



")
 Witam
WitamTak jak w temacie po wpisaniu złej korekty narzędzia maszyna uderzyła w detal i oś Z podniosła się o jakieś 2.6mm.
Wiem że należy zmienić jeden parametr pomniejszyć lub dodać ta wartość pytanie który?
Sterowanie:
Sinumerik 840D powerline z SopMill
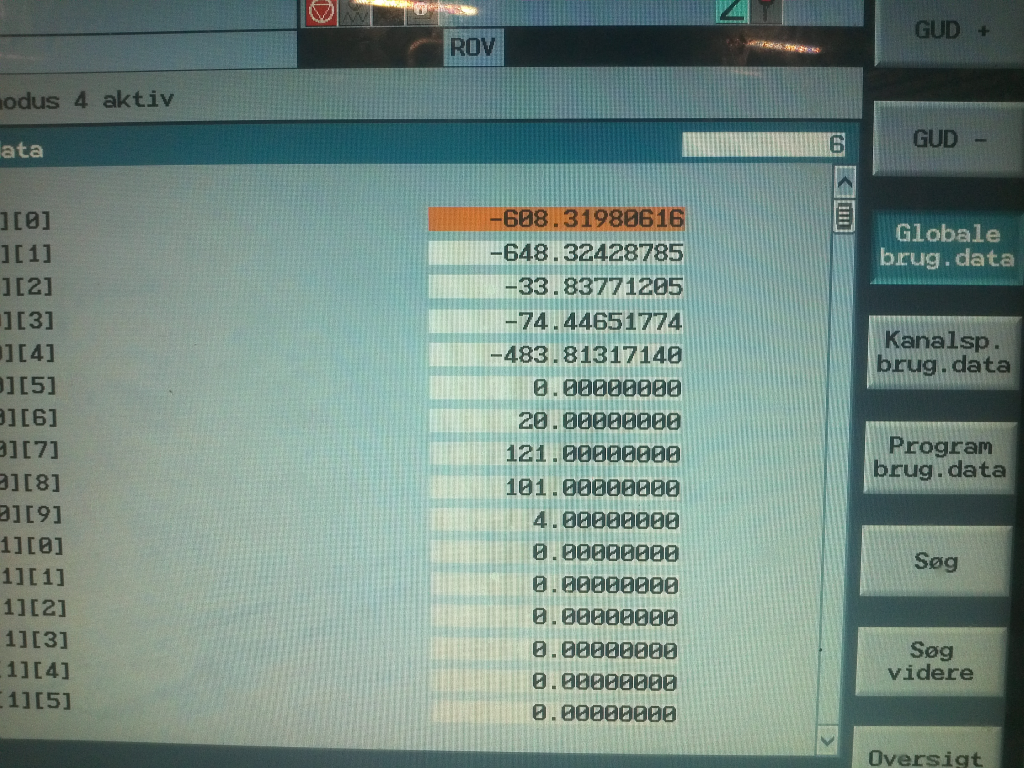
Sa tam parametry w Global Data o takim harakteże
_TP(0)(0)
_TP(0)(1)
....... I TAK DO 10 liczby przy nich przypominają wymiary poruszania się w osiach
Proszę o szybka pomoc
PS jest tez załącznik jak widac








