!
Morzna!!!
-
wieczny8281
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 9
- Rejestracja: 17 wrz 2017, 13:57
- Lokalizacja: Wielkopolska
-
capt.d.
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 421
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Aloha
T1M6 (narzędzie opisane w tabeli narzędzi i w magazynie)
G39 L0 R0 (wartości korekt długości i promienia freza - w razie potrzeb)
S8000 G95 F.2
G0 X0 Y0 Z10 M13
G0 X70 Y0 z2 (podjazd do pozycji przed konturem)
G1 Z-2
G41 (włączenie korekcji)
G61 X50 Y0 I1=1 I2=5 R5 (dojście do konturu - na roboczym 5 mm)
G1 X50 Y-25
G1 X-50 Y-25
G1 X-50 Y25
G1 X50 Y25
G1 X50 Y0
G62 I1=1 I2=5 R5 (odejście od konturu o 5 mm)
G40 (wyłączenie korekcji)
G0 Z5
M5
M9
M30
Dodatkowo można podjazd na pozycje przed konturem uzbroić w parametr z promienień obrabiającego narzędzia. Można wtedy np. obrobić zgrubnie głowicą z naddatkiem i frezem na wymiar. Bez zabawy z liczeniem i zmianami podjazdu.
Pozdrawiam
T1M6 (narzędzie opisane w tabeli narzędzi i w magazynie)
G39 L0 R0 (wartości korekt długości i promienia freza - w razie potrzeb)
S8000 G95 F.2
G0 X0 Y0 Z10 M13
G0 X70 Y0 z2 (podjazd do pozycji przed konturem)
G1 Z-2
G41 (włączenie korekcji)
G61 X50 Y0 I1=1 I2=5 R5 (dojście do konturu - na roboczym 5 mm)
G1 X50 Y-25
G1 X-50 Y-25
G1 X-50 Y25
G1 X50 Y25
G1 X50 Y0
G62 I1=1 I2=5 R5 (odejście od konturu o 5 mm)
G40 (wyłączenie korekcji)
G0 Z5
M5
M9
M30
Dodatkowo można podjazd na pozycje przed konturem uzbroić w parametr z promienień obrabiającego narzędzia. Można wtedy np. obrobić zgrubnie głowicą z naddatkiem i frezem na wymiar. Bez zabawy z liczeniem i zmianami podjazdu.
Pozdrawiam
Live long and prosper.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
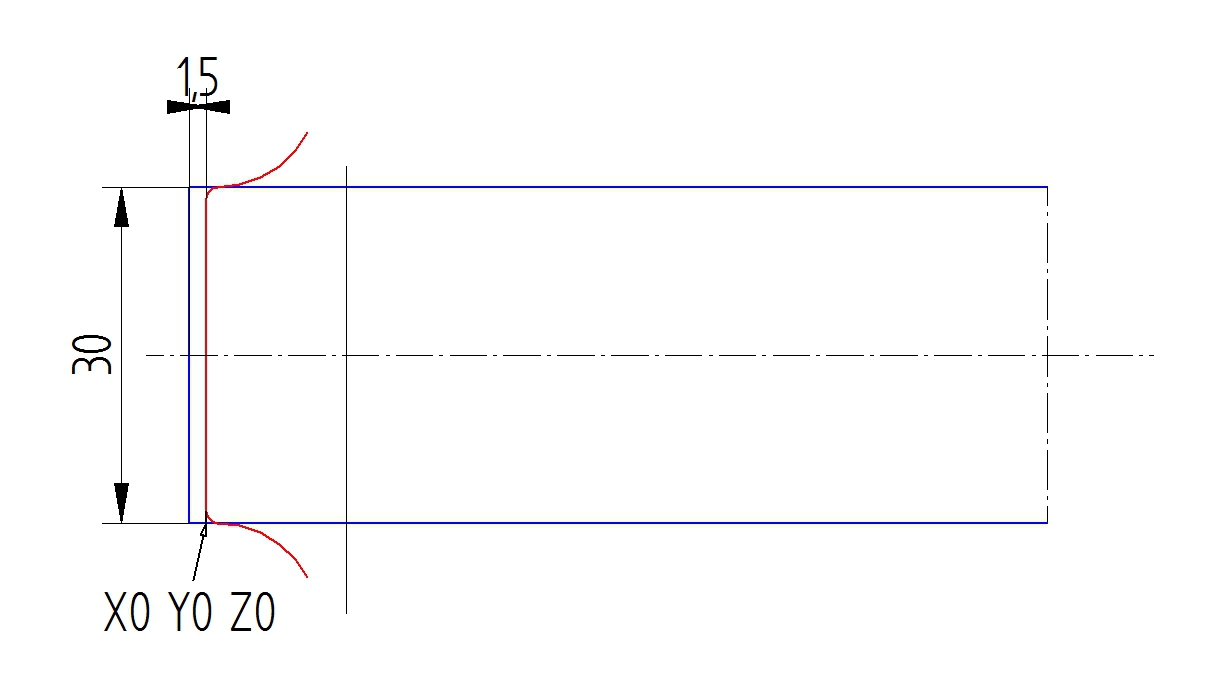
Cos mi nie idzie  Próbuje napisać prosty kawałek G-kodu na przejazd zgrubny a następnie wykańczający. O ile kod na przejazd "na raz"(czerwona linia na rys) działa to kiedy dodałem kilka linijek na przejazd zgrubny to maszyna wariuje
Próbuje napisać prosty kawałek G-kodu na przejazd zgrubny a następnie wykańczający. O ile kod na przejazd "na raz"(czerwona linia na rys) działa to kiedy dodałem kilka linijek na przejazd zgrubny to maszyna wariuje  . Ten kod nie działa , co jest nie tak
. Ten kod nie działa , co jest nie tak
N10 T1 M6
N20 S500 M13
N30 G39 L0 R0
N40 G0 X0 Y0 Z50
N50 X-0.5 Y-20 Z5
N60 G41
N70 Z-31
N80 G01 X-0.5 Y30.5 F150
N81 G00 Z5
N82 X1.709 Y-0.709 (finisz )
N90 Z-31
N100 G01 X0 Y1 F150
N110 Y29
N120 X1.709 Y30.711
N130 G00 Z5
Ten działa (przejście na raz):
N10 T1 M6
N20 S500 M13
N30 G39 L0 R0
N40 G0 X0 Y0 Z50
N50 X2 Y-20 Z5
N60 G41
N70 Z-31
N80 G1 X1.709 Y-0.709 F360
N90 Z-31
N100 X0 Y1 F150
N110 Y29
N120 X1.709 Y30.711
N130 G00 Z5
N10 T1 M6
N20 S500 M13
N30 G39 L0 R0
N40 G0 X0 Y0 Z50
N50 X-0.5 Y-20 Z5
N60 G41
N70 Z-31
N80 G01 X-0.5 Y30.5 F150
N81 G00 Z5
N82 X1.709 Y-0.709 (finisz )
N90 Z-31
N100 G01 X0 Y1 F150
N110 Y29
N120 X1.709 Y30.711
N130 G00 Z5
Ten działa (przejście na raz):
N10 T1 M6
N20 S500 M13
N30 G39 L0 R0
N40 G0 X0 Y0 Z50
N50 X2 Y-20 Z5
N60 G41
N70 Z-31
N80 G1 X1.709 Y-0.709 F360
N90 Z-31
N100 X0 Y1 F150
N110 Y29
N120 X1.709 Y30.711
N130 G00 Z5






