



Dzień dobry,
jesteśmy właścicielami CNC Sabre 750 od niedawna. Podczas pracy zauważyliśmy problem z kompensacją promienia narzędzia.
Maszyna nie realizuje kompensacji narzędzia, narzędzie pomierzone i zadeklarowane (frez palcowy d=12)
Wpisano prosty program
G41 X0 Y20
G1 X50 Y20
G1 X50 Y0
G1 X0 Y0
G1 X-15 Y -15 G40
G0 Z50
Powinienem otrzymać prostokąt o wymiarach 20x50 mm, a otrzymuję prostokąt 8x38.
Czy ktoś z szacownych forumowiczów miał taki problem, jak udało wam się go rozwiązać?
Cincinnati Sabre 750
Kompensacja promienia narzędzia
-
Fero Engineering
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 3
- Posty: 20
- Rejestracja: 21 paź 2019, 06:55
- Lokalizacja: Bielsko-Biała
- Kontakt:


-
wojtek10916
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Cincinnati Sabre 750
spróbuj
G41D(numer narzedzia) X0 Y20
czyli
Jeżeli T2 to
G41 D2 X0 Y20
A tak poza tym jaki sterownik i wklej reszte programu
G41D(numer narzedzia) X0 Y20
czyli
Jeżeli T2 to
G41 D2 X0 Y20
A tak poza tym jaki sterownik i wklej reszte programu
-
Fero Engineering
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 3
- Posty: 20
- Rejestracja: 21 paź 2019, 06:55
- Lokalizacja: Bielsko-Biała
- Kontakt:
Re: Cincinnati Sabre 750
Wojtek 10916,
D z numerem narzędzia nie działa. To jest pierwsza rzecz, która wypróbowaliśmy.
Maszyna stoi na fanucu (Acramatic 2100) 1996r.
Program poniżej:
T1 M6
M8 G90
G0 X-10 Y-10 Z0
S2000 M3
G1 Z-4 F350
G41 G1 X0 Y0
G1 Y20
G1 X50 Y20
G1 X50 Y0
G1 X0 Y0 G40
G0 Z50 M9
M30
D z numerem narzędzia nie działa. To jest pierwsza rzecz, która wypróbowaliśmy.
Maszyna stoi na fanucu (Acramatic 2100) 1996r.
Program poniżej:
T1 M6
M8 G90
G0 X-10 Y-10 Z0
S2000 M3
G1 Z-4 F350
G41 G1 X0 Y0
G1 Y20
G1 X50 Y20
G1 X50 Y0
G1 X0 Y0 G40
G0 Z50 M9
M30
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Cincinnati Sabre 750
Acramatic to siemens jak dobrze pamietam to bylo jakies 6 lat temu
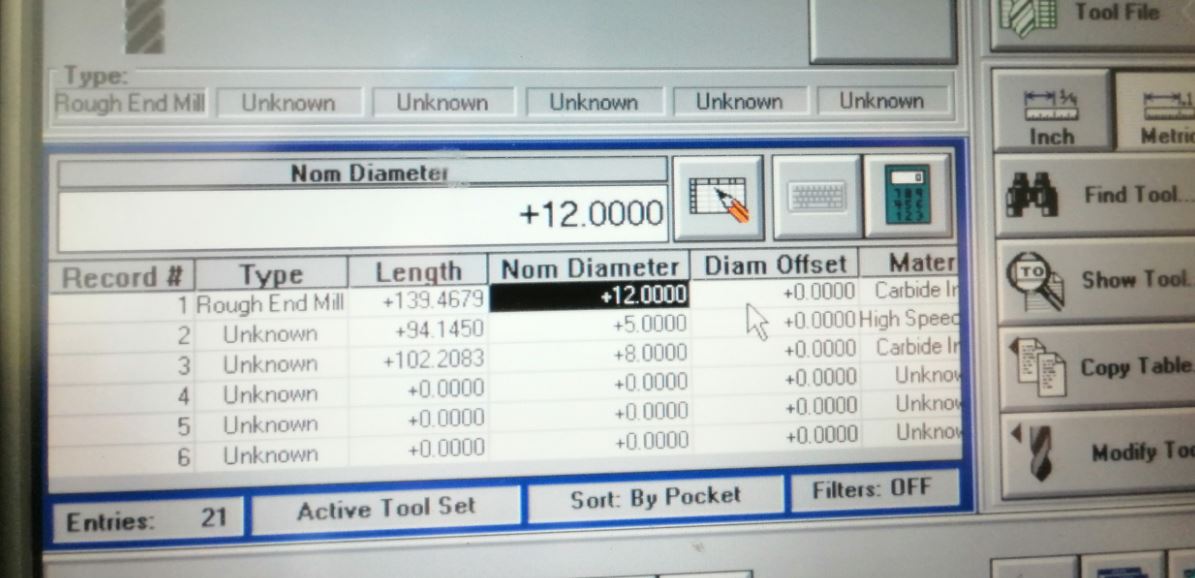
Tabele dobrze wypełnione z geometria narzędzia ważne aby odpowiednio wypełnic tabele? (wrzuć fotke tabeli)
przywołanie narzędzia powinno wyglądac tak
:T1M6
G0 X-10 Y-10 S1200 M13 D1
A i jeszcze jedno moze dodaj G17 aby okreslic plaszczyzne robocza
Tabele dobrze wypełnione z geometria narzędzia ważne aby odpowiednio wypełnic tabele? (wrzuć fotke tabeli)
przywołanie narzędzia powinno wyglądac tak
:T1M6
G0 X-10 Y-10 S1200 M13 D1
A i jeszcze jedno moze dodaj G17 aby okreslic plaszczyzne robocza
-
Fero Engineering
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 3
- Posty: 20
- Rejestracja: 21 paź 2019, 06:55
- Lokalizacja: Bielsko-Biała
- Kontakt:
Re: Cincinnati Sabre 750
Cześć Wojtek,
Acramatic był stworzony, bądź rozwijany przez Vickersa, ale z tego co się orientuję na fanucku, później przejął go Siemens, który nie dokońca był zainteresowany rozwijaniem acramatica, bo miał swojego sinumerica.
Nasza cincinatka oparta jest na Acramaticu 2100 jeszcze z czasów Vickersa.
Odnośnie programu,
przywołanie narzędzia które wpisałeś nie pomaga, robiliśmy różne konfiguracje z D, żadnego wpływu to nie miało.
Płaszczyzna G17 była deklarowana, niestety bezskutecznie.
Wrzucam deklarację narzędzia, tak jak prosiłeś.
Acramatic był stworzony, bądź rozwijany przez Vickersa, ale z tego co się orientuję na fanucku, później przejął go Siemens, który nie dokońca był zainteresowany rozwijaniem acramatica, bo miał swojego sinumerica.
Nasza cincinatka oparta jest na Acramaticu 2100 jeszcze z czasów Vickersa.
Odnośnie programu,
przywołanie narzędzia które wpisałeś nie pomaga, robiliśmy różne konfiguracje z D, żadnego wpływu to nie miało.
Płaszczyzna G17 była deklarowana, niestety bezskutecznie.
Wrzucam deklarację narzędzia, tak jak prosiłeś.
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Cincinnati Sabre 750
Ach te acramatic...
Spróbuj wpisac 12. w Diam Offset i zobacz czy ci odsunie narzedzie
Spróbuj wpisac 12. w Diam Offset i zobacz czy ci odsunie narzedzie






