



Dotyczy S3, ale pewnie w nowszych jest podobnie.
Może ktoś wie o co chodzi, w manualu nie znalazłem wyjaśnienia.
Otóż dotychczas nie używałem kompensacji G41 G42, ponieważ nie miałem potrzeby. Ale jako że ostatnio miałem do wytoczenia fikuśny kształt i chciałem opędzić obróbkę końcowa jednym nożem z płytka o promieniu 1, zaszłą potrzeba użycia tych komend.
Przeczytałem w manualu jak to należy zrobić i na co uważać i napisałem program. A raczej dopisałem co trzeba do programu opisującego trajektorię, stworzonego wcześniej.
Jakie było moje zdziwienie, kiedy maszyna zaczęła wykonywać rzeczy dla mnie zupełnie niezrozumiałe.
Powinna nastąpić korekta promienia. Ewentualnie przesunięcia noża po zmianie korekty. Tymczasem każdy posuw kończył się dodatkowymi ruchami noża, dodanymi przez maszynę. Ciężko jednoznacznie to określić ale wydaje mi się, że nóż wykonał dodatkowe ruchy w celu powiększenia przestrzeni wokół punktu pomiarowego P o promień B. Czyli nie skompensował promienia a zasymulował powiększenie narzędzia o promień. Tak więc jeśli dojechałem nożem do punktu 10. 5., to nóż o promieniu B1. spowodował wybranie materiału do rozmiaru 9. 4.
Nie sądzę, że jest to jakiś błąd w oprogramowaniu. To masowy komercyjny produkt, używany na całym świecie. Z epoki kiedy jeszcze programy były dopracowywane przed sprzedażą. Sadzę że to jakieś (błędne?) ustawienie któregoś parametrów w danych maszynowych.
Czy ktoś się z tym spotkał? Oczywiście można sobie z tym problemem łatwo poradzić, używając gotowych obliczeń z zewnętrznego cama i nie stosując w ogóle G41, G42. Ale przy pisaniu z palca będzie problem, poza tym trzeba stosować wówczas oddzielne dane narzędzi dla cam i dla pisania z palca, co jest mało praktyczne.
Dziwne skutki włączenia kompensacji promienia noża


-
zibi
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1280
- Rejestracja: 24 lut 2007, 15:20
- Lokalizacja: podkarpackie
Użyj cimco do sprawdzenia programu bo skoro go nie pokazujesz więc sam sprawdź.
Sprawdź czy prawidłowo masz opisane narzędzie w tabeli narzędzi (czy maszyna wie, że ma nóż o promieniu 1mm).
Sprawdź czy prawidłowo masz opisane narzędzie w tabeli narzędzi (czy maszyna wie, że ma nóż o promieniu 1mm).
NX CAD, NX CAM, FREZOWANIE 5AX, ELEKTRODRĄŻARKI WGŁĘBNE I DRUTOWE. PEPS, VERICUT. Pomagam w NX przez Team Viewer. Postprocesory NX.
-
mc2kwacz
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Oczywiście że narzędzia mają prawidłowo zadeklarowane i promienie i położenie punktu cięcia. O takie bzdety bym nie pytał.
Cimcio nie posiadam.
Problem jest bajecznie prosty. Np zwykłym przecinakiem z promieniem 0.2 robię zwężenie z wałka po promieniu bez korekty, i jest dobrze. Włączam korektę, która NIC tu nie powinna zmienić, bo nie ma ruchu pod kątem innym niż wzdłuż Z albo Y, i sinumerik sam mi wybiera więcej zarówno w X jak i Y, tak jakby dodawał wirtualny promień do ostrza. A przecież nie tak powinna działać korekcja.
Oczywiście że mogę wrzucić profil w jakiegoś cama i nawet nie znając gkodów wypuścić działający plik obróbki. Ale nie o to pytam.
Jak działa korekta G41(42,40) wiem, to jest opisane wszędzie. Choć zawsze jest jakieś niedopowiedzenie, zwykle wynikające z kopiuj-wklej cudze wypociny z innej strony www. Moje pytanie bierze się stąd, że maszyna wydaje się robić coś czego nie powinna i nie wiem jaka jest tego przyczyna. JAK SĄDZĘ wynikająca z samego systemu sinumerik i jego konfiguracji.
Cimcio nie posiadam.
