




")
Nie wiem, jak masz skonfigurowaną maszynkę, nie wiem, czy bazowanie masz na krańcówkach - a od tego zależy, co dalej.
Najprawdopodobniej po prostu włączasz i wyłączasz LinuxCNC gdy osie nie są w pozycji home, zapisanej w configu. Po włączeniu program oczekuje, że one są fizycznie w pozycji home. Jak nie są, to właśnie daje komunikat o przekraczaniu limitów.
LinuxCNC problem z konfiguracją


-
daro19862
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 7
- Posty: 37
- Rejestracja: 18 lis 2011, 23:46
- Lokalizacja: Białystok
A co to jest jitter?W konfiguracji jako typ sterownika wybrałem:Inne ,a na dole mam wpisane:
-Czas trwania kroku:5000
-Odstęp kroku:5000
-Czas podtrzymania kierunku:20000
-Czas ustawienia kierunku:20000
Nie wiem czy są to dobre ustawienia dla mojego sterowniku.Sterownik silników jest zrobiony na TA8435H ze schematu od kolegi LEOO z forum,płyta główna sterowników to SSK-MB2.
[ Dodano: 2012-05-09, 00:33 ]
Da się jakoś zrobić żeby napis mi wszedł w pole robocze bo wyskakuje że przekracza zakres osi Y?
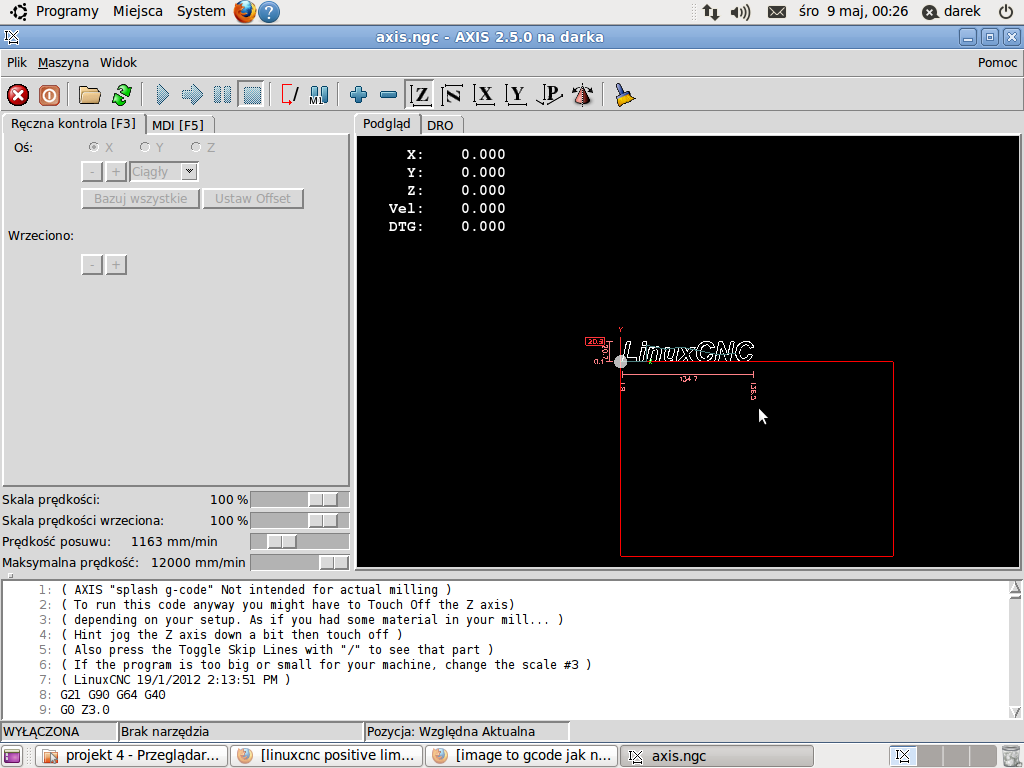
Pole robocze maszyny dla osi X to 0 do 280mm Y to 0 do -200 bazowanie na HOME
I akurat ten napis linuxCNC da się ustawić offset,ustawiam offset na os Y wpisuję 100 i obrazek już się mieści w polu roboczym i wypalam go dokładnie w tym miejscu co jest na podglądzie.Natomiast przy konwersji programem "Image to G-code" obrazek też nie mieści się w polu roboczym,więc robię tak jak z napisem LinuxCNC ustawiam offset dla osi Y na 100 i obrazek wchodzi w pole robocze z tym że nie da się go wypalić wyskakuje mi "Linear move on line 10 would exceed joint 1's positive limit" i maszyna się zatrzymuję.Pomoże ktoś?
@edit
Rozwiązałem problem z Offsetami program "Image to g code' wstawiał mi kod G92 po skasowaniu tego kodu offsety działają normalnie.
-Czas trwania kroku:5000
-Odstęp kroku:5000
-Czas podtrzymania kierunku:20000
-Czas ustawienia kierunku:20000
Nie wiem czy są to dobre ustawienia dla mojego sterowniku.Sterownik silników jest zrobiony na TA8435H ze schematu od kolegi LEOO z forum,płyta główna sterowników to SSK-MB2.
[ Dodano: 2012-05-09, 00:33 ]
Da się jakoś zrobić żeby napis mi wszedł w pole robocze bo wyskakuje że przekracza zakres osi Y?
Pole robocze maszyny dla osi X to 0 do 280mm Y to 0 do -200 bazowanie na HOME
I akurat ten napis linuxCNC da się ustawić offset,ustawiam offset na os Y wpisuję 100 i obrazek już się mieści w polu roboczym i wypalam go dokładnie w tym miejscu co jest na podglądzie.Natomiast przy konwersji programem "Image to G-code" obrazek też nie mieści się w polu roboczym,więc robię tak jak z napisem LinuxCNC ustawiam offset dla osi Y na 100 i obrazek wchodzi w pole robocze z tym że nie da się go wypalić wyskakuje mi "Linear move on line 10 would exceed joint 1's positive limit" i maszyna się zatrzymuję.Pomoże ktoś?
@edit
Rozwiązałem problem z Offsetami program "Image to g code' wstawiał mi kod G92 po skasowaniu tego kodu offsety działają normalnie.






