Witam po tygodniowej przerwie

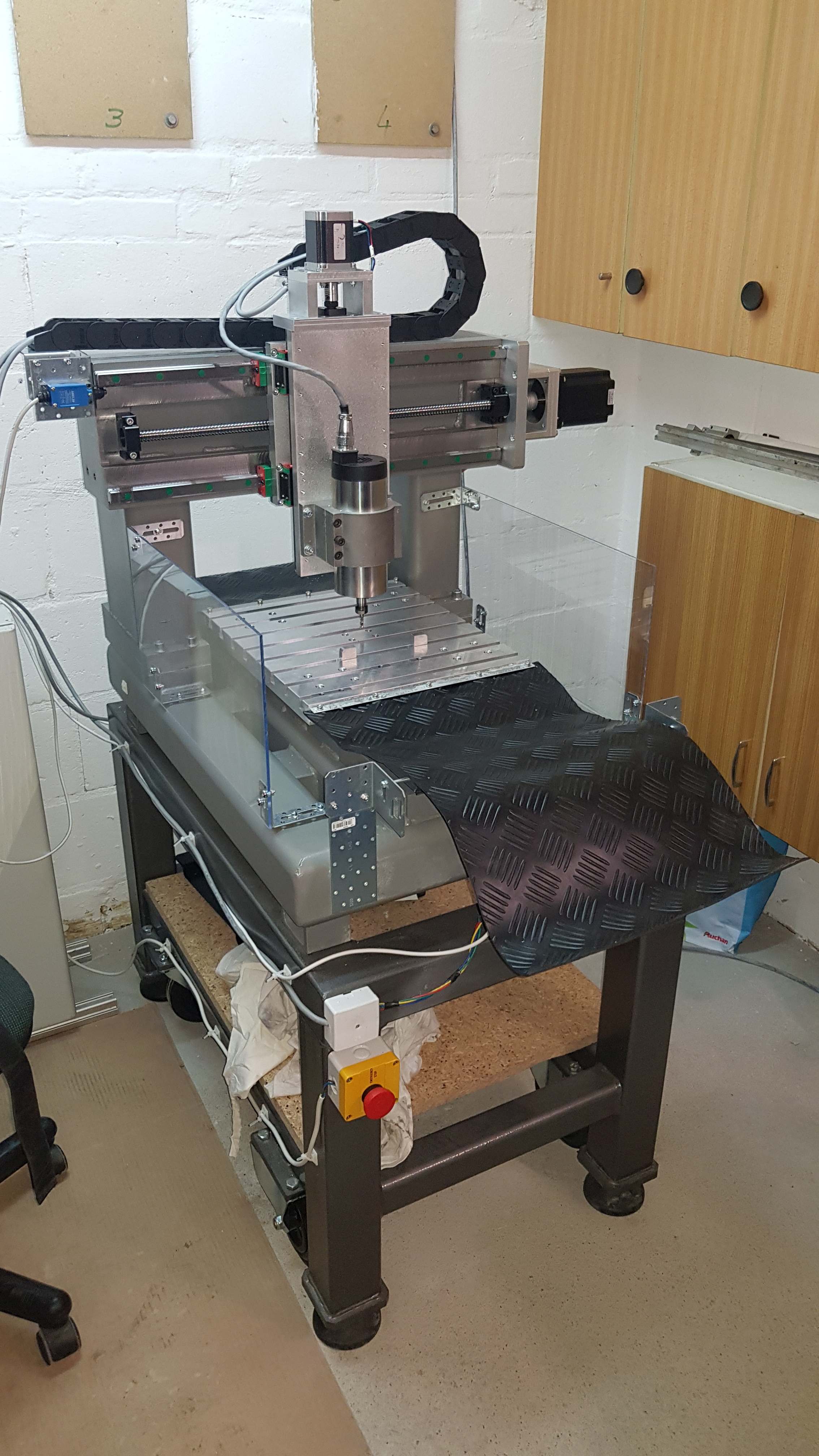
Dzisiaj zabrałem się ponownie za temat planowania stołu i wyszła taka historia:
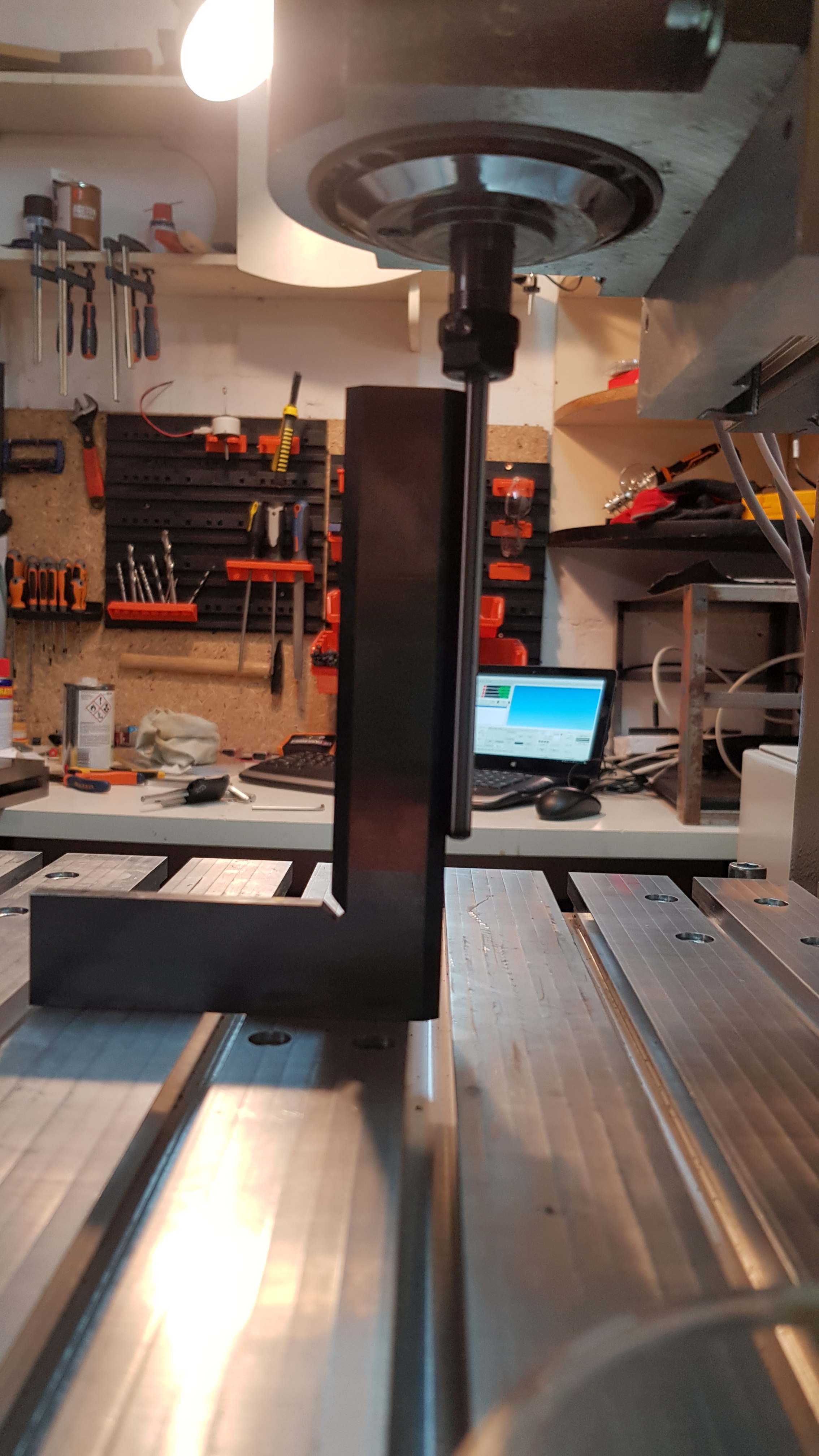
W pierwszej kolejności wrzuciłem we wrzeciono pręt szlifowany i niestety wyszło że wrzeciono