Problem jest bajecznie prosty. Np zwykłym przecinakiem z promieniem 0.2 robię zwężenie z wałka po promieniu bez korekty, i jest dobrze. Włączam korektę, która NIC tu nie powinna zmienić, bo nie ma ruchu pod kątem innym niż wzdłuż Z albo Y, i sinumerik sam mi wybiera więcej zarówno w X jak i Y, tak jakby dodawał wirtualny promień do ostrza. A przecież nie tak powinna działać korekcja.
Oczywiście że mogę wrzucić profil w jakiegoś cama i nawet nie znając gkodów wypuścić działający plik obróbki. Ale nie o to pytam.
Jak działa korekta G41(42,40) wiem, to jest opisane wszędzie. Choć zawsze jest jakieś niedopowiedzenie, zwykle wynikające z kopiuj-wklej cudze wypociny z innej strony www. Moje pytanie bierze się stąd, że maszyna wydaje się robić coś czego nie powinna i nie wiem jaka jest tego przyczyna. JAK SĄDZĘ wynikająca z samego systemu sinumerik i jego konfiguracji.
-
GumiRobot
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 686
- Rejestracja: 21 mar 2005, 18:51
- Lokalizacja: Trójmiasto
pokaż program i rysunek toczonego elementu.
Program przy zastosowaniu korekcji G41/G42 musi być wprost rysunkiem elementu opisanym za pomocą G1/G2/G3.
Wejdź na stronę PRONUM-a (taki młodszy brat Sinumerika) i pobierz opis programowania tokarki - tam w miarę przystępnie jest opisane działania korekcji promienia.
Program przy zastosowaniu korekcji G41/G42 musi być wprost rysunkiem elementu opisanym za pomocą G1/G2/G3.
Wejdź na stronę PRONUM-a (taki młodszy brat Sinumerika) i pobierz opis programowania tokarki - tam w miarę przystępnie jest opisane działania korekcji promienia.
-
mc2kwacz
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Programu nie mogę podać, bo tej wersji w której testowałem G4x po prostu nie mam w wersji bezbłędnej, którą można poddać testowaniu. Problem rozwiązałem inaczej ale jednak zacząłem temat po to, żeby poznać przyczynę zachowań systemu. Bo nie po to są G4x żeby ich unikać. Przy używaniu cama można się obejść, ale nie przy pisaniu z palca.
Toczonym kształtem jest pierwsze 10mm wtyczki słuchawek "duży jack". Kształt powszechnie znany każdemu, kto miał jakikolwiek kontakt ze sprzętem grającym.
Oczywiście pomierzyłem i opisałem kształt dokładnie wg fizycznego wzorca. Potem wrzuciłem na tokarkę bez korekcji, i wyszło jak powinno bez korekcji. Czyli "wyżarło" albo nie dojechało tam gdzie trzeba. Ale poza tym wszystko było jak należy. Potem dodałem G41, G42, G40 gdzie trzeba i już przy staczaniu walca przecinakiem o mnałym promieniu, poprzedzonym G42 (dodałem do testów), okazało się, że sinumerik robi coś czego nie powinien i czego źródła nie znam.
Po raz kolejny powtarzam - to nie jest trywialny problem typu "ustaw pan promień" albo "doczytaj jak G41 działa". Doczytałem (również specyfikę maszyny w manualu do sinumerik 3" i nie zawracam gitary na forum, żeby ktoś mi elementarz tłumaczył
Program jest(był) poprawny. Dlatego podaję prosty przykład, na zwykły dojazd do pozycji przy stałym Z, żeby pokazać na czym problem polega. I zapytać czy może jest ktoś kto wie, czy jakieś dane maszynowe nie modyfikują specyficznych zachowań modułu crc. Bo te dodatkowe przejazdy są ewidentnie częścią jakiegoś planu.
Skutkiem użycia G4x nie jest prosty błąd pozycji ani też zwykłe przestawienie się ostrza po korekcje w drugą stronę, tylko ewidentne wjechanie w materiał który nie powinien być ruszony. Przy promieniu na poziomie 0.1 pewnie bym nawet tego nie zauważył a błędy średnicy uznał za skutek złego pomiaru noża. Ale przy promieniu 1.0 i detalu o średnicy 6.2 po prostu jest masakra i to co wychodzi w niczym nie przypomina tego co miało być, pod żadnym względem. Bo nóż w każdej osi jedzie daleko za daleko.
