




")
co wymagało demontażu blatu stołu

i przedłużenia śruby,


postanowiłem zafundować maszynie centralne smarowanie, a potem korzystając z demontażu stołu krzyżowego podskrobać powierzchnie ślizgowe jaskółek, i na koniec dołożyć zgarniacze.
Kupiłem gotowy zestaw pompa + akcesoria
https://alle gro.pl/oferta/zestaw-pompa-centralnego-smarowania-cnc-tokarki-fv-8218141138
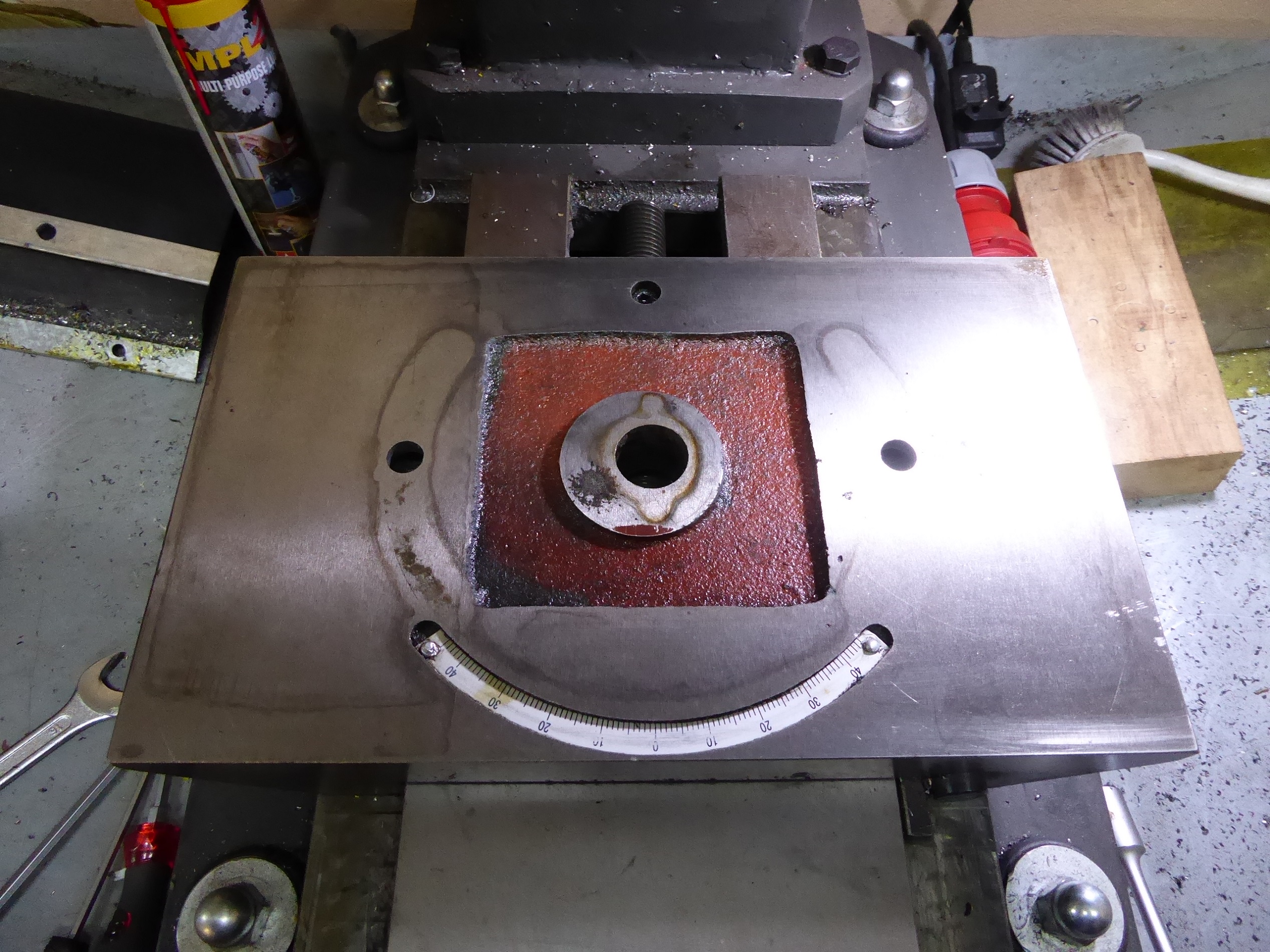
zdemontowałem obrotnicę sań poprzecznych stołu(mam w G-1 stół obrotowy)

(spód obrotnicy)