delikatnie ucieka. Wniosek taki że schody były jednak efektem braku prostopadłości a dodatkowo szerokość skrawania = szerokości frezu/a nie pomogła. W związku z powyższym chwyciłem pręcik szlifowany we wrzeciono i papierkami ustawiłem:
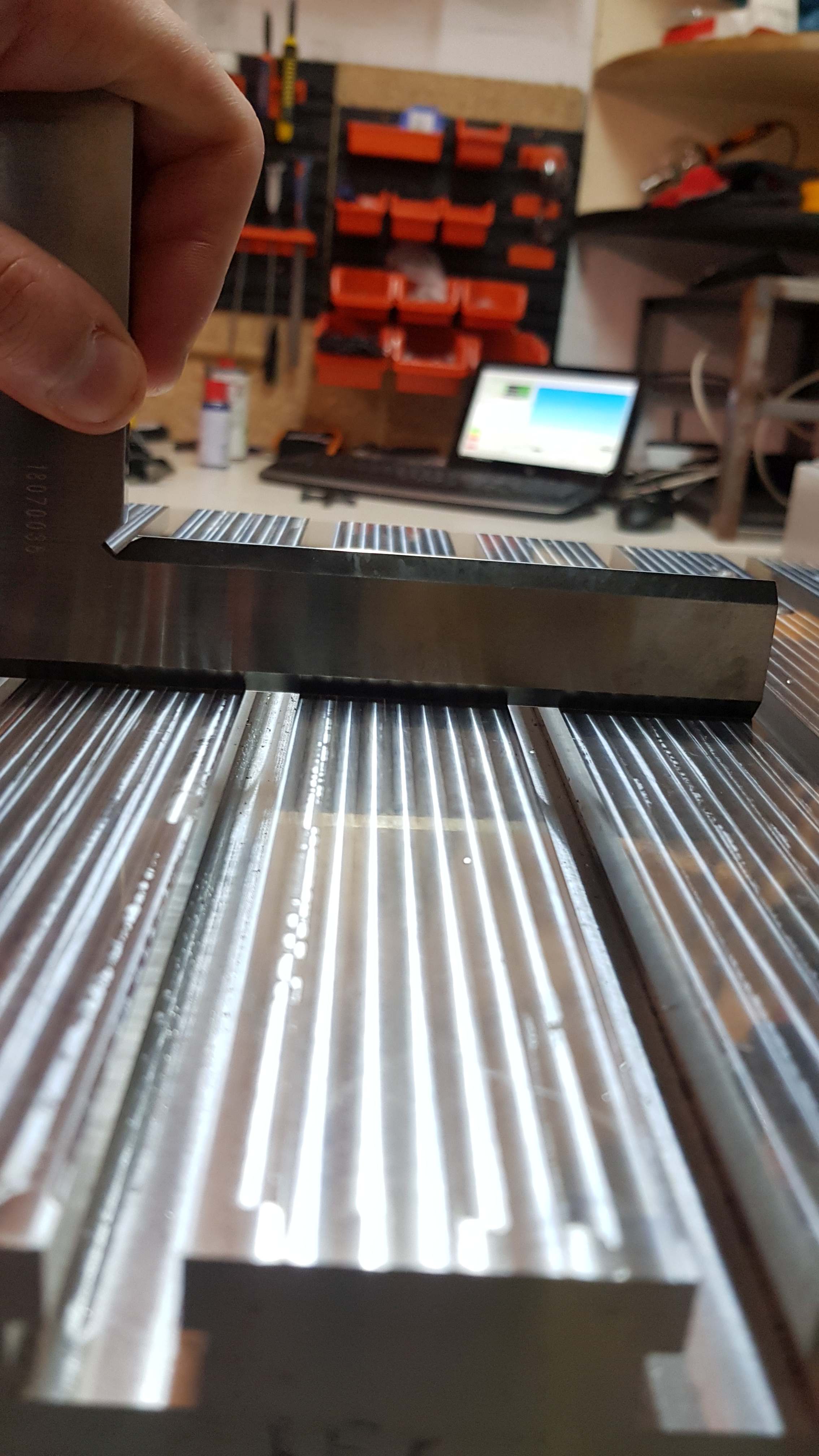