Skoro nikt nie wie, to najpierw pracowicie przeczytam opisy wszystkich nastaw maszynowych a potem ew poszukam w pronumie.
Toczonym kształtem jest pierwsze 10mm wtyczki słuchawek "duży jack". Kształt powszechnie znany każdemu, kto miał jakikolwiek kontakt ze sprzętem grającym.
Oczywiście pomierzyłem i opisałem kształt dokładnie wg fizycznego wzorca. Potem wrzuciłem na tokarkę bez korekcji, i wyszło jak powinno bez korekcji. Czyli "wyżarło" albo nie dojechało tam gdzie trzeba. Ale poza tym wszystko było jak należy. Potem dodałem G41, G42, G40 gdzie trzeba i już przy staczaniu walca przecinakiem o mnałym promieniu, poprzedzonym G42 (dodałem do testów), okazało się, że sinumerik robi coś czego nie powinien i czego źródła nie znam.
Po raz kolejny powtarzam - to nie jest trywialny problem typu "ustaw pan promień" albo "doczytaj jak G41 działa". Doczytałem (również specyfikę maszyny w manualu do sinumerik 3" i nie zawracam gitary na forum, żeby ktoś mi elementarz tłumaczył
Program jest(był) poprawny. Dlatego podaję prosty przykład, na zwykły dojazd do pozycji przy stałym Z, żeby pokazać na czym problem polega. I zapytać czy może jest ktoś kto wie, czy jakieś dane maszynowe nie modyfikują specyficznych zachowań modułu crc. Bo te dodatkowe przejazdy są ewidentnie częścią jakiegoś planu.
Skutkiem użycia G4x nie jest prosty błąd pozycji ani też zwykłe przestawienie się ostrza po korekcje w drugą stronę, tylko ewidentne wjechanie w materiał który nie powinien być ruszony. Przy promieniu na poziomie 0.1 pewnie bym nawet tego nie zauważył a błędy średnicy uznał za skutek złego pomiaru noża. Ale przy promieniu 1.0 i detalu o średnicy 6.2 po prostu jest masakra i to co wychodzi w niczym nie przypomina tego co miało być, pod żadnym względem. Bo nóż w każdej osi jedzie daleko za daleko.
Skoro nikt nie wie, to najpierw pracowicie przeczytam opisy wszystkich nastaw maszynowych a potem ew poszukam w pronumie.
-
GumiRobot
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 686
- Rejestracja: 21 mar 2005, 18:51
- Lokalizacja: Trójmiasto
Czy na końcu toczenia wciął ci się nóż w mater na długość promienia noża?
Czy pamiętasz o tym że nóż musi wejść na tor skompensowany i z niego wyjść najlepiej poza materiałem?
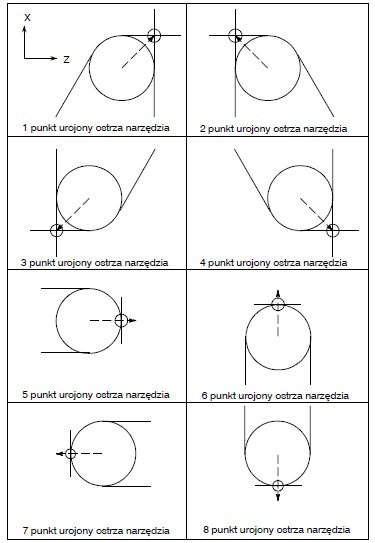
Korektor z podanym promieniem i kierunkiem ostrza powoduje że tor narzędzia odnosi się do punktu zaczepienia promienia a nie do pozornego końca ostrza.
Kompensacja toru działa tylko przy ruchach roboczych a nie ustawczych G0.
Jeżeli nie zjedziesz z toru skopensowanego i na końcu ruchu roboczego wywołasz G0 to sterownik przesunie nóż tak żeby punkt zawieszenia promienia pokrył się z ostatnią pozycją profilu z ruchów g1/g2/g3, czyli praktycznie wetnie się w materiał na długość promienia po X i Z.
Jak nie program to pokaż rysunek jak miało być i jak jest.
Czy pamiętasz o tym że nóż musi wejść na tor skompensowany i z niego wyjść najlepiej poza materiałem?
Korektor z podanym promieniem i kierunkiem ostrza powoduje że tor narzędzia odnosi się do punktu zaczepienia promienia a nie do pozornego końca ostrza.