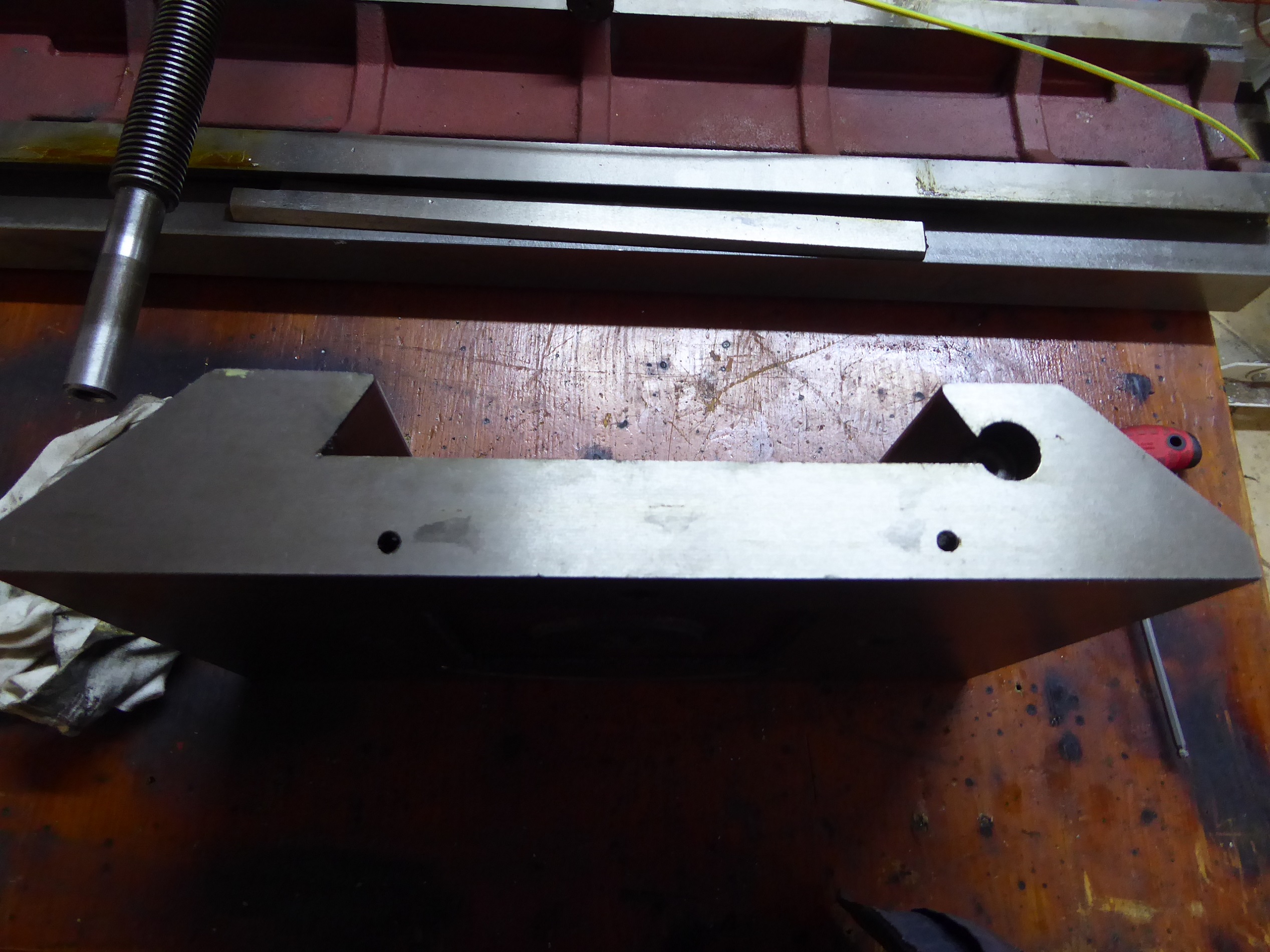
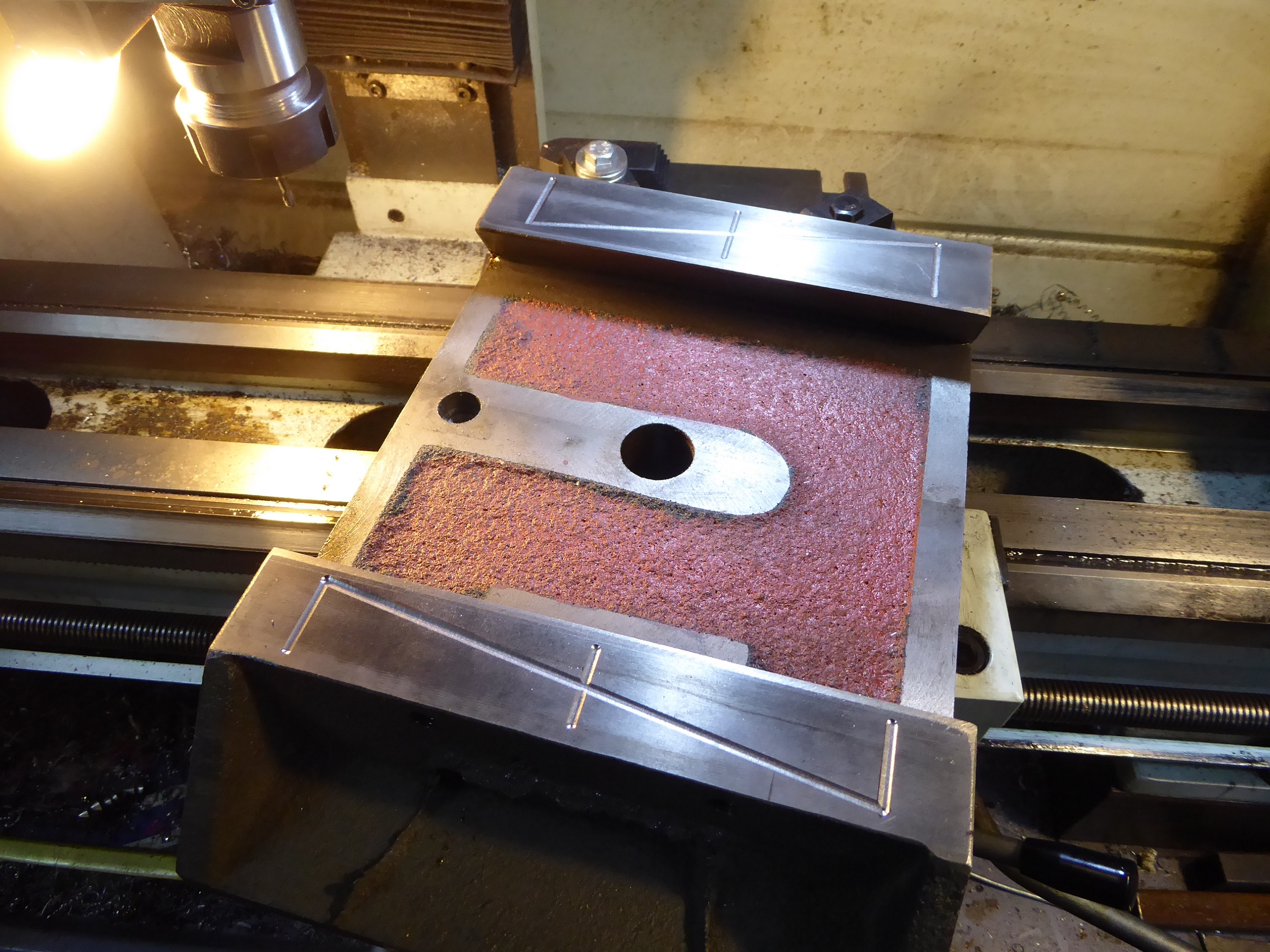
i natrasowałem pisakiem linie rowków olejowych na powierzchniach ślizgowych jaskółki blatu stołu,