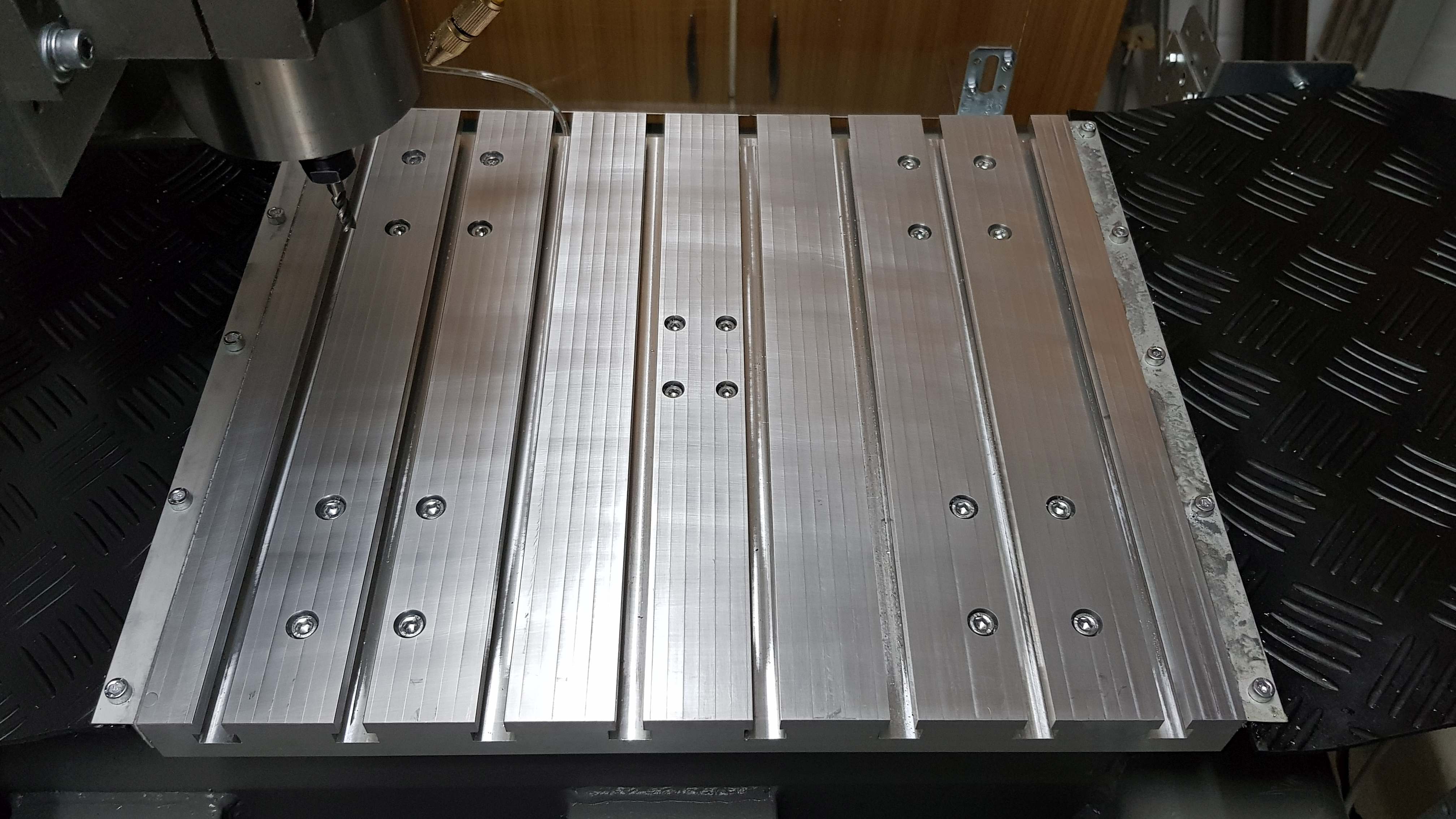
No i zaczęło się frezowanie z mniejszym ae. I to co postanowiła od*****lić maszyna (bo inaczej tego nie mogę nazwać) podczas tego zabiegu przeszło moje oczekiwania. Mianowicie maszyna zatrzymała wrzeciono dokładnie w połowie stołu z komunikatem oL (overload). Nie wiem co ją przeciążyło akurat w tym miejscu, ale całe planowanie szlak trafił bo drugi raz nie miałem szans ustawić się tak samo + wrzeciono w między czasie trochę ostygło co też miało wpływ na wymiar. Efekt? A no taki (dokończyłem planowanie od n-tej lini g-codu):

0.2 różnicy......
