



Czy ten skok jałowy pokrętła przy zmianie kierunku obracania musi być czy powinno się go kasować do zera? (mowa oczywiście o ręcznym posuwie wzdłużnym suportu)
posuw ręczny- korbką jest na listwie zębatej czy w ogóle to da się regulować ? (luz jest miedzy kołem zębatym a listwą)
gdyby były dwie listwy zębate równolegle przy sobie do jednego koła zębatego to oczywiście dało by się jedną przesunąć wzdłuż i skontrować koło zębate ale jak jest jedna ?
(automatyczny osobno na gwincie trapezowym... wiadomo bez luzu )
proszę o poradę kogoś bardziej doświadczonego dopiero się uczę, czy tak zawsze jest ?... Denerwuje mnie że podziałka przypada inaczej przy kręceniu przód a tył
Luz pokrętła ręcznego posuwu wzdłuż. przy zmianie kier


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
mniejszy czy większy luz zawsze będzie występował,Armstec pisze:Czy ten skok jałowy pokrętła przy zmianie kierunku obracania musi być czy powinno się go kasować do zera? (mowa oczywiście o ręcznym posuwie wzdłużnym suportu)

bo związane jest to z niezbędnym do pracy luzem międzyzębnym przekładni. Zwłaszcza w małych nieprodukcyjnych tokarkach. Dlatego podziałka na bębenku skali pokrętła ma zazwyczaj dość duże wartości działek (np 0,5mm) bo duzej dokładności w prostych jednostopniowych najczęściej konstrukcjach uzyskać się nie da(albo nie opłaca).
tu przykład modyfikacji
http://www.modelengineeringwebsite.com/ ... eel_2.html
http://www.model-engineer.co.uk/forums/ ... =55316&p=2
Przy tym konstruktorzy wychodzą z założenia, że dokładne niewielkie przesunięcie (z dokładnością typowo 0,02mm) w osi wzdłużnej można uzyskać za pomocą przesuwu sanek narzędziowych np po zabazowaniu suportu na zderzaku.
Oczywiście z naszego punktu widzenia wartość tego luzu (na pokretle przesuwu wzdłużnego suportu) powinna być jak najmniejsza, ale jak zminimalizować luzy międzyzębne?
Można to uzyskać np za pomocą osadzenia osi niektórych kół zębatych w momośrodowych tulejach łożyskowych,

które osadza się w roztoczonych otworach korpusu suportu, a poprzez ich obrót i zablokowanie wkrętem można uzyskać zmniejszenie odległości między osiami kół a zatem i zmniejszenie luzu międzyzębnego przekładni.


Armstec pisze:czy w ogóle to da się regulować ? (luz jest miedzy kołem zębatym a listwą)

