



.
Frezowanie w walcu, na tokarce


-
qqaz
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Frezowanie w walcu, na tokarce
trochę konsekwencji proponuję.
1) Albo masz trzy osie, w tym Y, które skalowane są w mm. Czyli twoje Y100 jest liniowe.
2) Albo masz tokarkę z liniowymi XZ a Y jest osią obrotową ( bo w Machu tak można gdy tak zaptaszczysz) i faktycznie kręci w stopniach
1) 2 osie liniowe i obrotowa (pkt 2 powyżej)
Robisz rysunek płaski a w CAM nawijasz na Y i masz gotowy Gkod na Twoja tokarkę
Tylko w płaskim przeskaluj Y odpowiednio do obrabianej średnicy na której to nawijasz.
2) 3 osie liniowe (pkt 1 powyżej)
Robisz rysunek płaski i generujesz również płaski Gkod (tylko Z-ka bedzie wtedy jakoX)
W Machu tokarki wprowadzasz dla osi Y współczynnik z magiczną liczbą kubiczną (3,14) i właściwą wartością średnicy walca na której bedzie to frezowane.
Finito
Dodane 3 minuty 3 sekundy:
ten sposób nr 2 to wtedy gdy nie masz Cama który nawinie Ci rysunek na walec i wypluje Gkod z osią obrotową.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezowanie w walcu, na tokarce
Zapewne to nie jedyna sytuacja gdy w Machu można, ale się nie powinno, bo potem same z tego kłopoty...
Mamy w tym wątku już dwa na to dowody, pierwszy że prawie nikt nie wie o co chodzi z tą maszyną, a drugi że przy G2/G3 mnoży się milimetry przez stopnie i wychodzą cuda...
Znam jeszcze kilka powodów, ale nie chcę robić offtopicu.
Może jednak autor wątku powinien zacząć od wytłumaczenia właścicielowi maszyny, że nazwanie osi obrotowej "Y" jest kompletną głupotą i czym szybciej to zmieni, tym lepiej dla niego...
Natomiast co do samego problemu, to przy obecnych oznaczeniach osi i założeniu że wykonywane będą serie o tej samej średnicy (a tak zrozumiałem), to najprościej utworzyć osobne konfiguracje dla każdej używanej średnicy. I tak dla 300mm będzie to w Y 942 jednostki na obrót, zamiast 360 stopni. Wtedy powierzchnię walca ⌀300 można traktować jak płaszczyznę o wymiarze 942 mm w osi Y.
Totalna partyzantka, ale działać będzie.
-
grekot
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 10
- Posty: 19
- Rejestracja: 05 lis 2005, 19:47
- Lokalizacja: Gnojnik
Re: Frezowanie w walcu, na tokarce
Konfiguracja jest taka jak opisał qqaz w punkcie 2.
qqaz, odnośnie punktu 1, to nie wyobrażam sobie w jaki sposób oś obrotowa może być wyskalowana w milimetrach.
tuxcnc, co zmieni dla opisywanego problemu zmiana nazwy osi?
przygotowanie osobnej konfiguracji dla każdej z średnic walców jest jakimś rozwiązaniem, ale dosyć upierdliwym, o ile to ja byłbym operatorem tej maszyny to może pozwoliłbym sobie na takie rozwiązanie, ale w sytuacji gdy pracuje na niej ktos inny to widze w tym tylko mase kłopotów. Pozatym na tokarce wykonywane są również inne rodzaje obróbki.
A możecie się odnieść do mojego pomysłu z użyciem formuł w machu dla osi Y. Taką formułę mogę dynamicznie zmieniać z poziomu g-codu przy użyciu prostego makra.
qqaz, odnośnie punktu 1, to nie wyobrażam sobie w jaki sposób oś obrotowa może być wyskalowana w milimetrach.
tuxcnc, co zmieni dla opisywanego problemu zmiana nazwy osi?
przygotowanie osobnej konfiguracji dla każdej z średnic walców jest jakimś rozwiązaniem, ale dosyć upierdliwym, o ile to ja byłbym operatorem tej maszyny to może pozwoliłbym sobie na takie rozwiązanie, ale w sytuacji gdy pracuje na niej ktos inny to widze w tym tylko mase kłopotów. Pozatym na tokarce wykonywane są również inne rodzaje obróbki.
A możecie się odnieść do mojego pomysłu z użyciem formuł w machu dla osi Y. Taką formułę mogę dynamicznie zmieniać z poziomu g-codu przy użyciu prostego makra.
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 4727
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Frezowanie w walcu, na tokarce
Wystarczy proste makro, które to zrobi za Ciebie, tylko podać średnicę, tak to jest rozwiązane w maszynach przemysłowych, jak przytoczone tracyl, czy G71
Można?
Morzna!!!
Morzna!!!
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Frezowanie w walcu, na tokarce
wyobrażasz, wyobrażasz, sam piszesz o formule w Machu dla danej osi. Co za różnica jaka oś i jaką formułą będzie potraktowana
Chcesz milimetrami pędzić oś obrotową to wstaw przelicznik
Δ l=2 Π D ω /360
Tym bardziej że w Machu średnicę na której jest obróbka dla osi obrotowej trzeba podać ręcznie, tak trochę od tyłu więc od tego nie uciekniesz.
Nawiasem pisząc Tuskcnc też do dzisiaj nie wie jaka będzie prędkość skrawania dla sekwencji:
.
.
.
G00
G90 z100
G01F100
a100 *jaka tutaj?
G91
G00z10
G90
G01
a100 *a jaka tutaj?
.
.
