



")
Spędziłem już trochę czasu nad tematem oznaczania chropowatości i dotąd nie mogę dojść do ostatecznych wniosków. W literaturze, np. w "Małym poradniku mechanika" wartości chropowatości są w tabelkach takich jak ta z neta:
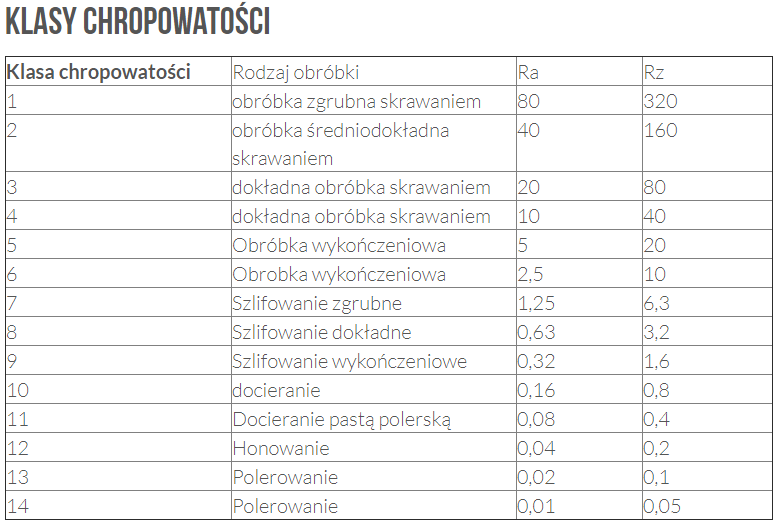
Jednak w większości rysunków wykonawczych ciągle spotyka się oznaczenia Ra 6,3, Ra 3,2, Ra 1,6, Ra 0,8. Nawet mnie tak uczyli na studiach ale jakoś nie drążyłem tematu. Więc jak to jest? Czy pisząc "Ra 6,3" konstruktor nie wie co pisze i ma na myśli Rz 6,3 (czyli 7 klasa chropowatości), czy jest to poprostu skrót aby pominąć 0 i przecinek (czyli rysunkowe "Ra 6,3" oznacza tak naprawdę Ra 0,63; Ra 3,2 to literaturowe Ra 0,32)?


")
")
")