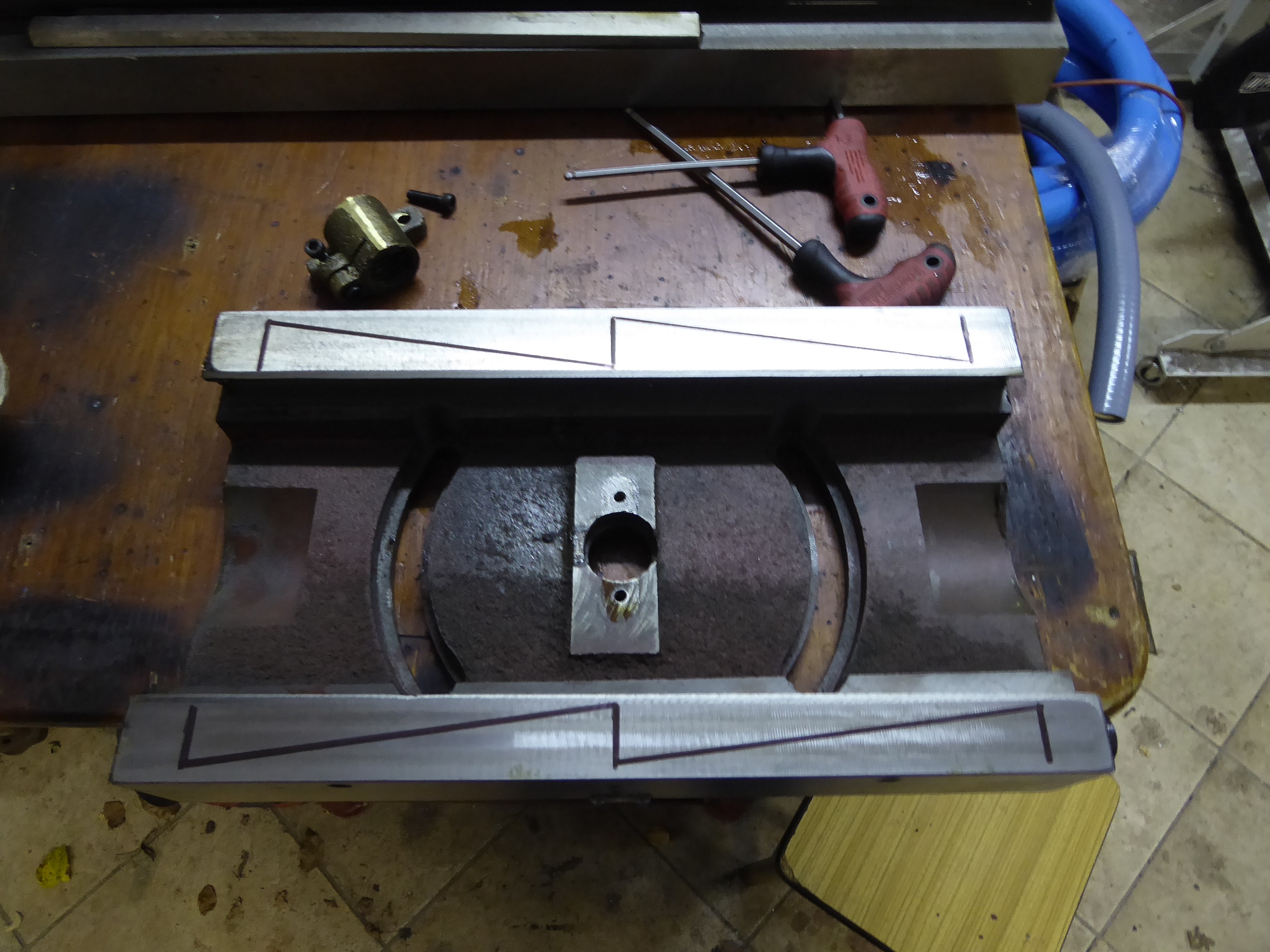
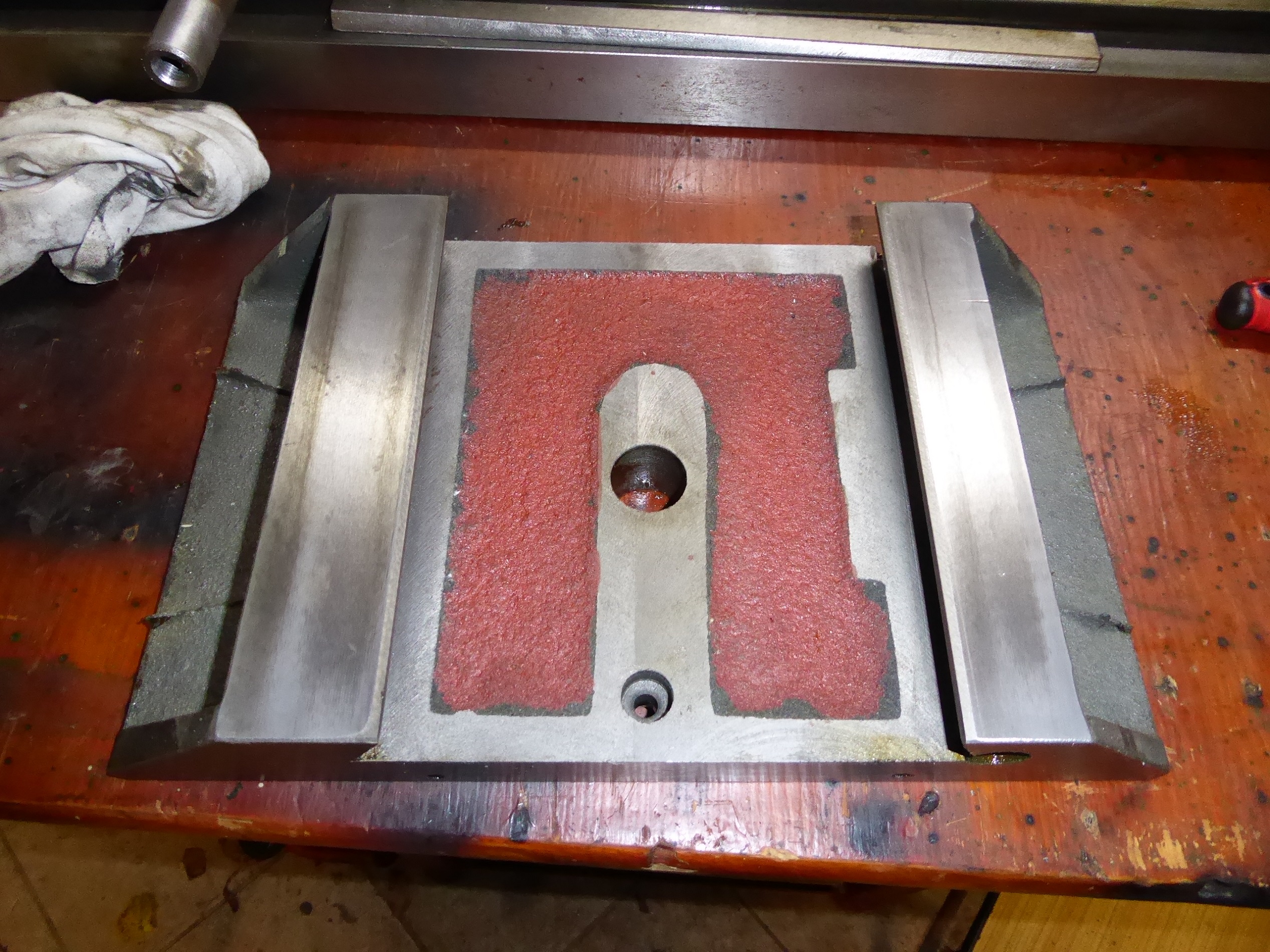
które wyfrezowałem frezem kulistym WHM ⌀4mm na głębokość 0,3mm,
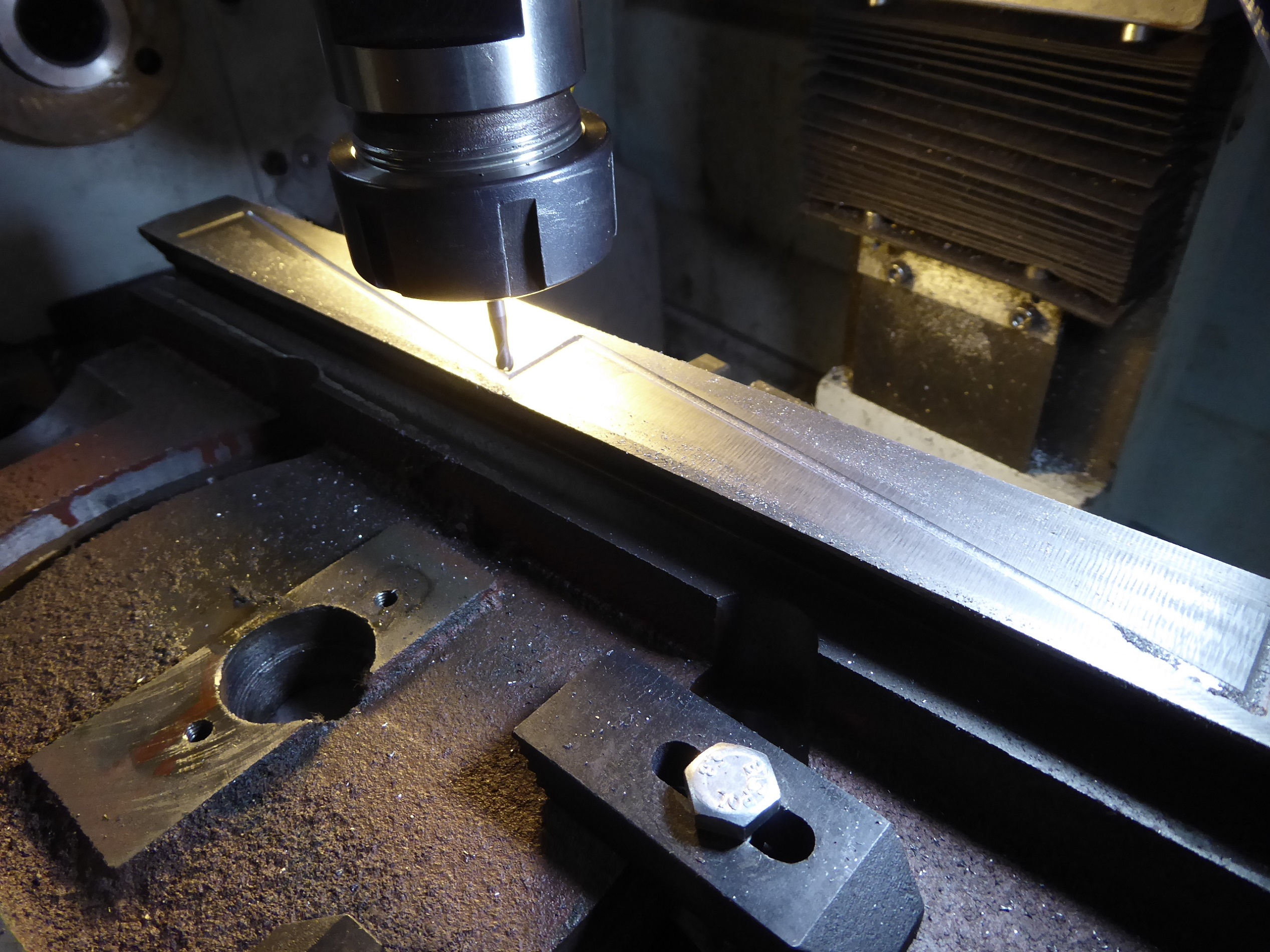