Kompensacja toru działa tylko przy ruchach roboczych a nie ustawczych G0.
Jeżeli nie zjedziesz z toru skopensowanego i na końcu ruchu roboczego wywołasz G0 to sterownik przesunie nóż tak żeby punkt zawieszenia promienia pokrył się z ostatnią pozycją profilu z ruchów g1/g2/g3, czyli praktycznie wetnie się w materiał na długość promienia po X i Z.
Jak nie program to pokaż rysunek jak miało być i jak jest.
-
mc2kwacz
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Czyli bez kompensacji pozorne położenie ostrza jest dla G1 i G0 jednakowe (punkt P) a z włączoną kompensacją, kiedy maszyna zaczyna używać B oraz (wyliczonego) S, w ruchach G0 wartość B jest traktowana tak jakby była 0? Nie jestem pewien,czy to by tłumaczyło wszystkie błędy kształtu które się pojawiły. Musze odtworzyć ten program i spróbować.GumiRobot pisze:Korektor z podanym promieniem i kierunkiem ostrza powoduje że tor narzędzia odnosi się do punktu zaczepienia promienia a nie do pozornego końca ostrza.
Kompensacja toru działa tylko przy ruchach roboczych a nie ustawczych G0.
Jeżeli nie zjedziesz z toru skopensowanego i na końcu ruchu roboczego wywołasz G0 to sterownik przesunie nóż tak żeby punkt zawieszenia promienia pokrył się z ostatnią pozycją profilu z ruchów g1/g2/g3, czyli praktycznie wetnie się w materiał na długość promienia po X i Z.
Z manuala Sinumerika to nie wynika. Wręcz przeciwnie, z podanych przykładów oraz z tekstu wynika wręcz, że korekta jest ważna tak samo dla G1 jak i G0... Ale cóż, może takie niedopowiedzenie, jakby powiedział Kobuszewski
Muszę to wypróbować, czy sytuacja się poprawi. W ogóle nie będę używał G0, tylko zmoduluję prędkość przez zmianę F, i zobaczę co wyjdzie.
Ale w takim razie, skoro opis jest niepełny, mam inne pytanie.
Powiedzmy że tokarka robi ruch wykańczający po całym kształcie, i nie chcemy odrywać ostrza od powierzchni, żeby uniknąć jakichkolwiek śladów dojazdów (powierzchnia ma być jak lustro). Jednak z powodu zmiany kąta nachylenia jest konieczność przełączania korekty miedzy G41 i G42. Jak to zrobić?
Nie można wybrać nowego offsetu, bo przez zmianą offsetu trzeba wyłączyć korektę a to by wymagało odjechania od materiału. Czyli offset musi być bez zmiany. Pozostaje chyba użycie deklaracji A8 albo A9 dla danego narzędzia. Tyle że w każdym z tych przypadków przynajmniej Z musi być wyliczony z pomiarów ręcznie i, generalnie rzecz biorąc, nigdy nie będzie idealny... No ale powiedzmy, że będzie.
Moje pytanie brzmi: czy jeśli narzędzie ma ustawione A8 albo A9 i zmienimy w programie korektę z G41 na G42 lub na odwrót, to po tej zmianie narzędzie wykona jakiekolwiek ruchy korekcyjne, czy TAK JAK POWINNO pozostawi położenie Z w spokoju?
P.S. Jesteś pierwszą osobą, która od początku mojej aktywnej obecności na tym forum, w pełni zasłużyła na przycisk "pomógł". Jak dotąd nie miałem szczęścia skorzystać z pomocy jeszcze nigdy
Nadzieja umiera ostatnia, jak widać
-
GrzegorzQ
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 4
- Posty: 41
- Rejestracja: 04 lut 2010, 10:57
- Lokalizacja: małopolska
mc2kwacz
Nie zapominaj o tym, że sterownik analizuje również przebieg programu o kilka linii do przodu. Być może tutaj tkwi problem. Zwróć uwagę na ścieżkę dojazdu przy włączaniu kompensacji, gdyż od tego i od następnej linii po tym dojeździe zależy, gdzie zatrzyma się pozorne ostrze noża.
