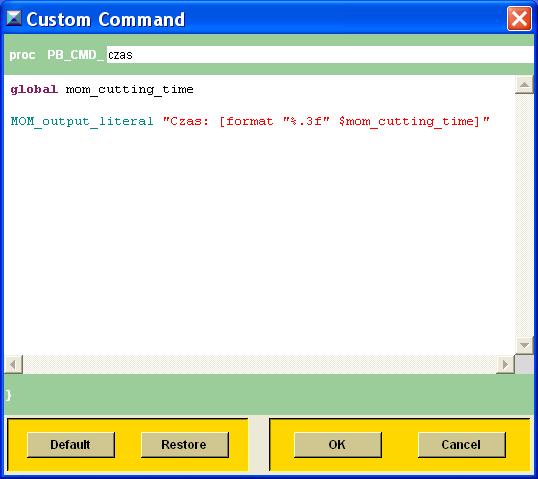
wstawiłem sobie tą komendę na początku, chyba że musi być gdzie indziej.
Uploaded with ImageShack.us
Może mam coś namieszane w postprocessorze, kiedyś pamiętam miałem inny (przed formatem kompa) postprocessor który generował poprawnie czas, ale nie pasował strukturą do naszych maszyn.
kolejny problem. postprocessor nie generuje mi zmiany długości narzędzia czyli mam np.:
T11
G43H1
Inne postprocessory generują mi tą długość, czyli w NXie mam OK tylko coś nie tak z postem. Gdzie to można zmienić w Post Builderze?

")






")






