



")
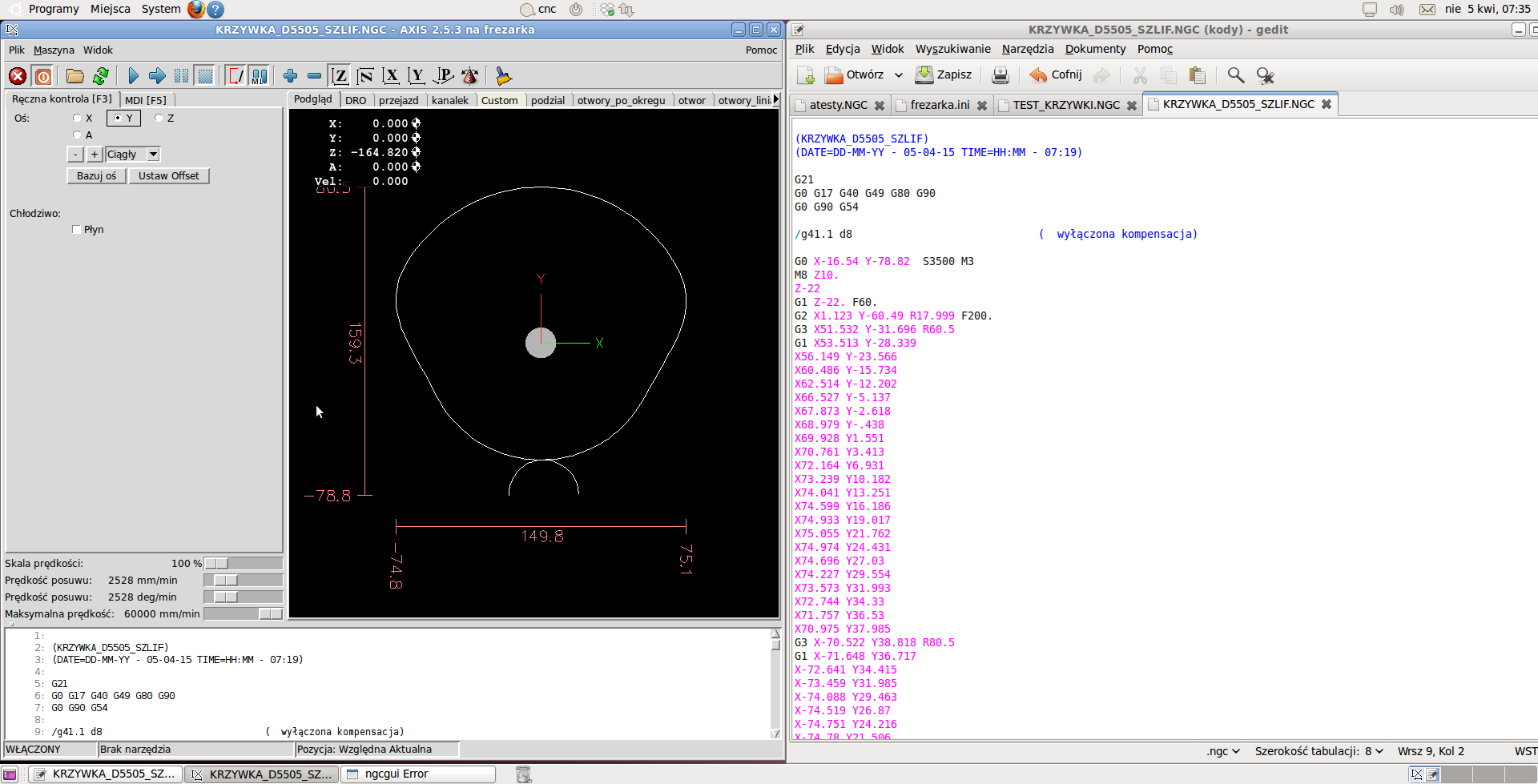
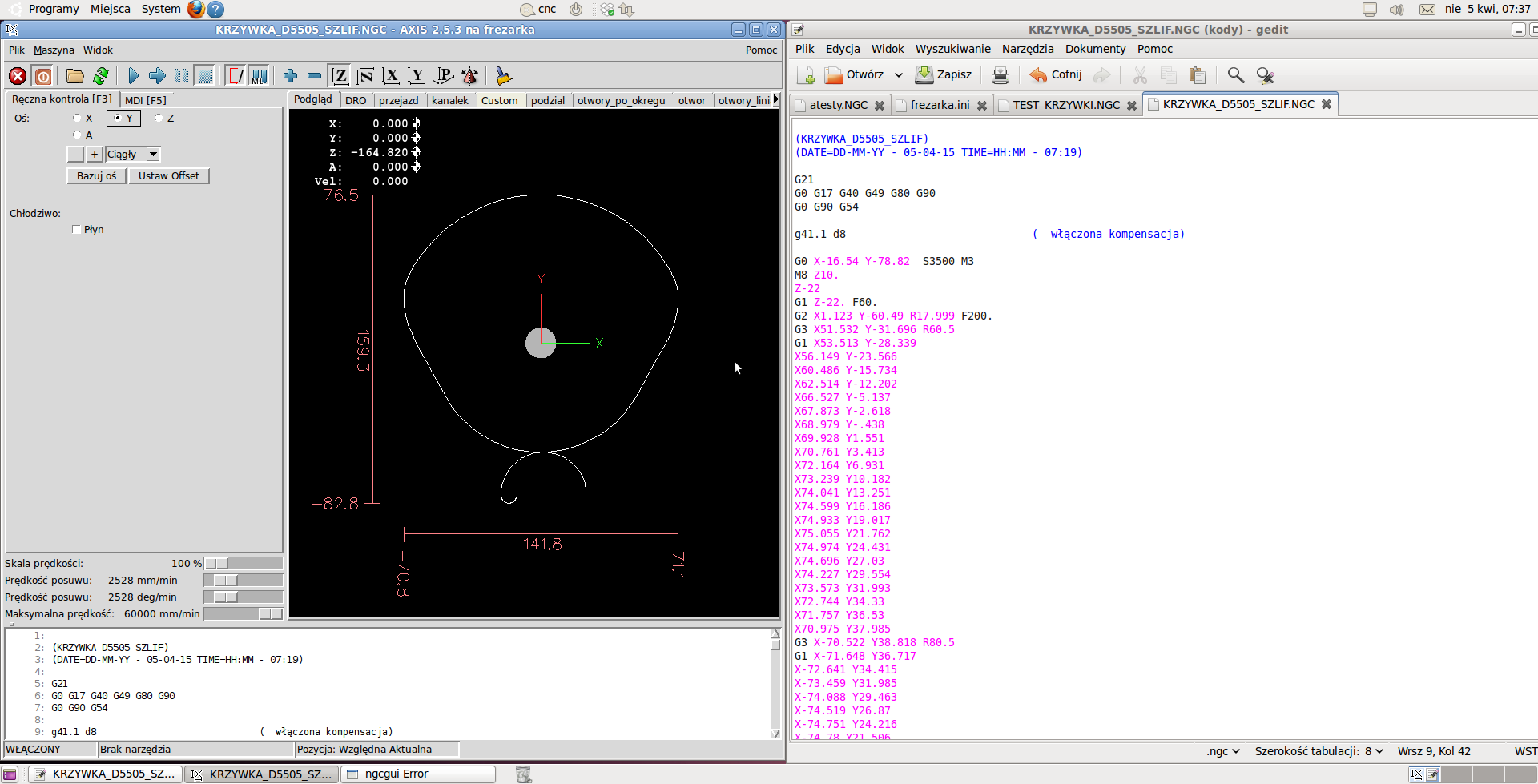
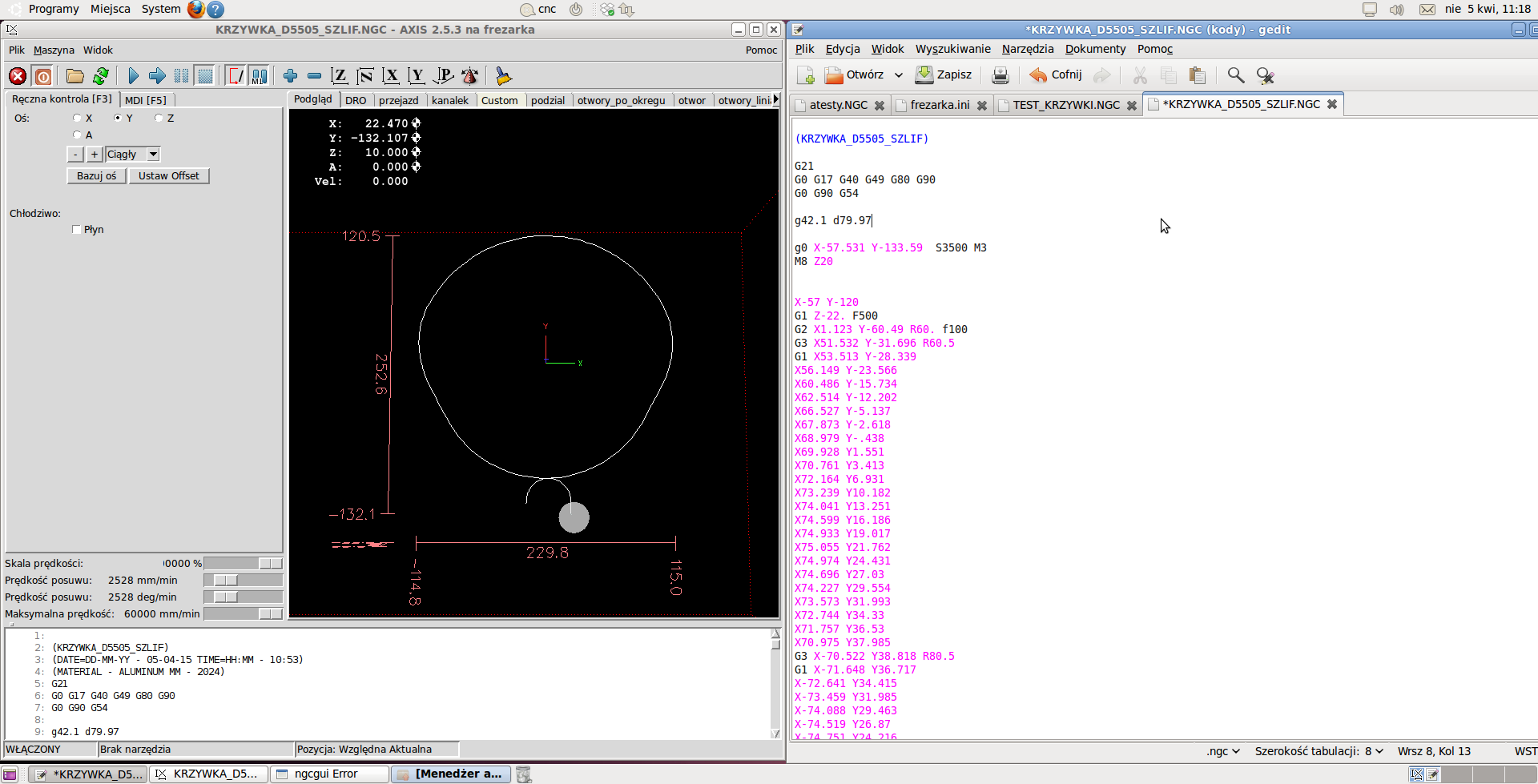
Mam uniwersalny kod producenta na krzywkę. Wstawiając kompensacje średnicy narzedzia, generuje mi dziwną ścieżkę na wejściu. Przy malej średnicy to nie problem ale potrzebuję kontur oblecieć ø80 i rzuca błędem. Powie ktoś skąd się toto bierze i jak się pozbyć ?


")





")






