



Jak rozpoznac stozek wrzeciona?
-
 maz
maz
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 894
- Rejestracja: 20 cze 2007, 22:55
- Lokalizacja: Blachownia
- Kontakt:
Jak rozpoznac stozek wrzeciona?
Witam, zakupilem niedawno frezarke manualna TOS FN25, nie mam DTRki, szukalem na necie opisu do tej maszyny, ale w wynikach pokazuja sie rozne opisy i rozne fotki, nie koniecznie te same maszyny. Ma ktos jakis sposob jak sie dowiedziec jakiego typu jest stozek? Mam do niej kilka tulejek, ale nie sa to trzpienie.
Kazde parametry sa idealne, czasami tylko narzedzia sa malo wytrzymale 
Kazdy wymiar da sie osiagnac, czasami wystaczy docisnac mocniej urzadzenie pomiarowe
Kazdy wymiar da sie osiagnac, czasami wystaczy docisnac mocniej urzadzenie pomiarowe
Tagi:




-
gaski
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 315
- Rejestracja: 30 paź 2007, 16:25
- Lokalizacja: łódzkie
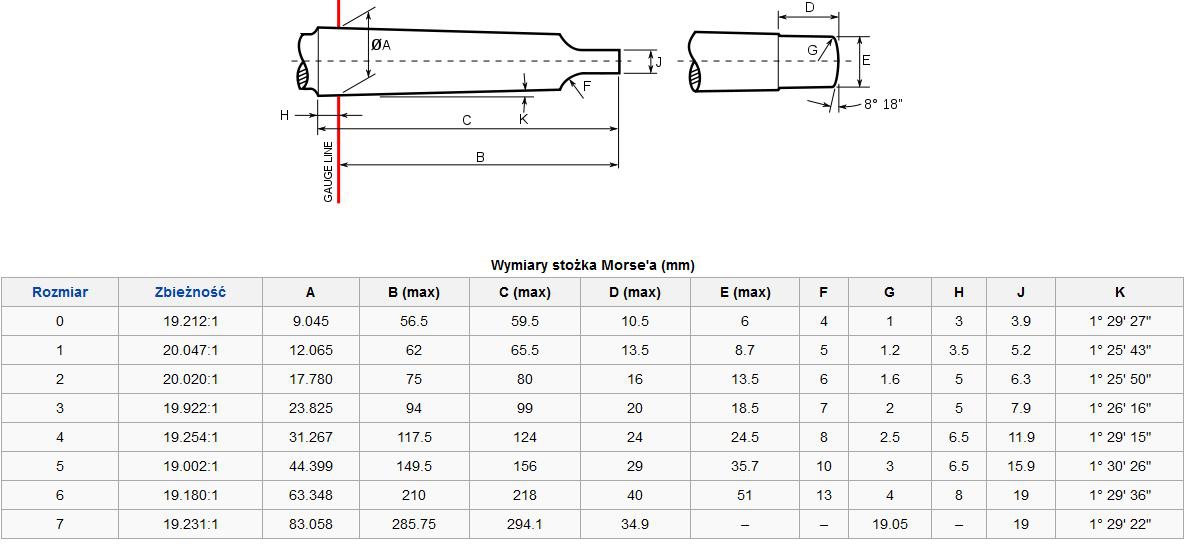
we wrzecuinach frezark stosuje się gniazda ze stożkiem ametykańskim, ze względu na łatwość wymiany narzędzia (trzpień nie zakleszcza się). tylko we frezarkach narzędziowych stosuje się gniazda ze stożkiem Morsa. trzpień lub frez wyciska się specjalnie zamocowaną śrubą dociskową.
cytsat z kol, DZIKUS z 2007 roku:
stozek morse'a jest samohamowny czyli przenosi moment obrotowy prze samo tarcie miedzy powierzchniami stozkowymi narzedzia i wrzeciona/tuleji redukcyjnej
stozek 7:24 zwany rowniez stozkiem amerykanskim nie jest samohamowny i do przenoszenia momentu obrotowego potrzebne sa zabieraki na czole wrzeciona. najpopularniejsze wielkosci to 40 i 50, w ploterach frezujacyh czesto spotyka sie rozmiar 30.
stozki tego typu moga byc sciagne w rozny sposob, sruba lub jednym z dwoch podstawowych typow grzybkow
cytsat z kol, DZIKUS z 2007 roku:
stozek morse'a jest samohamowny czyli przenosi moment obrotowy prze samo tarcie miedzy powierzchniami stozkowymi narzedzia i wrzeciona/tuleji redukcyjnej
stozek 7:24 zwany rowniez stozkiem amerykanskim nie jest samohamowny i do przenoszenia momentu obrotowego potrzebne sa zabieraki na czole wrzeciona. najpopularniejsze wielkosci to 40 i 50, w ploterach frezujacyh czesto spotyka sie rozmiar 30.
stozki tego typu moga byc sciagne w rozny sposob, sruba lub jednym z dwoch podstawowych typow grzybkow
-
jacek-1210
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Czy jest jakiś fachowy patent na zakładanie stożka MK4 z płetwą ? Do tej pory robię tak, że kładę na stół jakieś drewno, lewą ręką wkładam uchwyt wiertarski ze stożkiem do gniazda, a prawą łapię za wajhę i napieprzam kilka razy pinolą z uchwytem w to drewienko. Nie jest to chyba tak do końca zdrowe dla uchwytu, w dodatku mam zamiar kupić głowicę gwintującą na stożku i boję się że takie dzwony nie wyjdą jej na zdrowie ?
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Stożek Morse'a jest samozakleszczajacy pod warunkiem, że i chwyt i gniazdo mają właściwą powierzchnię i kąt.
Jeśli jednak gniazdo lub chwyt są porysowane, pozbijane (często chwyty wierteł maja zbicia, a przez to i "górki" na powierzchni), wyrobione czy zatarte, bo na przykład parę razy obróciło, to trzymać niestety nie będzie.
Jeśli uszkodzenia powierzchni są małe, ale i tak potrafi obrócić narzędzie w gnieździe (te bez płetwy, albo gniazdo przelotowe), albo nie trzyma, to starym sposobem można spróbować z posmarowaniem powierzchni chwytu zwykłą kredą szkolną W wielu wypadkach to pomaga.
W wielu wypadkach to pomaga.
trzeba sobie jednak zdać sprawę, że chwyty z płetwą, albo te niedociągane szpilką do gniazda nie utrzymają narzędzia w gnieździe przy obróbce w której powstają duże drgania i siły promieniowe działające na narzędzie, przykładowo próba frezowania bezpośrednio frezem palcowym z chwytem Morse'a lub pośrednio w oprawce z takim chwytem w wiertarce.
Jak już kiedyś w innym poście napisałem, tak się dzieje, bo na narzędzie działa dużo mniejsza lub wcale, siła osiowa skierowana do wrzeciona, a dużo większe siły promieniowe i skrośne (np uderzanie poszczególnych zębów frezu w materiał).
Kształt samego narzędzia (np frezu) tez ma na to wpływ