Podam ci przykład sprawdzony przed chwilą na tokarce (promień ostrza R0. :
:
1) Bez kompensacji:
Program Wsp. ostrza
T0202
G97 S200 M3
G0 X120 Z20 -> X120 Z20
G1 X110 Z0 F0.4 -> X110 Z0
G1 Z-10 -> X110 Z-10
G1 X120 -> X120 Z-10
2) Z kompensacją
Dojazd wer. 1
T0202
G97 S200 M3
G0 X120 Z20 -> X120 Z20
G42 G1 X110 Z0 F0.4 -> X110 Z-0.8
G1 Z-10 -> X110 Z-10
G1 X120 -> X118.4 Z-10
G40
3) Z kompensacją
Dojazd wer. 2
T0202
G97 S200 M3
G0 X100 Z20 -> X100 Z20
G42 G1 X110 Z0 F0.4 -> X109 Z-0.606
(tu zostanie wykonany dodatkowy przejazd, aby ostrze mogło wejść na nast. ścieżkę)
G1 Z-10 -> X110 Z-10
G1 X120 -> X118.4 Z-10
G40
Widać tutaj, że kiedy jescze mamy spory naddatek na średnicy, a czoło jest splanowane na zero, to gdy chcemy dojechać do materiału (Z0) ostrze zagłębia się w Z na głębokość która jest zależna od kąta dojazdu i przebiegu następnej ścieżki. Jest to prawidłowe i trzeba to przewidzieć w programie.
Co do zmiany G41 i G42 to kąt nachylenia nie ma nic do rzeczy. Ważne jest tylko położenie ostrza względem detalu podczas ruchu.
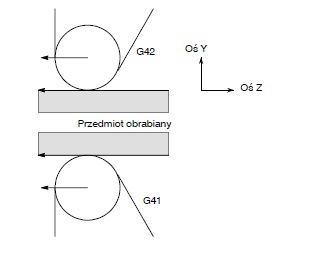
Np. tocząc śr. zew. wałka do wrzeciona używamy G42 niezależnie od kształtu detalu, następnie możemy przejechać po tej samej powierzchni bez odrywania noża w kierunku od wrzeciona zmieniając korekcję na G41
Przykład:
T0202
G97 S200 M3
G0 X120 Z20
G42 G1 X110 Z0 F0.4
G1 Z-20
G41 G1 Z0
G40
Nie zapominaj o tym, że sterownik analizuje również przebieg programu o kilka linii do przodu. Być może tutaj tkwi problem. Zwróć uwagę na ścieżkę dojazdu przy włączaniu kompensacji, gdyż od tego i od następnej linii po tym dojeździe zależy, gdzie zatrzyma się pozorne ostrze noża.
Podam ci przykład sprawdzony przed chwilą na tokarce (promień ostrza R0.
1) Bez kompensacji:
Program Wsp. ostrza
T0202
G97 S200 M3
G0 X120 Z20 -> X120 Z20
G1 X110 Z0 F0.4 -> X110 Z0
G1 Z-10 -> X110 Z-10
G1 X120 -> X120 Z-10
2) Z kompensacją
Dojazd wer. 1
T0202
G97 S200 M3
G0 X120 Z20 -> X120 Z20
G42 G1 X110 Z0 F0.4 -> X110 Z-0.8
G1 Z-10 -> X110 Z-10
G1 X120 -> X118.4 Z-10
G40
3) Z kompensacją
Dojazd wer. 2
T0202
G97 S200 M3
G0 X100 Z20 -> X100 Z20
G42 G1 X110 Z0 F0.4 -> X109 Z-0.606
(tu zostanie wykonany dodatkowy przejazd, aby ostrze mogło wejść na nast. ścieżkę)
G1 Z-10 -> X110 Z-10
G1 X120 -> X118.4 Z-10
G40
Widać tutaj, że kiedy jescze mamy spory naddatek na średnicy, a czoło jest splanowane na zero, to gdy chcemy dojechać do materiału (Z0) ostrze zagłębia się w Z na głębokość która jest zależna od kąta dojazdu i przebiegu następnej ścieżki. Jest to prawidłowe i trzeba to przewidzieć w programie.
Co do zmiany G41 i G42 to kąt nachylenia nie ma nic do rzeczy. Ważne jest tylko położenie ostrza względem detalu podczas ruchu.
Np. tocząc śr. zew. wałka do wrzeciona używamy G42 niezależnie od kształtu detalu, następnie możemy przejechać po tej samej powierzchni bez odrywania noża w kierunku od wrzeciona zmieniając korekcję na G41
Przykład:
T0202
G97 S200 M3
G0 X120 Z20
G42 G1 X110 Z0 F0.4
G1 Z-20
G41 G1 Z0
G40
-
mc2kwacz
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2920
- Rejestracja: 27 maja 2013, 22:18
- Lokalizacja: gdzieś
Czy mógłbyś jeszcze dopisać jaką miałeś deklarację położenia ostrza narzędzia o numerze 2?
I jeszcze jedno - czy uzyskane pozycje są pozycjami fizycznymi, czy pozycjami które wyświetlił system ma ekranie? Bo to fizycznie wcale nie musi być tym czego się spodziewasz, i co na podanych przykładach wygląda dobrze.
To zrozumiałe, że z włączona korekcją promienia system koryguje położenie do takiego które.... spowoduje kompensację promienia. Czyli skoryguje X, Z albo obydwa na raz. A więc przeanalizuje następną linię kodu położenia (lub ewentualnie dwie przy bardziej skomplikowanych krzywych).
Piszesz, że kąt cięcia nie ma nic do rzeczy. Otóż ma (musi mieć) bo w przeciwnym wypadku nie byłoby niezależnych kompensacji G41 i G42 tylko jedna. Kąt decyduje, czy ostrze jest po lewej czy po prawej stronie względem obrabianej powierzchni - owszem. Więc jeśli puścimy program o kształcie sinusoidy, cały czas z G42 w kierunku do wrzeciona tokarki, to nie uzyskamy prawidłowego kształtu detalu. Tak sądzę. W przeciwnym razie to nie miałoby sensu, Moim zdaniem ścianki o kącie mniejszym od 90 stopni zostaną wycięte źle. I stąd moje pytanie, czy jeśli w "dole sinusoidy" przełączymy G42->G41 albo na odwrót (zależnie od kierunku ruchu ostrza) to w momencie przełączenia nie wystąpi ruch zacinający do przodu lub do tyłu.
I stąd też moje pytania o deklarację noża w tabeli narzędzie. Bo inaczej zachowa się nóż dla A3, inaczej dla A8 i wreszcie inaczej dla A9.
I jeszcze jedno - czy uzyskane pozycje są pozycjami fizycznymi, czy pozycjami które wyświetlił system ma ekranie? Bo to fizycznie wcale nie musi być tym czego się spodziewasz, i co na podanych przykładach wygląda dobrze.
To zrozumiałe, że z włączona korekcją promienia system koryguje położenie do takiego które.... spowoduje kompensację promienia. Czyli skoryguje X, Z albo obydwa na raz. A więc przeanalizuje następną linię kodu położenia (lub ewentualnie dwie przy bardziej skomplikowanych krzywych).
Piszesz, że kąt cięcia nie ma nic do rzeczy. Otóż ma (musi mieć) bo w przeciwnym wypadku nie byłoby niezależnych kompensacji G41 i G42 tylko jedna. Kąt decyduje, czy ostrze jest po lewej czy po prawej stronie względem obrabianej powierzchni - owszem. Więc jeśli puścimy program o kształcie sinusoidy, cały czas z G42 w kierunku do wrzeciona tokarki, to nie uzyskamy prawidłowego kształtu detalu. Tak sądzę. W przeciwnym razie to nie miałoby sensu, Moim zdaniem ścianki o kącie mniejszym od 90 stopni zostaną wycięte źle. I stąd moje pytanie, czy jeśli w "dole sinusoidy" przełączymy G42->G41 albo na odwrót (zależnie od kierunku ruchu ostrza) to w momencie przełączenia nie wystąpi ruch zacinający do przodu lub do tyłu.
I stąd też moje pytania o deklarację noża w tabeli narzędzie. Bo inaczej zachowa się nóż dla A3, inaczej dla A8 i wreszcie inaczej dla A9.
-
GrzegorzQ
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 4
- Posty: 41
- Rejestracja: 04 lut 2010, 10:57
- Lokalizacja: małopolska
Narzędzie w moim przykładowym programie miało w offsetach ustawioną deklarację na typ 3
Uzyskane pozycje są pozycjami fizycznymi punktu urojonego ostrza. Program pisany był na FANUC-u 0iT, ale zasada działania kompensacji promienia jest uniwersalna. Wartości pokazane na monitorze w moim przypadku odnosiły się do faktycznego fizycznego położenia ostrza.
