



")
Maszyna to frezarka Denford Triac, po wymianie sterowania na LinuxCNC.
Prawie już działa, no tylko te nieszczęsne krańcówki. Oryginalnie maszynka posiada po dwie ("klikające") na każdą oś i te są podłączone. Są jeszcze po jednej na oś, wyglądają jak zbliżeniowe ale tak nie pracują, kolega ma sprawdzić co to za ustrojstwo i jak je podłączyć ewentualnie.
Problem jest w tym że jeszcze nie kumam na tyle dobrze Linux'aCNC, powiem nawet że wogóle go jeszcze nie rozumiem, ale to niebawem mam nadzieję się zmieni.
Na teraz potrzebuję Waszej pomocy!!!
Co jak i gdzie ustawić? Czytałem tą stronę http://linuxcnc.org/docs/html/config/ini-homing.html ale mój angielski raczej nie nadąża za tym poziomem.
Maszyna jeździ gdzie chce, próbowałem różnych kombinacji i nic.
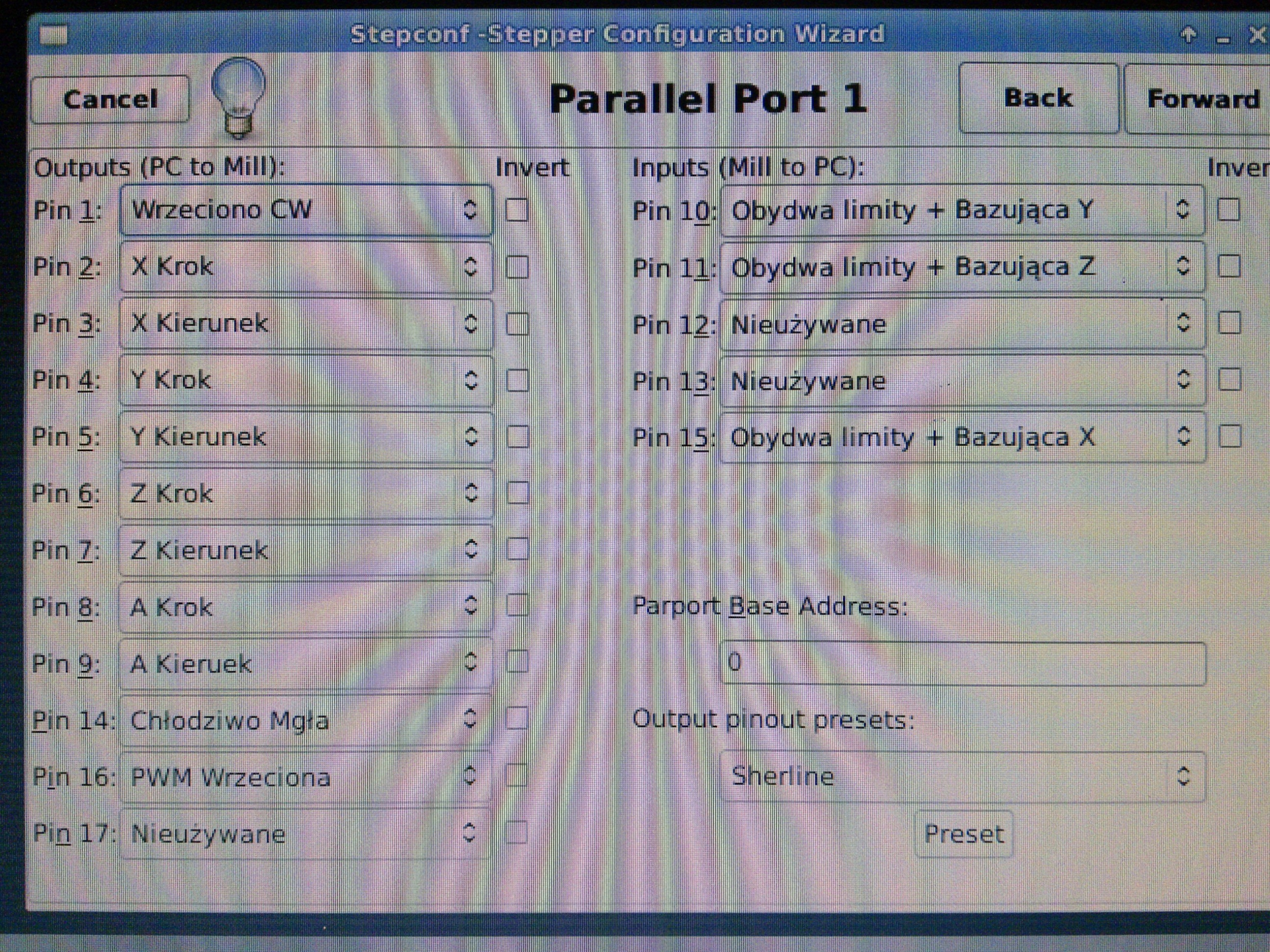
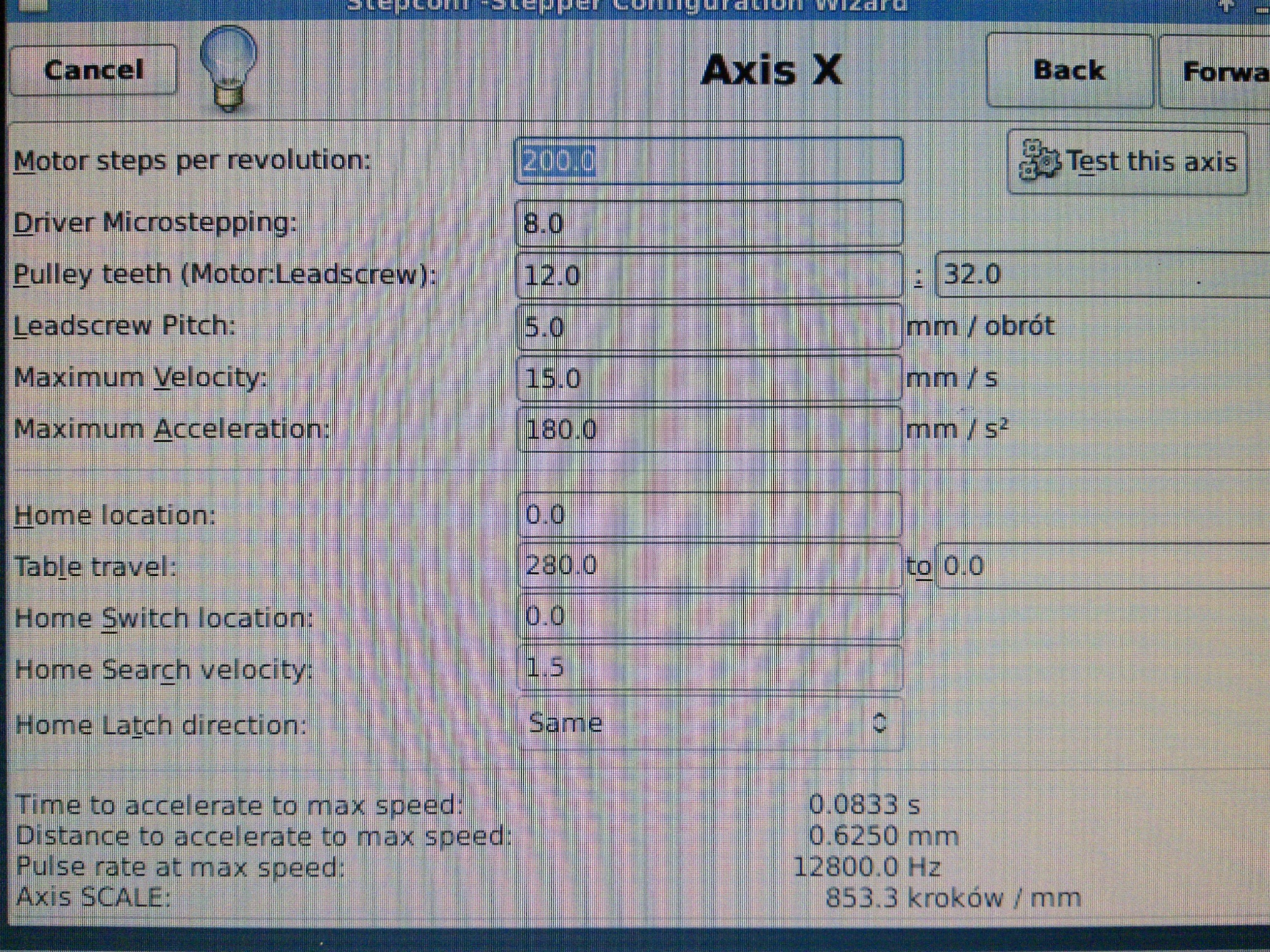
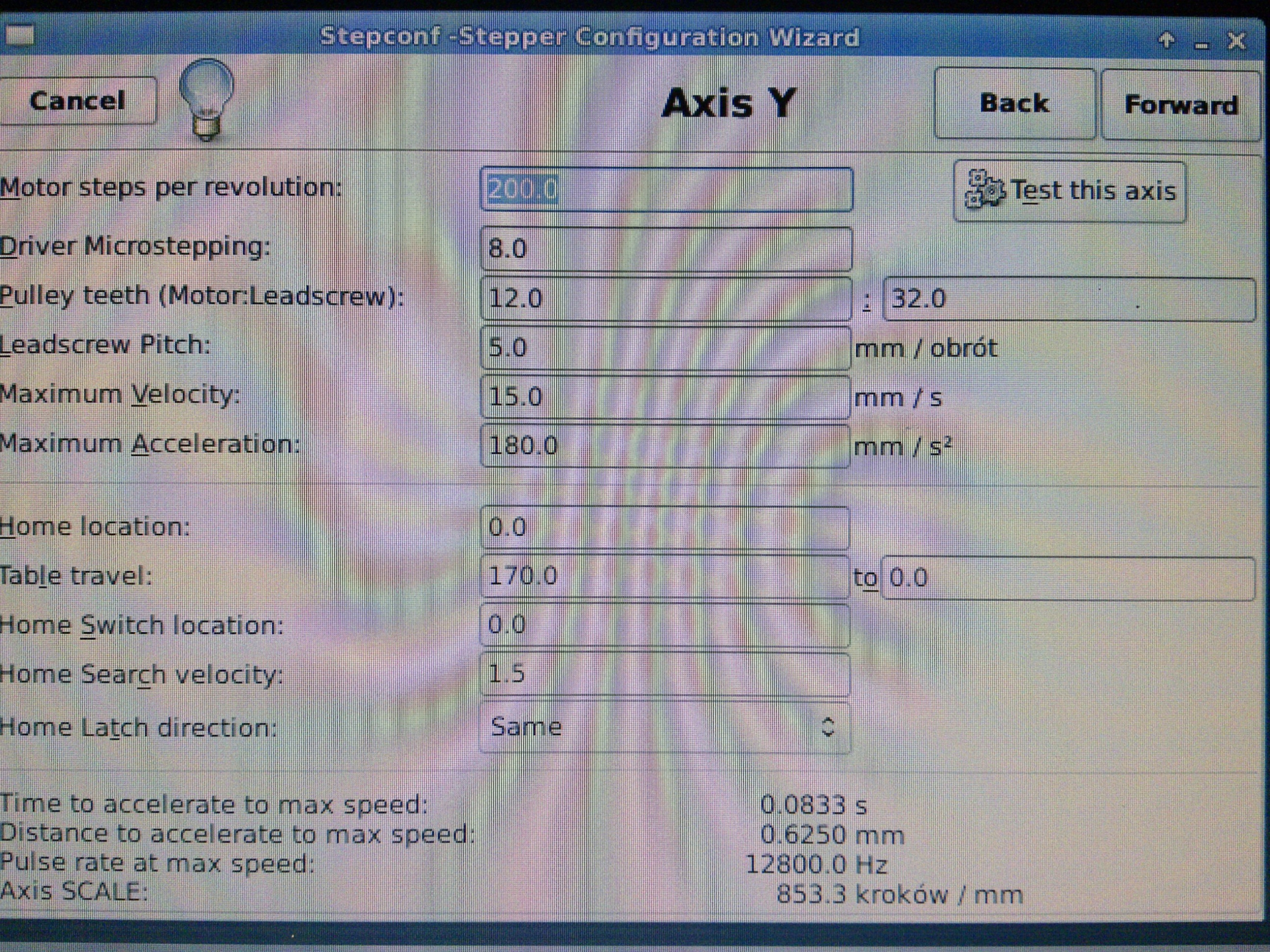
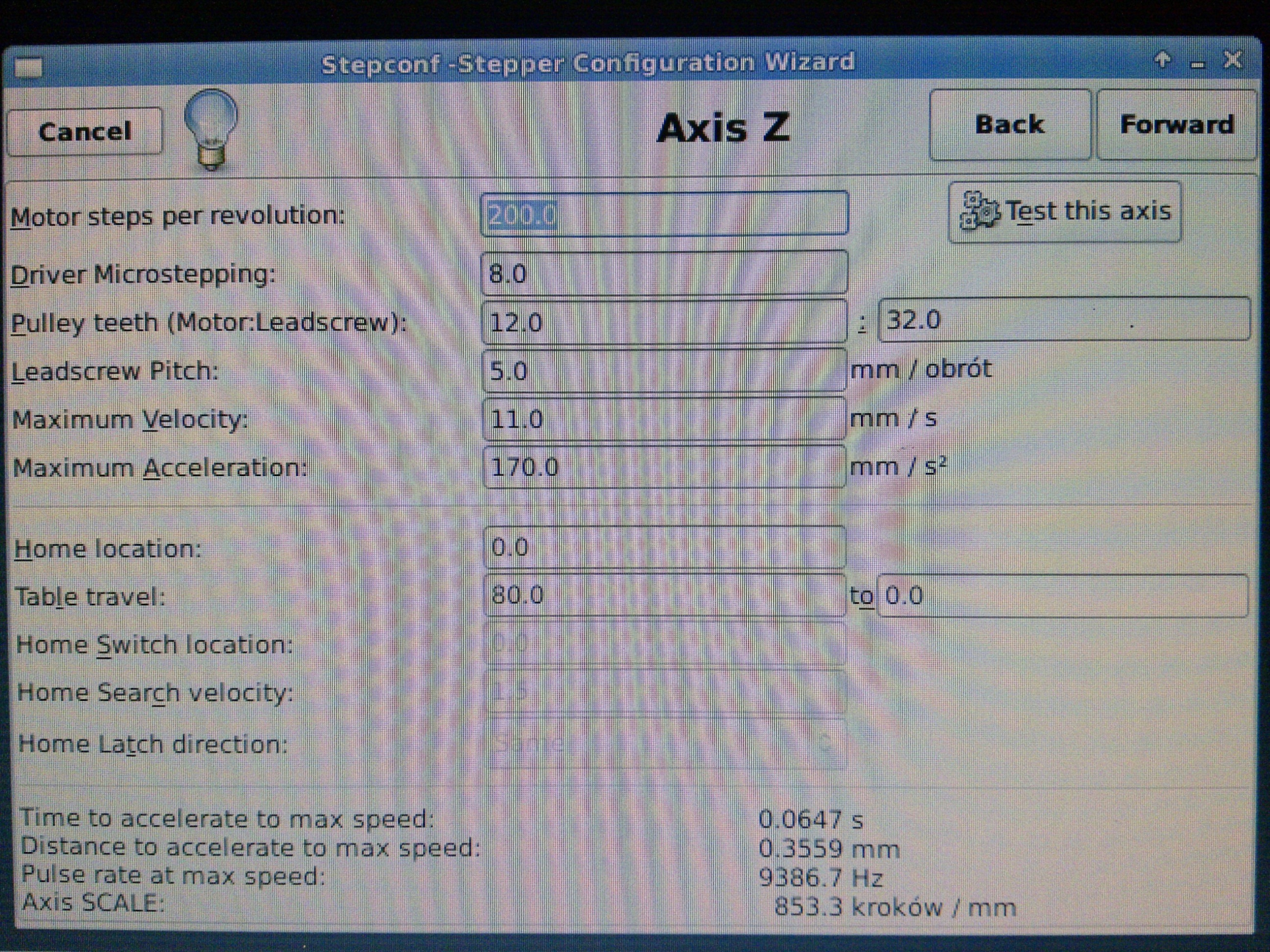
Zapodaję kilka obrazków co tam mam teraz ustawione.