można albo poprzez mimośrodowe łożysko wałka zdawczego zazębionego z listwą, albo poprzez zmianę położenia samej listwy:
- jeśli jest przykręcana do boku łoża śrubami,
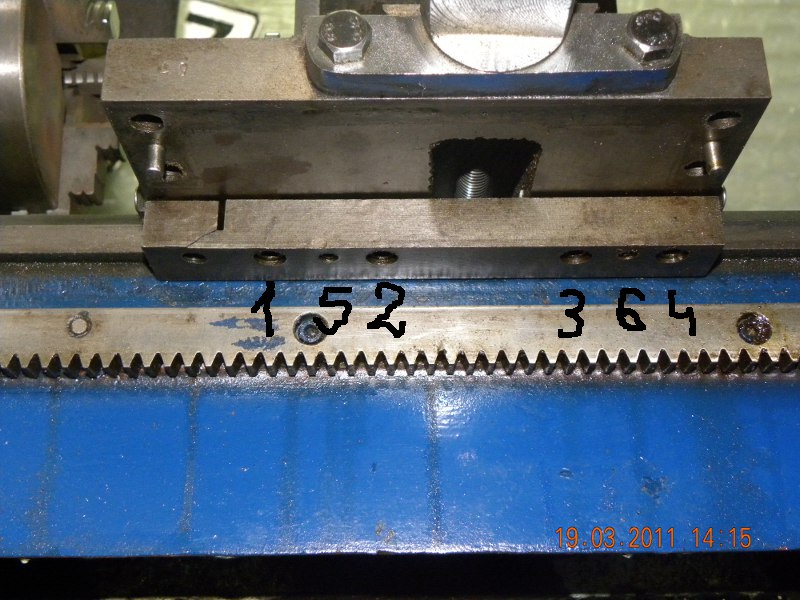
to przez popuszczenie (otwory pod śruby w listwie muszą mieć pewien luz) i przykręcenie w nowej pozycji (używając np listka papieru jako miernika luzu i dystansu między zębatką a listwą w czasie montażu). Kołki ustalające, jeśli są, to trzeba przenieść w inne miejsce lub usunąć.
- jeśli listwa jest przykręcana od dołu do rantu łoża(rzadsze rozwiązanie), to trzeba zastosować między nimi odp. grubości podkładki (cienka blaszka, folia met., papier, itd)
pozdrawiam,
Roman
Roman
-
Armstec
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
czytałem twoją odpowiedz po południu ale nie miałem czasu odpisać i podziękować
to wiele wyjaśnia już wiadomo że nie ma obawy ze ten luz jest celowo (w silnikach i skrzyniach biegów zawsze musi być lekki luz na przekładniach bo inaczej doszło szybko do uszkodzenia z powodu tarcia lub nawet syfu nie mówiąc o zmianie przełożeń) a tu tez jest lata sporo resztek metalu no i na auto-posuwie zapięte są oba napędy które mniej lub bardziej mogą się nie synchronizować... zawsze lepiej się zapytać
Ale jak luzu ma nie być to postanowiłem jakoś to ogarnąć już mam rozebrany cały suport teraz będę właśnie ściągał mechanizm i zobaczę co da się zrobić akurat tak się składa że mam trochę różnych tulejek mimośrodowych (niestety same z mosiądzu i brązu z rożnych ploterów kser itp) ale pomysł mi się podoba do zrobienia w miarę prosto
zastanawiam się tez ewentualnie nad wymianą całej listwy i koła ( mam w domu ramie robotyczne IBM shark co w server-owni przekładało dyski twarde i stolik koordynacyjny carla-zeisa takie same proste rozwiązania tam są listwa i kolo zębate tylko listwy mają skośne zęby i są relatywnie do wielkości zęba dużo szersze
w jednym i drugim nie ma absolutnie najmniejszego luzu zęby dało się go odczuć czy zauważyć gołym okiem
to wiele wyjaśnia już wiadomo że nie ma obawy ze ten luz jest celowo (w silnikach i skrzyniach biegów zawsze musi być lekki luz na przekładniach bo inaczej doszło szybko do uszkodzenia z powodu tarcia lub nawet syfu nie mówiąc o zmianie przełożeń) a tu tez jest lata sporo resztek metalu no i na auto-posuwie zapięte są oba napędy które mniej lub bardziej mogą się nie synchronizować... zawsze lepiej się zapytać
Ale jak luzu ma nie być to postanowiłem jakoś to ogarnąć już mam rozebrany cały suport teraz będę właśnie ściągał mechanizm i zobaczę co da się zrobić akurat tak się składa że mam trochę różnych tulejek mimośrodowych (niestety same z mosiądzu i brązu z rożnych ploterów kser itp) ale pomysł mi się podoba do zrobienia w miarę prosto
zastanawiam się tez ewentualnie nad wymianą całej listwy i koła ( mam w domu ramie robotyczne IBM shark co w server-owni przekładało dyski twarde i stolik koordynacyjny carla-zeisa takie same proste rozwiązania tam są listwa i kolo zębate tylko listwy mają skośne zęby i są relatywnie do wielkości zęba dużo szersze
w jednym i drugim nie ma absolutnie najmniejszego luzu zęby dało się go odczuć czy zauważyć gołym okiem

-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
tylko tym samym wyginasz, zwłaszcza w skrajnych położeniach suportu, śrubę lub wałek pociągowy przy zamkniętym zamku, bo nie chodzi tu raczej o skasowanie 0,1-0,2mm luzu co można by przełknąć, ale nieraz spotykane dużo więcej.. Zresztą co da Ci kasacja niewielkiego na listwie, jak przekładnia pośrednia ma dużo większy?rc36 pisze:ub podnosząc dolny suport przez doskrobanie jego górnej części.
A poniżej materiał odnośnie tego co przedstawiłem wyżej o tulejkach mimośrodowych
http://www.tumlikovo.cz/set-odmerovani- ... truh-mn80/




http://www.kovonastroje.cz/out/media/in ... n80_02.doc
http://www.kovonastroje.cz/Nastroje-pro ... html?cur=1