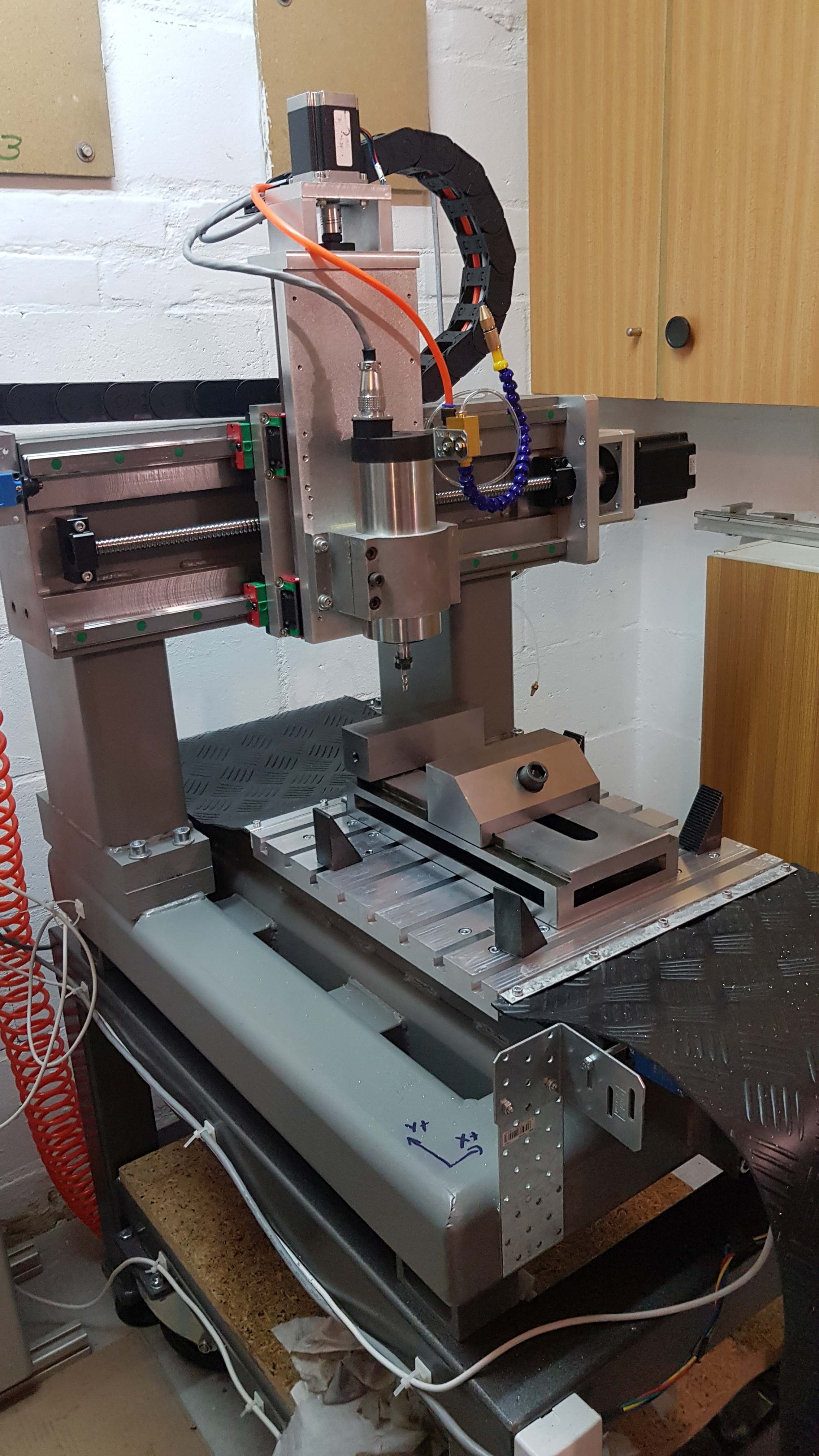
Zniesmaczony efektem odczekałem dłuższą chwilę co by wrzeciono się trochę ogarnęło i jeszcze raz puściłem program z mniejszą prędkością obrotową bo pomyślałem że może się po prostu za bardzo grzeje (tym razem z ap=0 chodziło o to żeby zebrać tylko 2 część stołu). I drugi raz zaskoczenie bo wrzeciono skrawało od początku. Tutaj na błąd moim zdaniem składają się trzy rzeczy: rozszerzalność na skutek temp. wrzeciona, pomiar najtańszym czujnikiem długości narzędzia, konstrukcja osi Z. Tym razem wrzeciono dojechało prawie do końca......zawiesiło się przed ostatnią półką. Na szczęście udało się splanować tyle stołu że imadło się zmieściło na jednej płaszczyźnie także finalnie wyszedłem obronną ręką.


Niestety, zawieszanie się wrzeciona to dla mnie nadal tajemnica. Z katalogu falownika:

Wykluczam jakieś nadmierne mechaniczne obciążenie bo zbierało po max. 0.2 (ae=4.5 mm), nie wydaje mi się żeby było to ponad możliwości chińczyka. Bardziej celuje w ustawienia z falownika ale póki co nie mam pojęcia......Jeżeli ktoś miał podobne przygody, może podzieli się doświadczeniem

I dla wszystkich którzy chcieliby kupić chińczyka bez chłodzenia - odradzam, grzeje się niemiłosiernie i wyje gorzej niż siostry godlewskie....
Pozdrawiam!





")



")