Co do zmiany kompensacji (G41 G42) to pozostaję przy swoim zdaniu. Nie jest ważny kształt, tylko położenie ostrza względem konturu
Podam ci kolejny przykład:
N1 T0202
N2 G97 S200 M3
N3 G0 X120 Z20 -> X120 Z20
N4 G42 G1 X110 Z0 F0.4 -> X110 Z-0.8
N5 G1 Z-10 -> X110 Z-8.869
N6 G1 X120 Z-5 -> X117.269 Z-5.234
N7 G40
Widać na powyższym przykładzie, że nawet przy takim ruchu narzędzia ciągle jesteśmy po prawej stronie konturu.
Co do twojego pytania o sinusoidę, to nie musimy zmieniać kompensacji. Sterowanie widzi ostrze noża jako okrąg o promieniu R (deklarowanym w ustawieniach narzędzia). Podając typ narzędzia (w moim przypadku 3) podajesz tylko informację sterownikowi gdzie znajduje się punkt zaczepienia promienia względem punktu urojonego ostrza po to aby w każdym momencie przejazdu sterownik mógł wyliczyć gdzie ma punkt styczny z konturem. To ty musisz dobrać nóż oraz płytkę o takiej geometrii, aby podczas przejazdu nie przytrzeć konturu. Zauważ, co stało by się, gdybym w ostatnim przykładzie z mojego poprzedniego posta nie zmienił rodzaju kompensacji z G42 na G41. Ostrze zagłębiło by się w materiał na głębokość 2xR (punkt zaczepienia promienia chciałby znaleźć się z drugiej strony opisanego konturu) po to aby ciągle być z prawej strony (G42)
Jeżeli ten sam kontur chciałbyś wykonać w otworze wytaczakiem, to musiałbyś użyć funkcji G41 przy dojeździe do wrzeciona i G42 przy odjeździe od wrzeciona.
Ściąg sobie instrukcję np. do Fanuc 18i i przeczytaj rozdział 14. "FUNKCJA KOMPENSACYJNA"
Pozdrawiam
Grzegorz
Uzyskane pozycje są pozycjami fizycznymi punktu urojonego ostrza. Program pisany był na FANUC-u 0iT, ale zasada działania kompensacji promienia jest uniwersalna. Wartości pokazane na monitorze w moim przypadku odnosiły się do faktycznego fizycznego położenia ostrza.
Co do zmiany kompensacji (G41 G42) to pozostaję przy swoim zdaniu. Nie jest ważny kształt, tylko położenie ostrza względem konturu
Podam ci kolejny przykład:
N1 T0202
N2 G97 S200 M3
N3 G0 X120 Z20 -> X120 Z20
N4 G42 G1 X110 Z0 F0.4 -> X110 Z-0.8
N5 G1 Z-10 -> X110 Z-8.869
N6 G1 X120 Z-5 -> X117.269 Z-5.234
N7 G40
Widać na powyższym przykładzie, że nawet przy takim ruchu narzędzia ciągle jesteśmy po prawej stronie konturu.
Co do twojego pytania o sinusoidę, to nie musimy zmieniać kompensacji. Sterowanie widzi ostrze noża jako okrąg o promieniu R (deklarowanym w ustawieniach narzędzia). Podając typ narzędzia (w moim przypadku 3) podajesz tylko informację sterownikowi gdzie znajduje się punkt zaczepienia promienia względem punktu urojonego ostrza po to aby w każdym momencie przejazdu sterownik mógł wyliczyć gdzie ma punkt styczny z konturem. To ty musisz dobrać nóż oraz płytkę o takiej geometrii, aby podczas przejazdu nie przytrzeć konturu. Zauważ, co stało by się, gdybym w ostatnim przykładzie z mojego poprzedniego posta nie zmienił rodzaju kompensacji z G42 na G41. Ostrze zagłębiło by się w materiał na głębokość 2xR (punkt zaczepienia promienia chciałby znaleźć się z drugiej strony opisanego konturu) po to aby ciągle być z prawej strony (G42)
Jeżeli ten sam kontur chciałbyś wykonać w otworze wytaczakiem, to musiałbyś użyć funkcji G41 przy dojeździe do wrzeciona i G42 przy odjeździe od wrzeciona.
Ściąg sobie instrukcję np. do Fanuc 18i i przeczytaj rozdział 14. "FUNKCJA KOMPENSACYJNA"
Pozdrawiam
Grzegorz