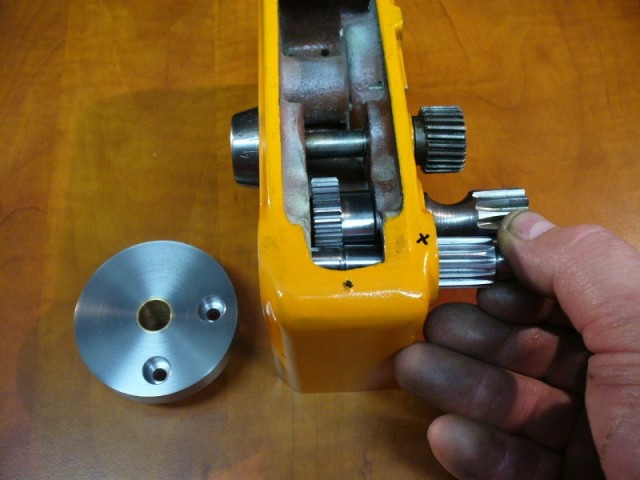
tu, jak widać po wystającej zębatce, też zostały dorobione nowe mimośrodowe tulejka tylna i korpus bębenka.
A przy okazji obok skasowania nadmiernego luzu można pokusić się o analogiczne powiększenie "czułości' skali, czyli powiększeniu jej obwodu(a zatem i średnicy), co automatycznie umożliwia podzielenie jaj na większą ilość działek podstawowych (odnośnie tej samej drogi suportu przy jednym pełnym obrocie pokrętła), co opisane było m/in tu https://www.cnc.info.pl/topics56/podzia ... t58416.htm
http://www.tumlikovo.cz/set-odmerovani- ... -rady-300/
http://www.c-n-c.cz/viewtopic.php?f=107&t=9237&start=15
porównanie
pozdrawiam,
Roman
Roman
-
Armstec
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
No muszę pochwalić rozwiązanie jakie zaproponowałeś z tymi tulejkami jest po prostu genialne banalnie proste a genialne (znałem ten patent z innych maszyn do ustawiania osiowości wałków ale nigdy by mi nie przyszło do głowy żeby to tutaj zrobić a to takie oczywiste)
wywaliłem fabryczne zwykłe tulejki łożyskujące i wstawiłem po prostu identyczne tylko z otworem wewnętrznym 3mm odchyłki od osi (całe stalowe) na obu wałkach tak samo i jest full regulacja ( pierw wałek drugi ustawiłem do listwy ciasno i zablokowałem jego tuleje , po czym ustawiłem tulejkę walka wstępnego by ciasno spasować przekładnie miedzy walkami i zablokowałem i finito)
efekt zero luzu widocznego gołym okiem , czuć że przekładnie są cały czas zapięte choć na czujniku na pewno coś by było bo wydaje mi się że same zęby nie mają doskonalej geometrii
ale na podziałce nie widać zupełnie najmniejszego luzu. O dziwo samo kręcenie kołem mimo ciasnego spasowania jest o wiele bardziej lekkie i płynne niż było wcześniej
A i mega bonus do tego jest taki że w przyszłości będzie można kasować wielokrotnie luz kiedy najdzie ochota i bez żadnych ceregieli tylko okręcając tulejki
Zaraz zabieram się za wiertarkę stołową zrobię dokładnie to samo z zębatką od wysuwu pinoli
dzięki wielkie za pomysł pomogłeś 200%
wywaliłem fabryczne zwykłe tulejki łożyskujące i wstawiłem po prostu identyczne tylko z otworem wewnętrznym 3mm odchyłki od osi (całe stalowe) na obu wałkach tak samo i jest full regulacja ( pierw wałek drugi ustawiłem do listwy ciasno i zablokowałem jego tuleje , po czym ustawiłem tulejkę walka wstępnego by ciasno spasować przekładnie miedzy walkami i zablokowałem i finito)
efekt zero luzu widocznego gołym okiem , czuć że przekładnie są cały czas zapięte choć na czujniku na pewno coś by było bo wydaje mi się że same zęby nie mają doskonalej geometrii
ale na podziałce nie widać zupełnie najmniejszego luzu. O dziwo samo kręcenie kołem mimo ciasnego spasowania jest o wiele bardziej lekkie i płynne niż było wcześniej
A i mega bonus do tego jest taki że w przyszłości będzie można kasować wielokrotnie luz kiedy najdzie ochota i bez żadnych ceregieli tylko okręcając tulejki
Zaraz zabieram się za wiertarkę stołową zrobię dokładnie to samo z zębatką od wysuwu pinoli
dzięki wielkie za pomysł pomogłeś 200%
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Właśnie to jest dobre, ze kasować można luz wielokrotnie w razie zużycia czy rozstrojenia. Pomysł ten w zastosowaniu do przekładni suportu przyszedł mi kiedyś do głowy (choć na pewno nie byłem jego autorem) na wzór zastosowanego w kasowaniu luzu ślimak-ślimacznica w podzielnicach.

