



")
Kierunek bazowania:
Oś Z: na plus
Oś X/Y: na minus
Sekwencja bazowania:
1. Oś Z
2. X/Y jednocześnie
Prędkość bazowania:
- Najazd na krańcówkę 500mm/min dla XYZ
- Szukanie indexu 30mm/min dla X/Z, maksymalna odległość 5mm
- Szukanie indexu dla 90mm/min Y, maksymalna odległość szukania 15mm
Procedura bazowania:
1. Najazd na krańcówkę,
2. Wycofanie się z krańcówki
3. Szukanie indexu w stronę przeciwną do krańcówki
Największą trudnością w tym momencie, jest zrozumienie co sterownik SZGH oczekuje podczas bazowania, żeby uznać że znalazł 0.
Myślałem że sygnał X0/Y0/Z0 lub w połączeniu z jednoczesnym L+/L-, ale to nie zadziałało.
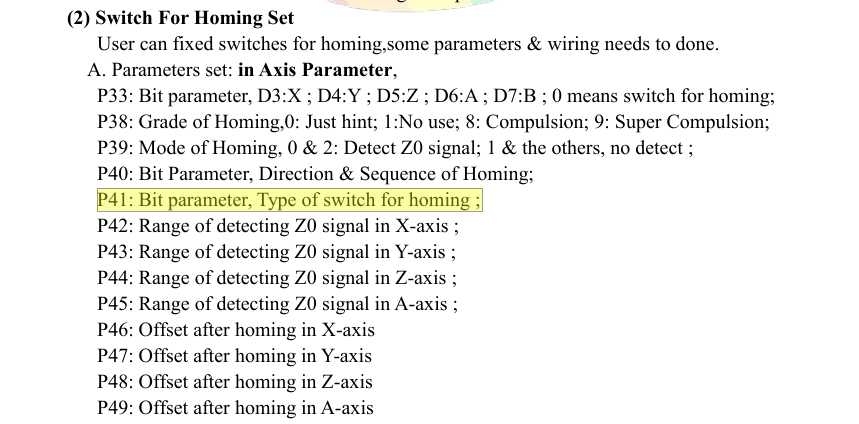
Na razie mam pomysł, żeby przyjrzeć się parametrowi P41 z sekcji axis parameter, może mam ustawiony jakiś nieodpowiedni typ krańcówki.
Niestety w dokumentacji nie raczyli już nic napisać, jakie opcje kryją się pod tym parametrem.
Pod poniższym linkiem załączam dokumentację, jaką dostałem do sterownika SZGH.
https://drive.google.com/file/d/1RXUDAx ... sp=sharing
Dzisiaj i jutro będą miał trochę czasu, żeby pogrzebać przy tej maszynie, może coś z tego będzie
Dodane 9 minuty 58 sekundy:
Pomyłka, jednak jest opisany ten parametr i da się nim tylko zmienić czy krańcówka do bazowania jest NC czy NO.
Widzę już też, jak zmienić kierunek osi Z oraz poustawiać wszystkie prędkości i limity odległości.



")
")





