



Witam
Po zmontowaniu maszynki CNC o wymiarach roboczych 100cm x 100cm, okazało się że maszyna gubi kroki, problem już zaczął się od płyty głównej SSK MB2 z której nie mogłęm uruchomić silników, płyta na część logiczną dawała napięcie 5V , a z LPT wychodziło 3.3V więc zmieniłem na 3.3V i zaczęło wszystko działać, lecz maszyna gubi kroki słychać również nie równą pracę silników, dodam że nie działa na pełnej mocy, silniki krokowe to FL86STH118-6004A oś Z i dwa FL110STH201-8004A oś X i Y, sterowniki SSK B06, zasilanie sterowników 54V 500W, spędziłem już przy tym wiele czasu i niestety nie mogę znaleźć przyczyny.
gubi kroki


-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow
B06 ma maksymalny prąd 6A, więc IMO jest za słaby do tych 8004A. Jaki program sterujący? Może jest to kwestia wyżyłowania silników?( proszę spróbować pracy przy mniejszych prędkościach i przyśpieszeniach). Pozostaje też kwestia mechaniki.
Programowanie sterowników PLC Fatek, Samkoon, Leadshine, HMI Weintek,Samkoon; budowa sterowników maszyn CNC, Mach3/Mach4; Automatyzacja;
www.steromat.pl
www.steromat.pl
-
zelud
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 5
- Posty: 18
- Rejestracja: 19 lip 2011, 19:36
- Lokalizacja: nowa dęba
wiem, że te sterowniki są trochę za słabe do tych silników, ale na tym silniku mniejszym jest ten sam problem, maszyna jest zbudowana z metalu, korpus osi z jest z aluminium, jej waga to jakieś 250kg, wałki prowadzące 40mm, śruby 24/5, program sterujący to Mach2, na małych prędkościach działa, ale to są bardzo małe prędkości, dodam jeszcze że przy sterowaniu z klawiatury idzie ładnie nawet na największych obrotach, zwróciłem uwagę że najczęściej gubi krok przy wyhamowywaniu.
[ Dodano: 2011-07-20, 09:39 ]
To jest ta maszyna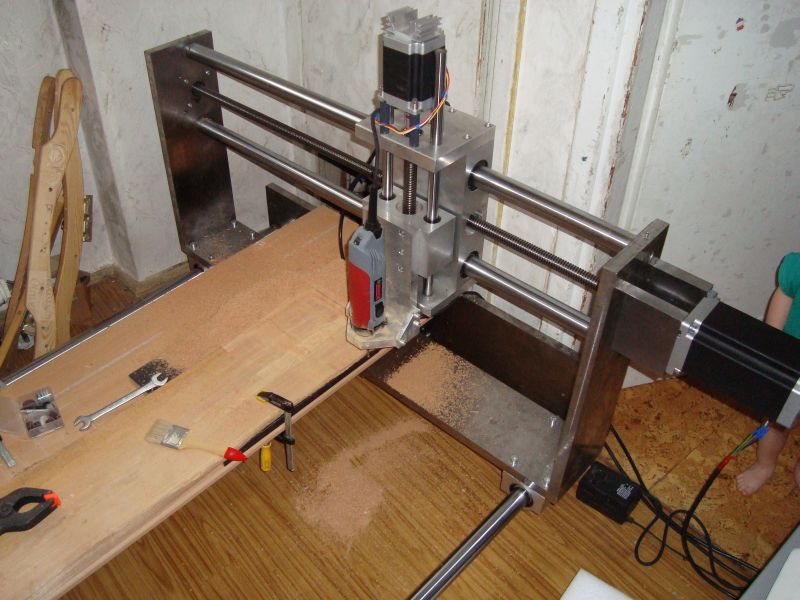
[ Dodano: 2011-07-20, 09:39 ]
To jest ta maszyna
-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
dla rozwijania wyższych prędkości konieczne jest wyższe napięcie zasilania...
napięcie na poziomie 300V pozwoli silnikom 110mm na uzyskiwanie rozsądnej moc (rozsądny moment sięgający obrotów 10-15obr/s)
dla silnika w rozmiarze 86mm napięcie na poziomie 60-70V jest rozsądne... choć silnik "z radością" zaakceptuje i drugie tyle...
przy napięciu 54V silnik 110mm kończy rozsądny moment przy ok. 1obr/sek ( a jego moc maksymalna jest podobna do silnika 86mm)
napięcie na poziomie 300V pozwoli silnikom 110mm na uzyskiwanie rozsądnej moc (rozsądny moment sięgający obrotów 10-15obr/s)
dla silnika w rozmiarze 86mm napięcie na poziomie 60-70V jest rozsądne... choć silnik "z radością" zaakceptuje i drugie tyle...
przy napięciu 54V silnik 110mm kończy rozsądny moment przy ok. 1obr/sek ( a jego moc maksymalna jest podobna do silnika 86mm)
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow
-
 gelo
gelo
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1050
- Rejestracja: 01 kwie 2006, 22:08
- Lokalizacja: Wroclaw
- Kontakt:
Mialem podobny problem i rozwiazaniem okazalo sie zamiana Mach2 na TurboCNC ( chodzi o wypelnienie syganlow). Ale poniewaz Mach2 bardziej mi sie podobal wiec wymienilem plyte glowna ( dziadowskie optoizolatory, ktore nie mogly sobie poradzic z sygnalami Mach, ale radzily sobie z syganalami TruboCNC).
Ostatecznie wyszlo tak: Mach2 + plyta glowna bez optoizolacji + komputer za 150zl ( jak go szlag trafi to strata bedzie niewielka )). Silniki 3Amp nie gubia krokow ( przy rozsadnych przyspieszeniach) mimo ze sa sterowane sterownikami 1,5Amp.