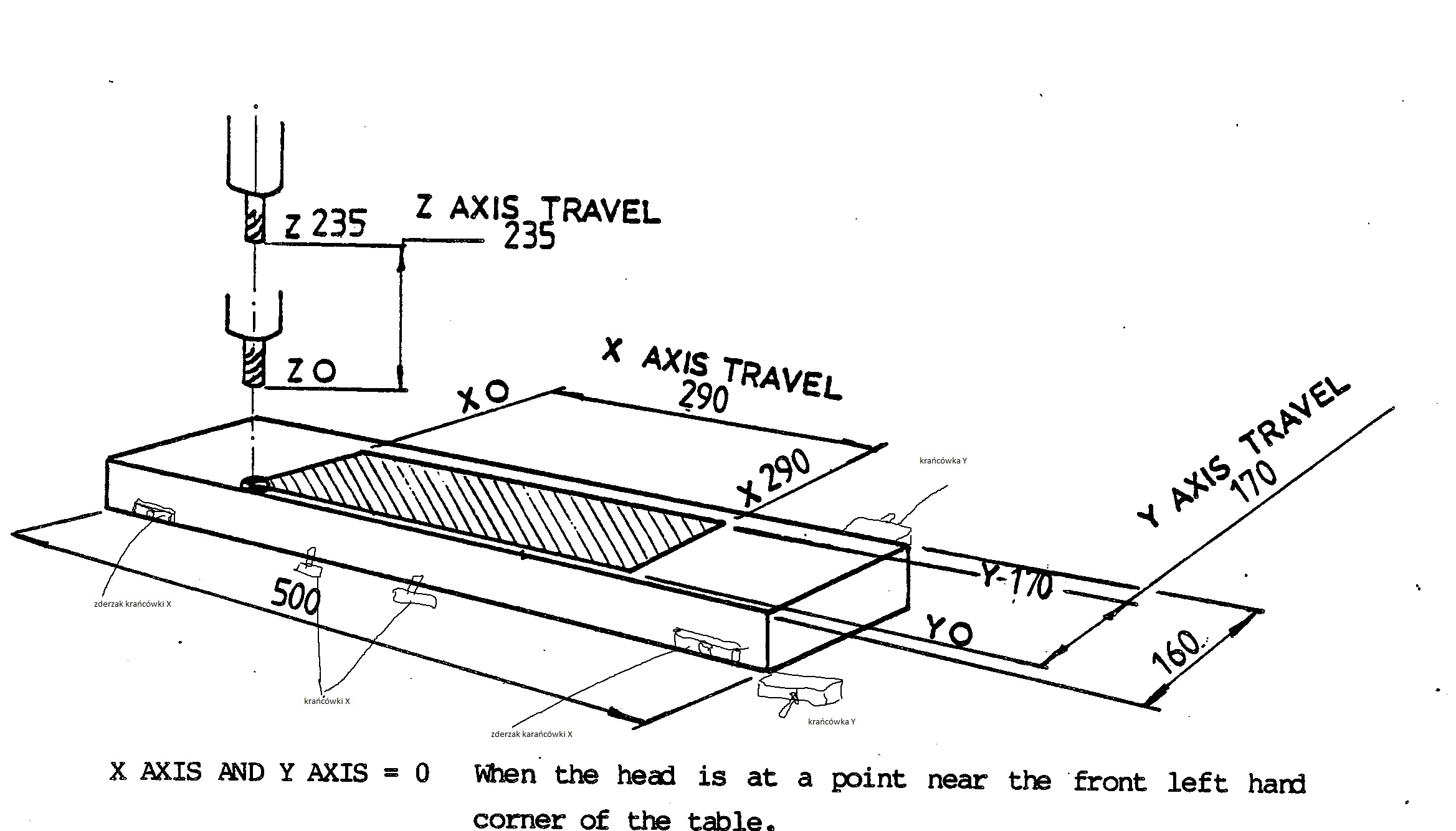
Na pierwszej fotce zakres pola roboczego w/g oryginalnej instrukcji i dorysowałem gdzie są rozmieszczone krańcówki. W osi Z krańcówka na górze i dole, tylko ta dolna ma zderzak regulowany góra-dół, krańcówki osi Y są zamontowane na stałe na krańcach osi, od osi X dwie krańcówki po środku stołu i zderzak na krańcach osi.i



")
")