w porównaniu siły działające na wiertło (i składowa osiowa Ff sił skrawania, utrzymująca chwyt w gnieździe)
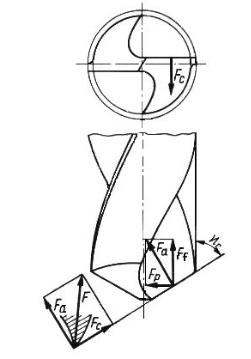
na poniższych diagramach doskonale widać jak działają siły promieniowe od części roboczej frezu na końcówkę chwytu (dociągniętego śrubą do gniazda).
Dlatego płetwa lub niedociągany chwyt przy drganiach i silach promieniowych większych jak osiowe (z wektorem do gniazda), prędzej czy później wypadnie.



Reasumując jeśli powierzchnia gniazda jest uszkodzona to jedynie szlif hartowanego albo poprawienie rozwiertakiem miękkiego lub mniej twardego gniazda da zadowalające efekty.
A co jeśli nie mamy wyboru i musimy np frezować we wrzecionie z gniazdem bez dociągania?
To wtedy trzeba by kombinować dociąganie, jak tu o ile się da, ale to półśrodki nie zawsze gwarantujące sukces
https://www.cnc.info.pl/privmsg.htm?fol ... d&p=326021
https://www.cnc.info.pl/privmsg.htm?fol ... d&p=326152
Jeśli jednak gniazdo lub chwyt są porysowane, pozbijane (często chwyty wierteł maja zbicia, a przez to i "górki" na powierzchni), wyrobione czy zatarte, bo na przykład parę razy obróciło, to trzymać niestety nie będzie.
Jeśli uszkodzenia powierzchni są małe, ale i tak potrafi obrócić narzędzie w gnieździe (te bez płetwy, albo gniazdo przelotowe), albo nie trzyma, to starym sposobem można spróbować z posmarowaniem powierzchni chwytu zwykłą kredą szkolną
trzeba sobie jednak zdać sprawę, że chwyty z płetwą, albo te niedociągane szpilką do gniazda nie utrzymają narzędzia w gnieździe przy obróbce w której powstają duże drgania i siły promieniowe działające na narzędzie, przykładowo próba frezowania bezpośrednio frezem palcowym z chwytem Morse'a lub pośrednio w oprawce z takim chwytem w wiertarce.
Jak już kiedyś w innym poście napisałem, tak się dzieje, bo na narzędzie działa dużo mniejsza lub wcale, siła osiowa skierowana do wrzeciona, a dużo większe siły promieniowe i skrośne (np uderzanie poszczególnych zębów frezu w materiał).
Kształt samego narzędzia (np frezu) tez ma na to wpływ
w porównaniu siły działające na wiertło (i składowa osiowa Ff sił skrawania, utrzymująca chwyt w gnieździe)
na poniższych diagramach doskonale widać jak działają siły promieniowe od części roboczej frezu na końcówkę chwytu (dociągniętego śrubą do gniazda).
Dlatego płetwa lub niedociągany chwyt przy drganiach i silach promieniowych większych jak osiowe (z wektorem do gniazda), prędzej czy później wypadnie.
Reasumując jeśli powierzchnia gniazda jest uszkodzona to jedynie szlif hartowanego albo poprawienie rozwiertakiem miękkiego lub mniej twardego gniazda da zadowalające efekty.
A co jeśli nie mamy wyboru i musimy np frezować we wrzecionie z gniazdem bez dociągania?
To wtedy trzeba by kombinować dociąganie, jak tu o ile się da, ale to półśrodki nie zawsze gwarantujące sukces
https://www.cnc.info.pl/privmsg.htm?fol ... d&p=326021
https://www.cnc.info.pl/privmsg.htm?fol ... d&p=326152
pozdrawiam,
Roman
Roman
-
jacek-1210
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko






