A pisałeś, że umiesz pisać, tzn. programować

No dobra:
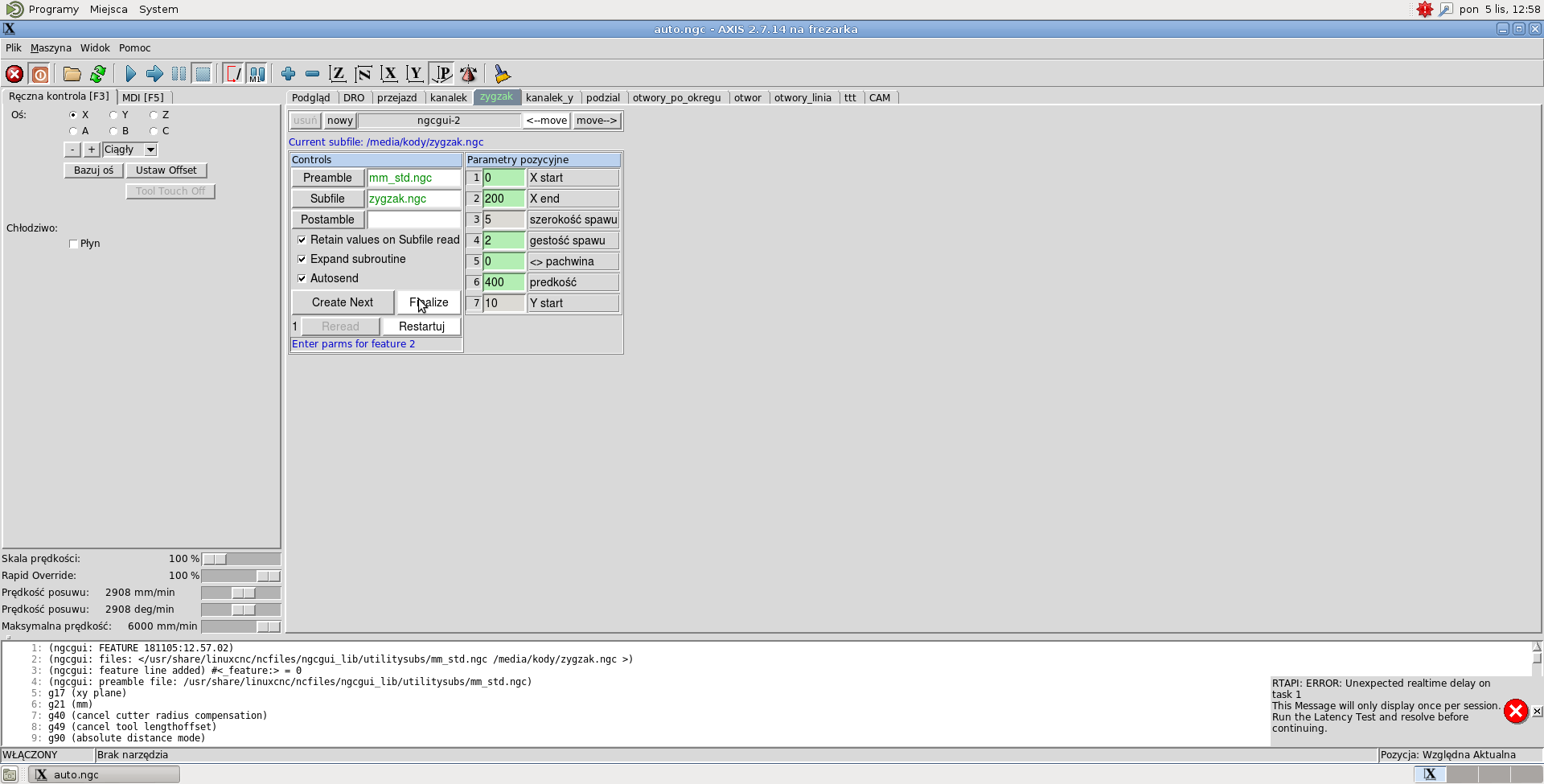
1 - to, co po "//" to komentarz. Czasem Mach krzyczy, że mu nie pasuje. Zamień albo na / komentarz/ albo REM komentarz. Albo i wywal.
2 - Zamiast "?" chyba wiadomo, co wpisać. W zasadzie tu #12 jest zbędne.
