




")
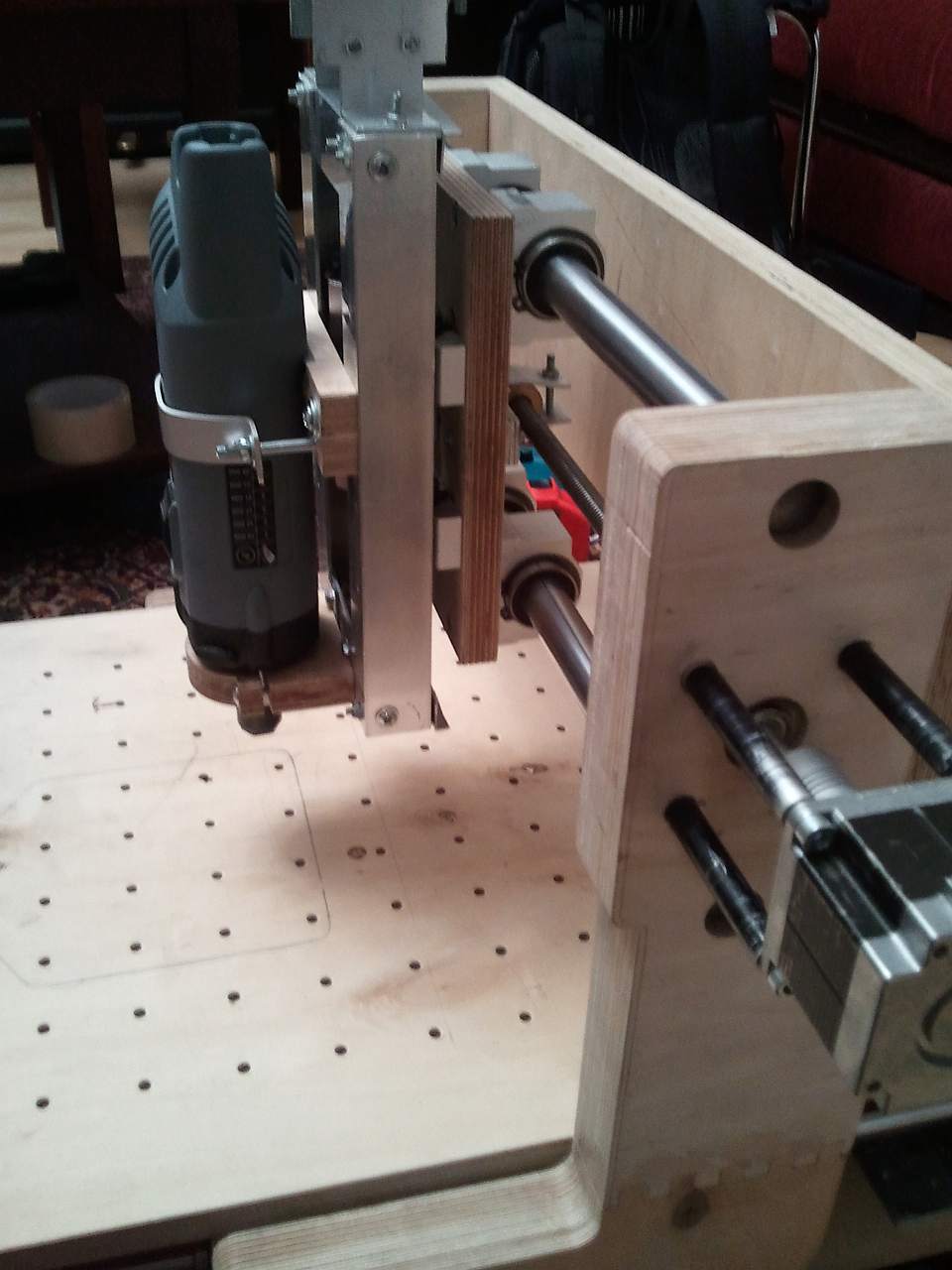
Ciekawostka - frezowanie nowej bramy:
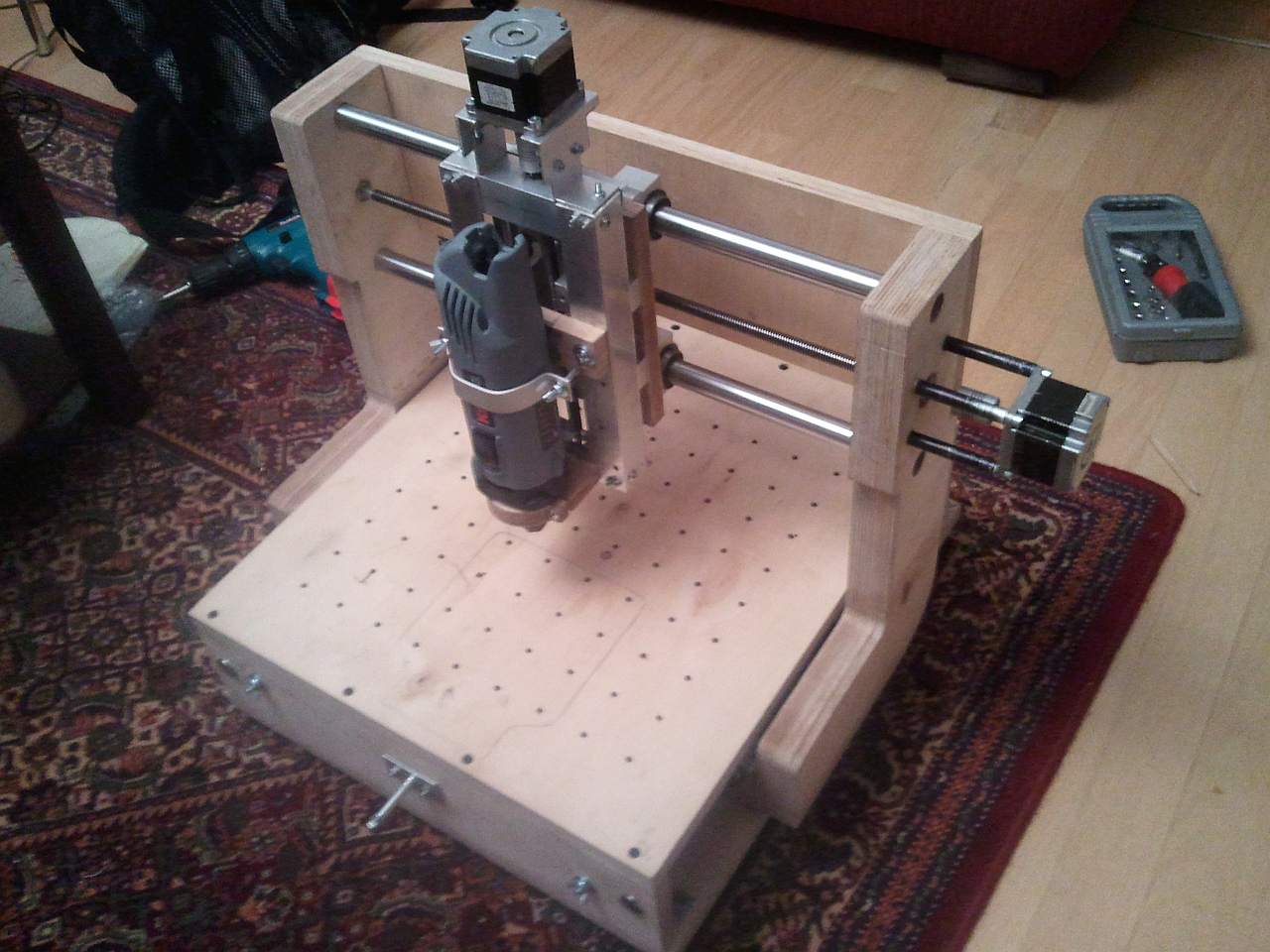
Widok całości po upgradzie do nowej bramy i kressa:
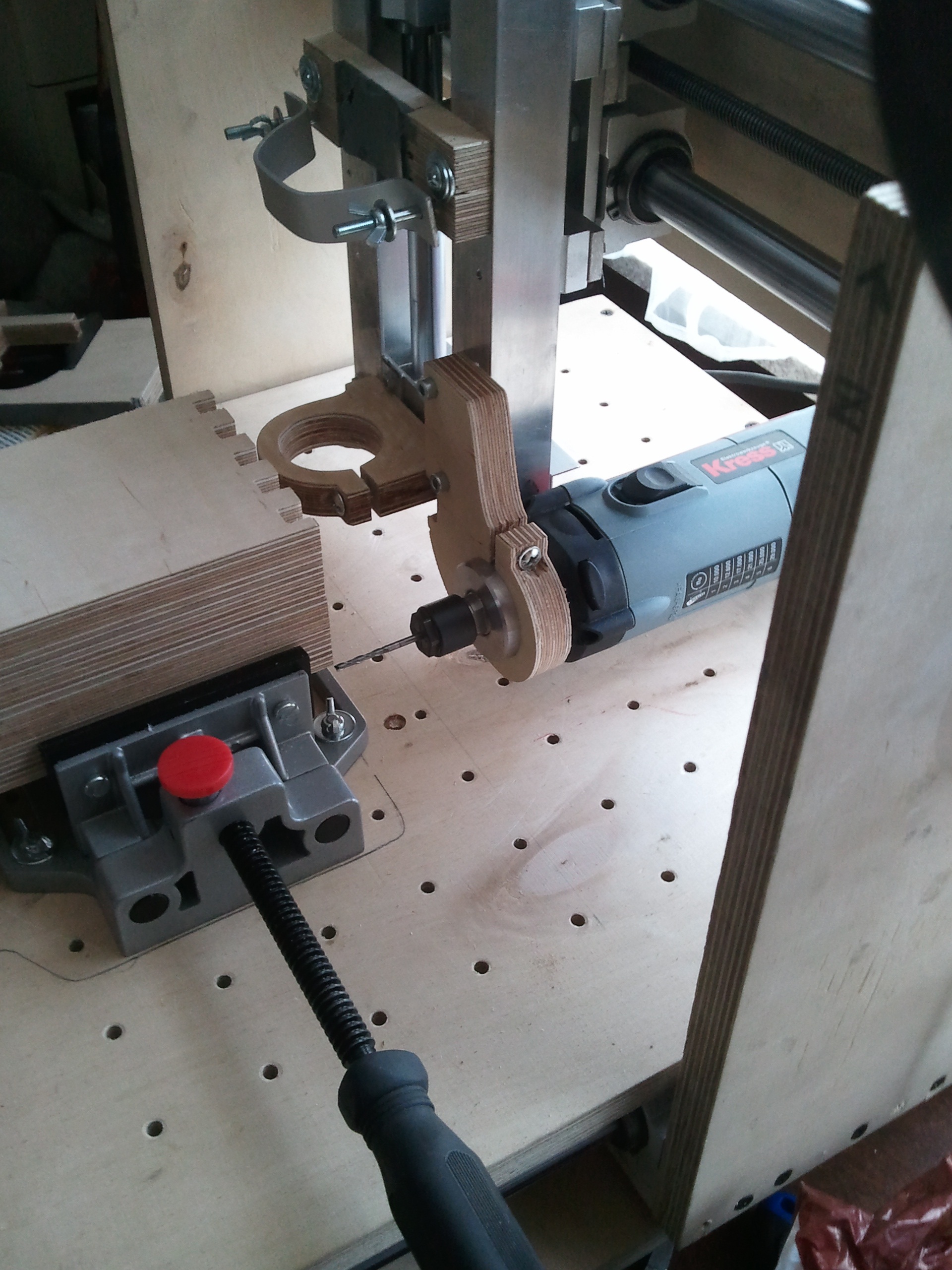
Montaz wrzeciona - górna podpórka jest odciśnięta w poxipolu (kress był wsadzony w cienki worek PE, aby można było go łatwo odkleić).
Wrzeciono było ustawione zgodnie z radą jednego z kolegów - na ramieniu wsadzonym w uchwyt narzędziowy znajdował sie kolec - jak drapał stół równo przy pełnym obrocie, to uznałem, że wrzeciono jest prostopadle do stołu.
Filmów z pracy maszyny nie mam niestety. Może coś dorzucę - jakieś wiercenie PCB najpewniej, bo to planuję robić w najbliższym czasie. Swoją drogą, to niesamowity komfort - puszczam maszynę, 3 minutki i 100 otworów jest
Postępy niedługo znowu będą, bo robię sterownik do serw DC (na razie prototyp na 1 oś, potem od razu sterownik 4-osiowy - na zapas) - maszyna powinna obrabiać 30mm/s i jak dobrze pójdzie, to mieć "przeloty" na poziomie 100mm/s.
Rozwoju mechanicznego tej konstrukcji już nie planuję (może oś Z...) - widzę jej niedostatki, przy których stosowanie lepszych (i droższych) komponentów wydaje się być nieuzasadnione.



")