Potem zacząłem szukać informacji i z nalazłem takie zastosowanie u braci Czechów..
Ale najważniejsze, że jest w zasadzie proste do wykonania i... działa.
Potem zacząłem szukać informacji i z nalazłem takie zastosowanie u braci Czechów..
Ale najważniejsze, że jest w zasadzie proste do wykonania i... działa.
z pewnością parę setek się znajdzie, bo jednak jakiś luz do ruchu jest potrzebnyArmstec pisze:czuć że przekładnie są cały czas zapięte choć na czujniku na pewno coś by było bo wydaje mi się że same zęby nie mają doskonalej geometrii
pozdrawiam,
Roman
Roman
-
Armstec
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
jak by ktoś również początkujący zastanawiał się jak dokładnie podmienić zwykle tulejki łożyskujące na mimośrodowe (czyli z możliwością regulacji)...
mierzymy fi zewnętrzne fabrycznych tulejek i dotaczamy kawałek pręta , walka do identycznej średnicy ( myślę ze w większości tokarek starczy 4-5cm długi, każdy znajdzie taki gdzieś walający się w szufladzie czy na podłodze) ale nie jakiś super hardy bo będzie ciężko robić
otrzymujemy wałek z odpowiednią średnica zew. ale zarazie nie odcinamy na dokładną długość. pierw wyjmujemy z uchwytu i wkładamy pod jedną ze szczęk blaszkę o grubości takiej jaką chcemy mieć odchylenie (bicie) mimośrodu (ja dałem 3mm ale każdy musi sobie sprawdzić ile chce unieść i dać z zapasem na korekty w przyszlosci)
Tutaj dokładnie chłopina pokazał filmik jak to zrobić: (ps gościu ma dużo ciekawych filmików dla początkujących warto obadać jego profil fajnie tłumaczy)
No i jak mamy w uchwycie zamocowany wałek to wiercimy otwór troszkę mniejszy niż wałek przekładni który ma w nim pracować... no i rozwiercamy rozwiertakiem do finalnej średnicy. dopiero teraz na długość odcinamy gotową tulejkę. wybijamy fabryczne wkładamy nowe i gotowe.. można po ustawieniu unieruchomić na slaby klej, można zrobić lock na śrubkę kto jak lubi (łatwizna aż milo... chyba trudniej było by zrobić wycentrowaną...)
mierzymy fi zewnętrzne fabrycznych tulejek i dotaczamy kawałek pręta , walka do identycznej średnicy ( myślę ze w większości tokarek starczy 4-5cm długi, każdy znajdzie taki gdzieś walający się w szufladzie czy na podłodze) ale nie jakiś super hardy bo będzie ciężko robić
otrzymujemy wałek z odpowiednią średnica zew. ale zarazie nie odcinamy na dokładną długość. pierw wyjmujemy z uchwytu i wkładamy pod jedną ze szczęk blaszkę o grubości takiej jaką chcemy mieć odchylenie (bicie) mimośrodu (ja dałem 3mm ale każdy musi sobie sprawdzić ile chce unieść i dać z zapasem na korekty w przyszlosci)
Tutaj dokładnie chłopina pokazał filmik jak to zrobić: (ps gościu ma dużo ciekawych filmików dla początkujących warto obadać jego profil fajnie tłumaczy)
No i jak mamy w uchwycie zamocowany wałek to wiercimy otwór troszkę mniejszy niż wałek przekładni który ma w nim pracować... no i rozwiercamy rozwiertakiem do finalnej średnicy. dopiero teraz na długość odcinamy gotową tulejkę. wybijamy fabryczne wkładamy nowe i gotowe.. można po ustawieniu unieruchomić na slaby klej, można zrobić lock na śrubkę kto jak lubi (łatwizna aż milo... chyba trudniej było by zrobić wycentrowaną...)