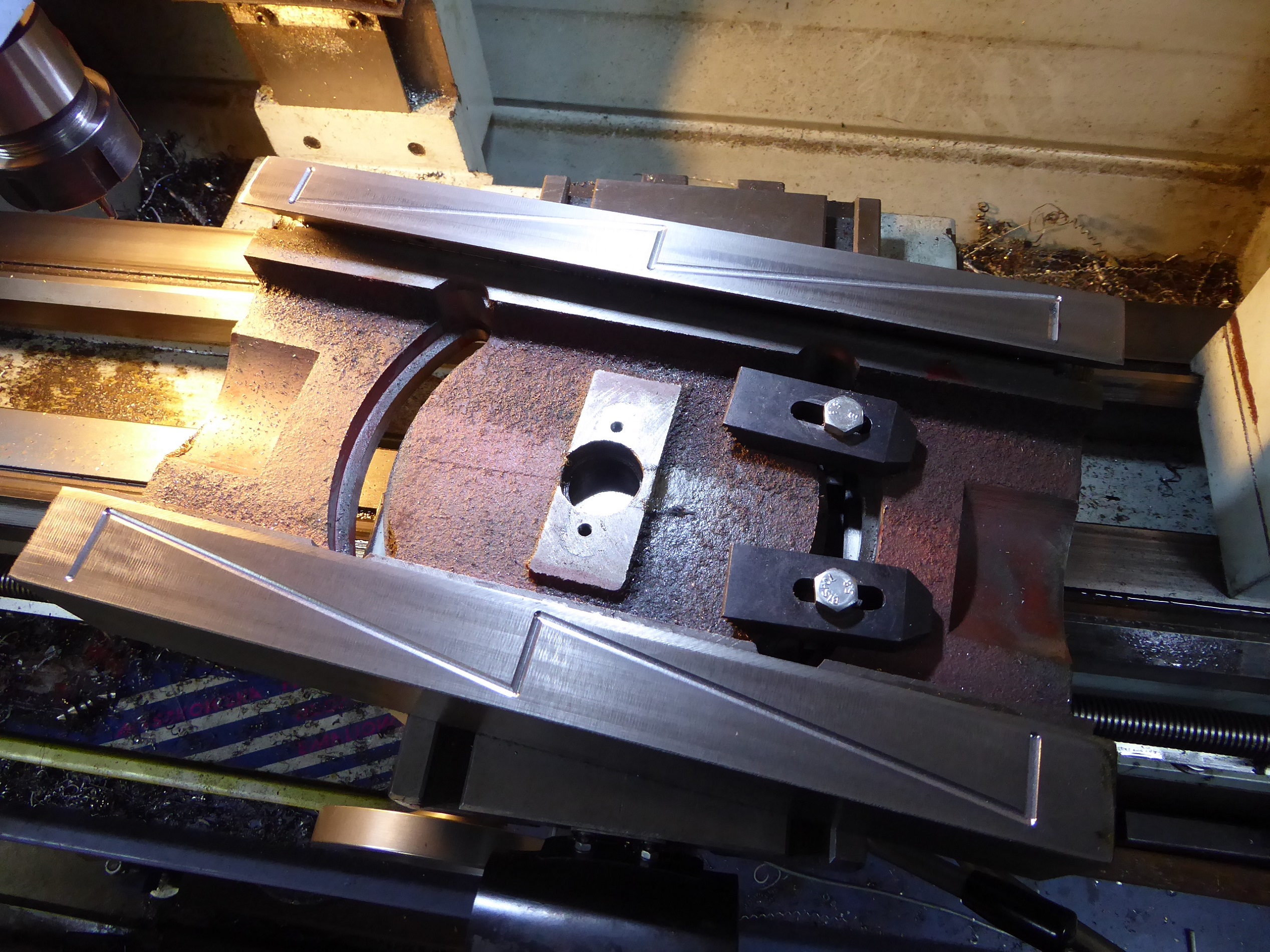
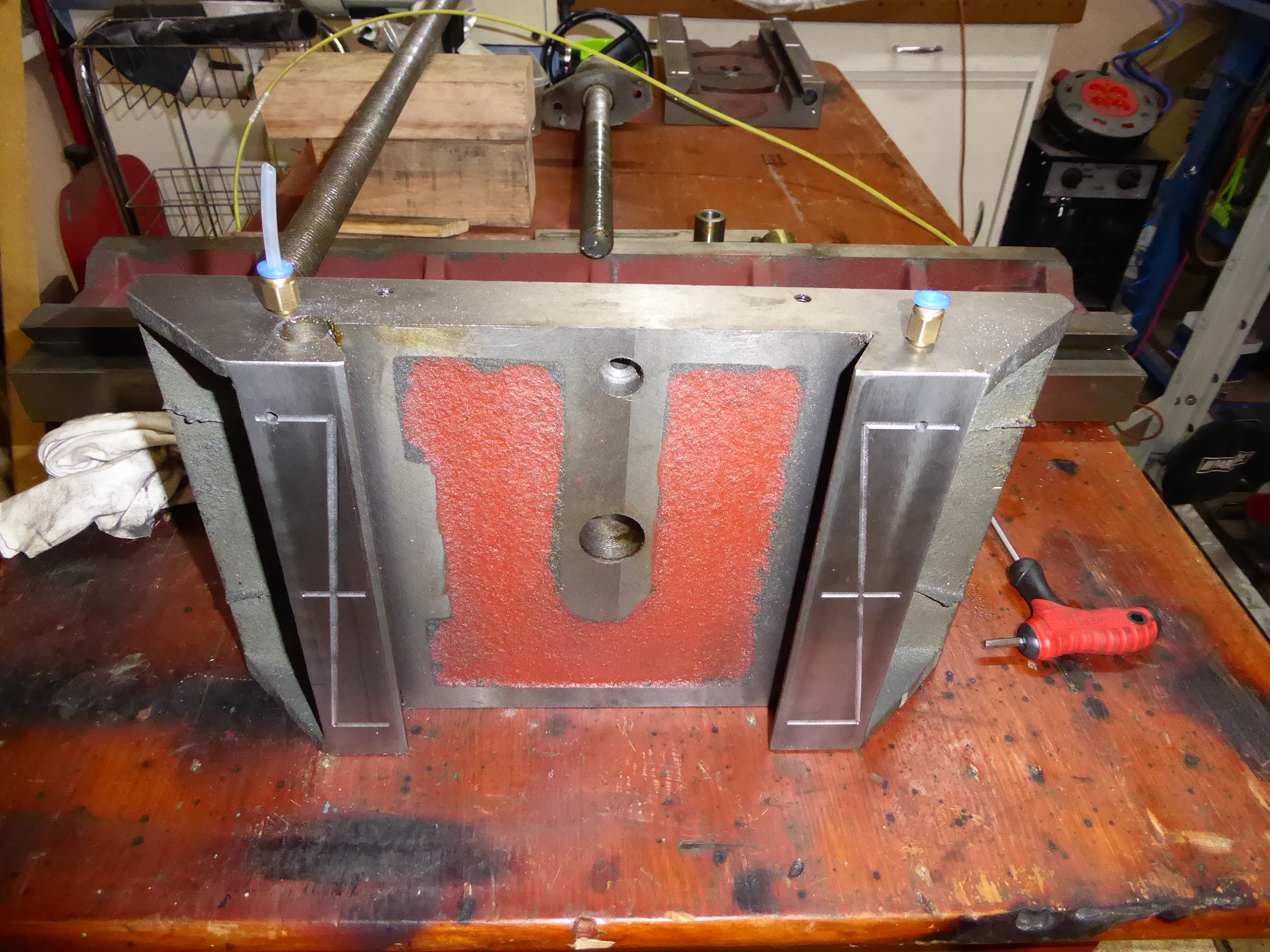
następnie powierciłem wiertłem ⌀4mm kanały olejowe z każdego rowka prowadzące pod kątem