




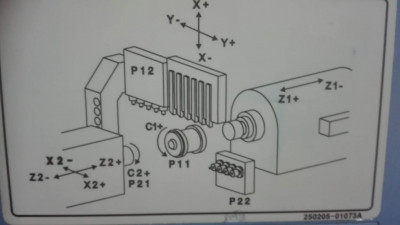
Wiem jest to pewnie banalny wątek, ale jednak poprosze o porade. maszyna to Doosan puma st32, szwajcarska tokarka z podajnikiem, mam problem z kompensacja naroza plytki. problem jest w tym ze w osi Z to material sie przemieszcza a nie narzedzie. narzedzie zaglebia sie w materiale na Z+. Osie podalem na zdjeciu
No wiec czy toczac zgrobnie damy standardowe g42 i nakładkę 3 czy 4.
Dzieki za pomoc


")
")