No przecież one od tego są i tak właśnie się to odbywagrekot pisze: A możecie się odnieść do mojego pomysłu z użyciem formuł w machu dla osi Y
Dodane 3 minuty 29 sekundy:
oops powinno być 2 Π R a nie 2 Π D
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezowanie w walcu, na tokarce
Jak się będziesz tak głupio popisywał, to wcześniej czy później wyjdziesz na idiotę.
http://linuxcnc.org/docs/html/gcode/g-c ... 93-g94-g95
W Mach jest chyba podobnie...
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8511
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Frezowanie w walcu, na tokarce
Zadanie genialnie proste , pod warunkiem , że wie się co to jest cykl G112 i posiada się zasoby sprzętowe.grekot pisze: ↑24 cze 2021, 13:46Witam.
Mam taki temat.
Tokarka z osiami XZY.
Oś Y wykonuje pełen obrót dla wartości 360.
Temat jest taki:
Zamiast noża tokarskiego zamontowane wrzeciono frezujące.
Potrzebuję napisać w g-code program który będzie na powierzchni walca gumowego o średnicy około 300mm (ale możliwe że będą to także inne średnice), frezował kółka o średnicy około 100mm.
Gdybym wybrał do pracy płaszczyznę YZ, to teoretycznie poprzez G2, G3, mogę frezować kółka, no ale o ile w osi Z zadanie ruchu o 100 zrobi mi przejazd frezu o 100mm, o tyle w osi Y spowoduje to obrót o kąt 100 stopni, co dla walca o średnicy 300mm, zaowocuje przesunięciem powierzchni walca o jakieś 261mm.
Są jakieś komendy które w jakis sposób skalowały by ruch w osi Y, tak aby można było programować jak na płaszczyźnie, a nie na walcu?
Czyli np ja wydaję komendę ruchu po łuku o promieniu 50mm, i program sobie to skaluje na odpowiedni ruch osi obrotowej Y.
Trochę na ten temat tu ; transformacja-cylindryczna-na-fanucu-t25796.html
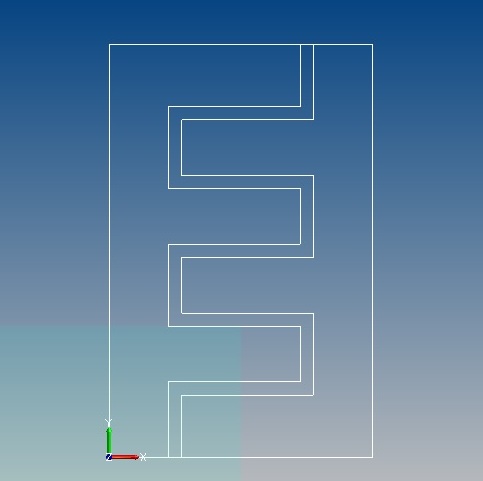
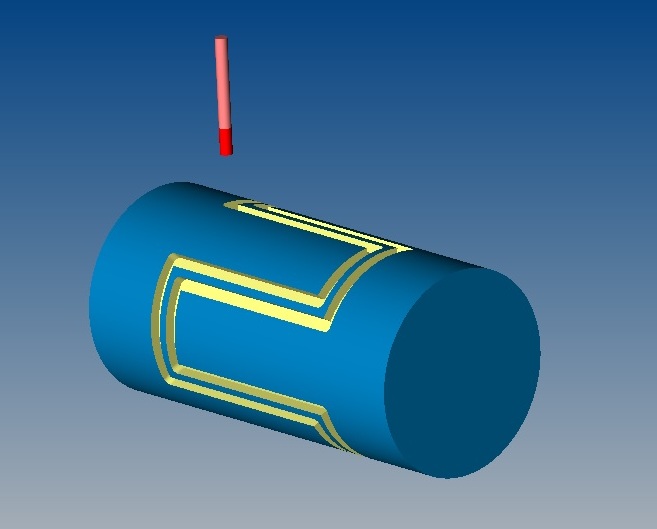
Swego czasu (w 2009r.) ćwiczyłem takie duperele , ale na frezarkę.
Określałem ścieżkę freza w układzie XY , rozwinięcie nawijałem na walec i po transformacji wyszło to (patrz; drugie foto).
sssTOMEKsss pisze: ↑24 cze 2021, 17:00samo wrzeciono cie nie uratuje, w tokarce musisz mieć jeszcze hamulec który zablokuje cały wrzeciennik przed siłą podczas frezowania
Ot, mądry się wypowiedział.
Chcesz frezować na hamulcu ?
.....
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Frezowanie w walcu, na tokarce
nie pisałem że nie wiesz gdzie masz instrukcjętuxcnc pisze: ↑26 cze 2021, 05:25Jak się będziesz tak głupio popisywał, to wcześniej czy później wyjdziesz na idiotę.
http://linuxcnc.org/docs/html/gcode/g-c ... 93-g94-g95
W Mach jest chyba podobnie...
Pisałem ze nie wiesz ile będzie w zaznaczonych liniach, tam gdzie te gwiazdki.
Podasz wartość cyfrową? W m/min? Po prostu , wiesz lub nie wiesz.
Nadal twierdzę że nie wiesz i jak rasowy Noplease rzucasz z chaty patykami. (z za instrukcji)
To chyba jest prawdziwe, w Machu niestety jest inaczej. A raczej tak nie ma i trzeba dookoła np wspomnianym makrem
Zabawa zaczyna się gdy trzeba grawerować na powierzchni krzywki a nie na stałej średnicy.
I dlatego te formuły dla osi są użyteczne.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezowanie w walcu, na tokarce
Nikt nie wie, bo z twojego debilnego przykładu to nie wynika.
A teraz bądź łaskaw się ode mnie odpieprzyć.
EOT.