prostym na zewnątrz korpusu do szybkozłączek (pod M6)
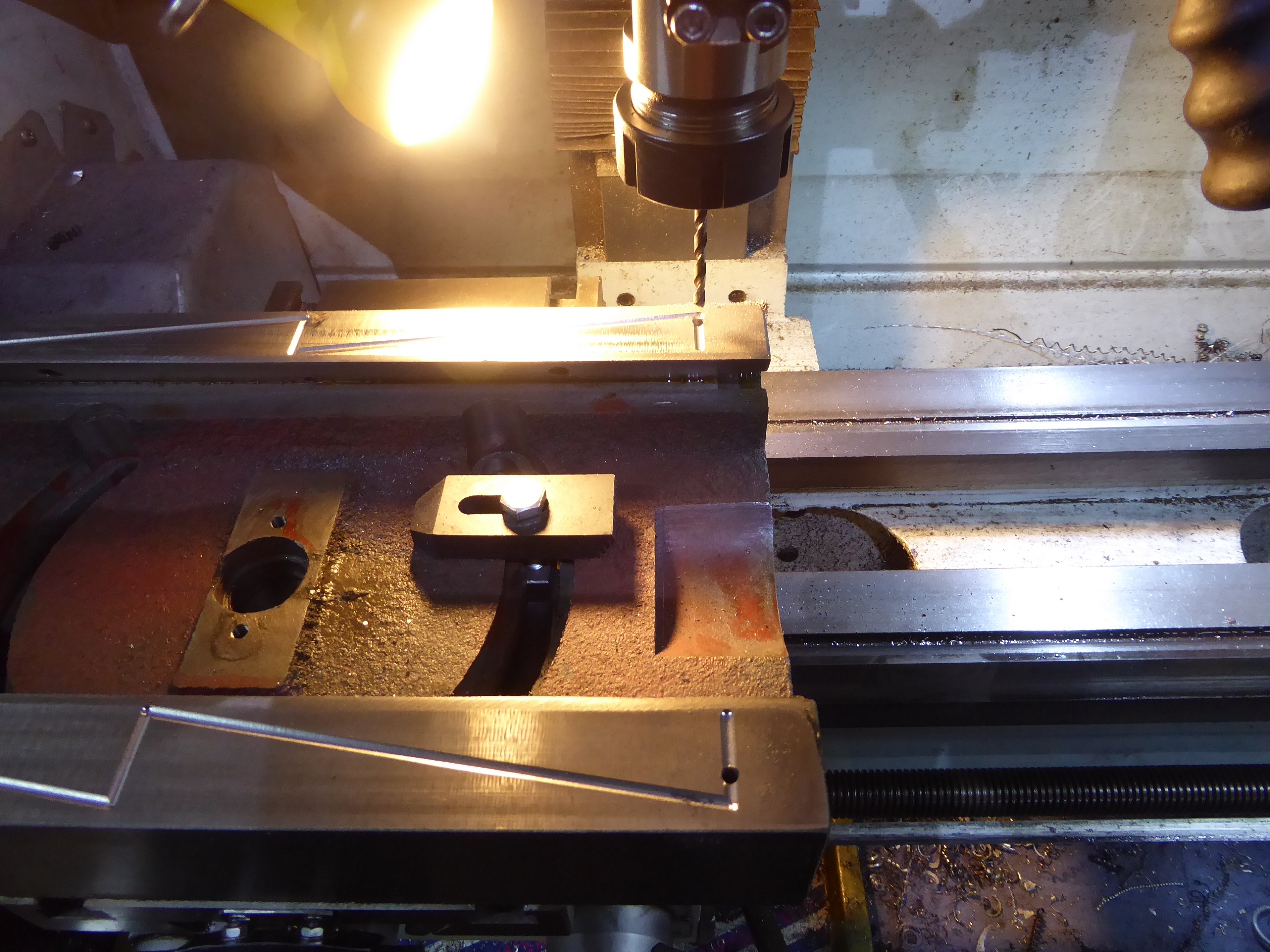
Kanał na zewnątrz korpusu po stronie klina jaskółki poprowadziłem tak by ominąć śrubę regulacyjną klina.

Podobnie postąpiłem z dolną karetką sań poprzecznych(na której leży obrotnica)
I gotowe...

Następnie czas na skrobanie...
cdn....
")

")