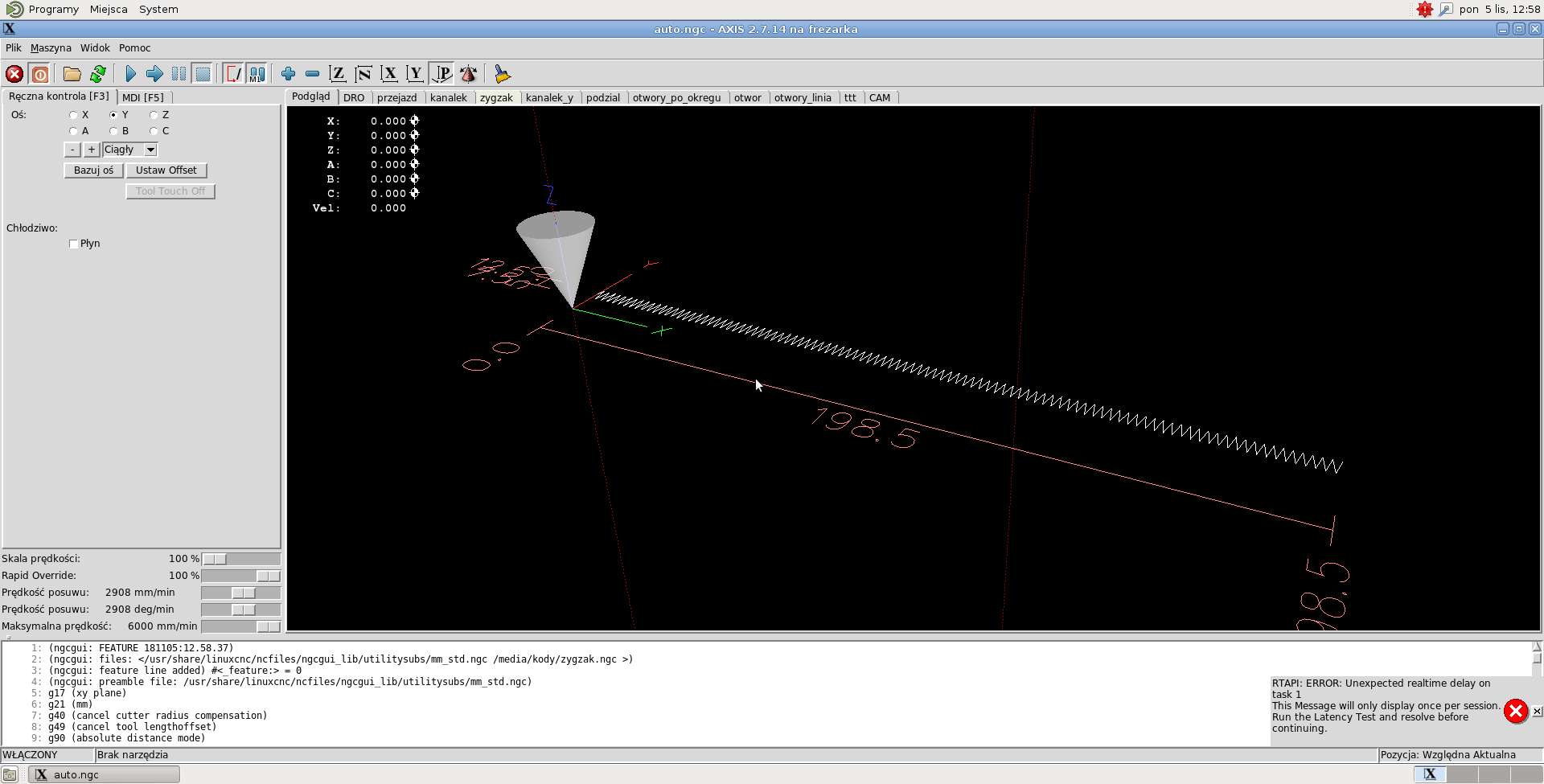
3 - powinno być tak, przykładowo:
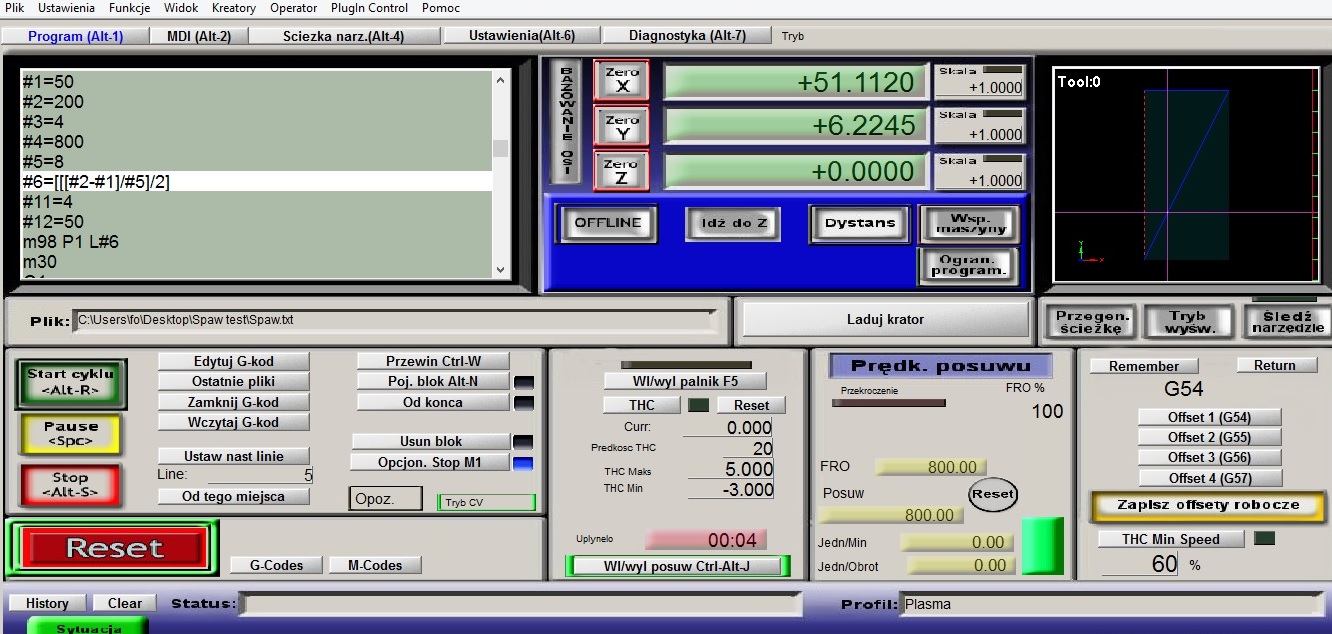
#1=0 // X start
#2=200 // X end
#3=2 // szer spawu
#4=200 // F
#5=2 // gęstość spawu
#6=[[[#2-#1]/#5]/2]
#11=0 // Y start
m98 P1 L#6
m30
O1
F#4
g0 x#1 y#11
g1 x[#1+#3] y[#11+#5]
g1 x#1 y[#11+#5]
m99
Ważne - po m99 koniecznie ENTER.
4 - "O1" to podprogram nr 1. Podprogramy zawsze oznaczamy literą O, tylko numerki sobie nadajemy.