)). Silniki 3Amp nie gubia krokow ( przy rozsadnych przyspieszeniach) mimo ze sa sterowane sterownikami 1,5Amp.
Ostatecznie wyszlo tak: Mach2 + plyta glowna bez optoizolacji + komputer za 150zl ( jak go szlag trafi to strata bedzie niewielka
>>>>>>>>>> GELO <<<<<<<<<<
-
gelo
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1050
- Rejestracja: 01 kwie 2006, 22:08
- Lokalizacja: Wroclaw
- Kontakt:
Wczesniej mialem plyte glowna wedlug schematu Ottopa ( www.ottop.republika.pl)
Zrobilem sobie swoja. Wywalilem optoizolatory i po prostu dorobilem bezposrednie przejscie z LPT na zlacza srubowe. Tak jak pisalem wyzej - uzywam kompa za grosze wiec jak go spali to straty nie bedzie.
Oczywiscie w planach mam zastosowanie plyty z dobrymi optoizolatorami ( na pewno nie CNY bo wlasnie z nimi mialem problem). Zrob test z TurboCNC - wstaw takie same parametry jak dla Mach i zobacz czy bedzie gubilo kroki. U mnie byla zdecydowana roznica, a wczesniej szukalem przyczyny w sterownikach, czestotliwosciach.
Zrobilem sobie swoja. Wywalilem optoizolatory i po prostu dorobilem bezposrednie przejscie z LPT na zlacza srubowe. Tak jak pisalem wyzej - uzywam kompa za grosze wiec jak go spali to straty nie bedzie.
Oczywiscie w planach mam zastosowanie plyty z dobrymi optoizolatorami ( na pewno nie CNY bo wlasnie z nimi mialem problem). Zrob test z TurboCNC - wstaw takie same parametry jak dla Mach i zobacz czy bedzie gubilo kroki. U mnie byla zdecydowana roznica, a wczesniej szukalem przyczyny w sterownikach, czestotliwosciach.
>>>>>>>>>> GELO <<<<<<<<<<
-
zelrp
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 1
- Posty: 12
- Rejestracja: 15 wrz 2009, 12:05
- Lokalizacja: Bielsko Biała
FL110STH201-8004A nie da oczekiwanych efektów w tym zastosowaniu.
Trzeba go traktować jako silnik raczej do zastosowań niskoobrotowych (duży moment trzymający przy niezbyt dużym prądzie).
Przy indukcyjności uzwojeń 11mH jakiejś radykalnej poprawy można się spodziewać po
dołączeniu do sterownika zasilanego napięciem 150-200V.
Może się okazać, że np. silnik 12Nm 7,8A (około 5mH) i sterownik o takim samym prądzie będzie bardziej trafiony.
FL86STH118-6004A do przyjęcia ale przy zasilaniu sterownika 70-75V.
SSK-B06 są używane w ploterach z prędkościami dojazdowymi 25cm/s (śruby kulowe o skoku 10mm + silniki 4,6Nm 5,5A o indukcyjności uzwojeń tylko 3mH, napięcie zasilające sterowniki rzędu 60-64V).
Mach3 powinien wystarczyć dla uzyskania w miarę równych ciągów impulsów kroku.
Dołączenie wejść kroku i kierunku między wyjścia portu LPT a napięcie +3,3V jest oczywiście poprawne.
W takim wariancie okienka Active Low (aktywny stan niski) w programie przy sygnałach kroku ZAZNACZONE.
Druga opcja to włączenie pomiędzy wyjścia portu a masę komputera (CLK i GND według opisów na płytce) ale wtedy okienka Active Low NIE ZAZNACZONE.
Trzeba go traktować jako silnik raczej do zastosowań niskoobrotowych (duży moment trzymający przy niezbyt dużym prądzie).
Przy indukcyjności uzwojeń 11mH jakiejś radykalnej poprawy można się spodziewać po
dołączeniu do sterownika zasilanego napięciem 150-200V.
Może się okazać, że np. silnik 12Nm 7,8A (około 5mH) i sterownik o takim samym prądzie będzie bardziej trafiony.
FL86STH118-6004A do przyjęcia ale przy zasilaniu sterownika 70-75V.
SSK-B06 są używane w ploterach z prędkościami dojazdowymi 25cm/s (śruby kulowe o skoku 10mm + silniki 4,6Nm 5,5A o indukcyjności uzwojeń tylko 3mH, napięcie zasilające sterowniki rzędu 60-64V).
Mach3 powinien wystarczyć dla uzyskania w miarę równych ciągów impulsów kroku.
Dołączenie wejść kroku i kierunku między wyjścia portu LPT a napięcie +3,3V jest oczywiście poprawne.
W takim wariancie okienka Active Low (aktywny stan niski) w programie przy sygnałach kroku ZAZNACZONE.
Druga opcja to włączenie pomiędzy wyjścia portu a masę komputera (CLK i GND według opisów na płytce) ale wtedy okienka Active Low NIE ZAZNACZONE.
-
zelud
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 5
- Posty: 18
- Rejestracja: 19 lip 2011, 19:36
- Lokalizacja: nowa dęba
Próbowałem Mach3 niestety w wersji 500 linii więc trudno stwierdzić czy gubi kroki, silniki słychać że pracują płynniej, na Mach 2 słychać jakieś wibracje, będę na razie szukał jakiejś wersji kilku dniowej Mach3 w pełnej wersji jeśli taka jest.
Znalazłem program turbocnc ale nie za bardzo łapie o co tam chodzi.
Znalazłem program turbocnc ale nie za bardzo łapie o co tam chodzi.