Takie podprogramy zawsze umieszczamy na końcu, po m30. Można inaczej, ale teraz to nieistotne.
5 - wywołanie podprogramu to m98. P to nr wywoływanego, bo można mieć więcej, L to ilość powtórzeń. W tym przykładzie wylicza się sama
. Zamiast L#6 może być L200.
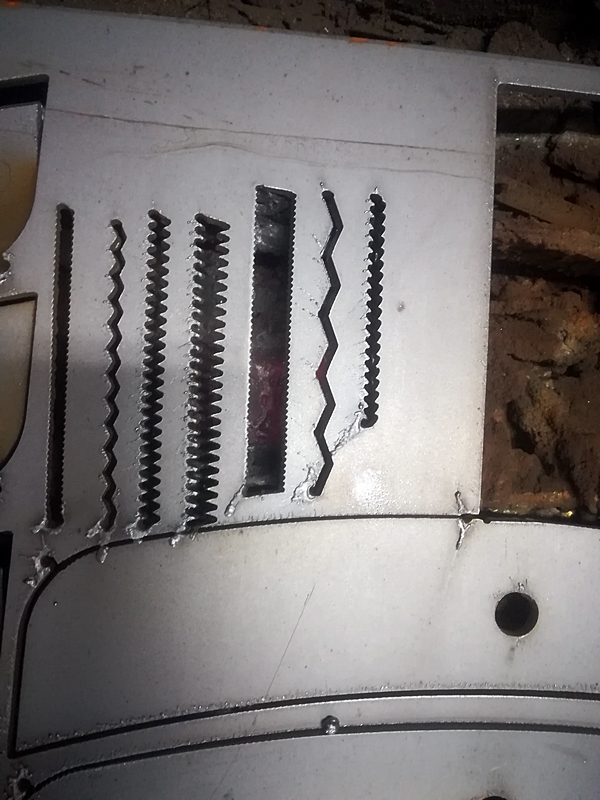
To tylko przykład na powtarzalne czynności, jak napisać krótko i zwięźle.
Do realnej pracy trzeba będzie uzupełnić o kilka rzeczy.
Poradzisz sobie.




")


")
")