ahabich pisze:Na 200 mm toczenia błąd średnicy wynosi ~0,005
Te 0,005 odchyłki to pomiar czujnikiem jadącym po wałku, czy mikrometrem mierzona średnica wałka? Bo jak mikrometrem mierząc masz odchyłkę na 200mm 5 mikrometrów to tokarka jest idealna. A jak jedziesz czujnikiem po wałku to taki pomiar nic nie mówi bo mierzysz równoległość czegoś co z założenia po toczeniu wychodzi równoległe- tworzącej walca do osi łoża. Nawet jakby łoże było bananem to wałek też taki wyjdzie i jak czujnikiem jadącym na suporcie pomierzysz to w każdym miejscu stwierdzisz równoległość. To samo na planowanej tarczy. W przypadku tarczy dopiero pomiar za osią tokarki coś mówi- u ciebie 0,13mm. Natomiast pomierzona czujnikiem odchyłka 3 setki na części tarczy przed osią wrzeciona wskazuje na luzy na suporcie lub małą sztywność zamocowania noża (był bardziej odpychany przy toczeniu skraju planowanej tarczy w stosunku do jej srodkowej części)
Jak chcesz dobrze ustawić tokarkę, to nie mając trzpienia pomiarowego się robi tak: Najpierw usuwasz luzy wrzeciona, potem:
1. Ustawiasz równoległość osi wrzeciona do osi łoża (
2 kąty! - poziomy i pionowy)
a) Poziomy- wstępnie.
Mozna to zrobić tocząc gruby wałek, zamocowany tylko w uchwycie bez podparcia konikiem, małym wiórem i bardzo ostrym nożem i mierząc go
mikrometrem. Wtedy jak wyjdzie taka sama średnica na początku i końcu wałka to w pierwszym przybliżeniu jest równoległość osi łoża do osi wrzeciona
w zakresie kąta poziomego. Jak nie to trza kręcić wrzeciennikiem- najlepiej na czujnik- na połowę odchyłki na srednicy w danym miejscu wałka. W zasadzie ta regulacja jest potrzebna tylko dla uzyskania wałka który będzie wzorcem do kolejnego etapu.
b) Pionowy.
Następnie
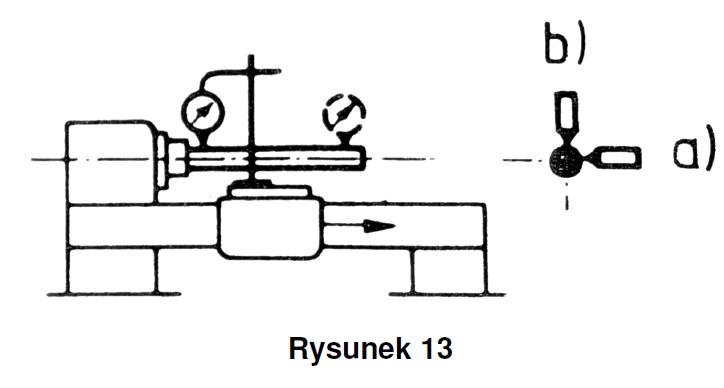
nie ruszając tak zamocowanego wałka ( który będzie dla nas wzorcem o stałej średnicy uzyskanej w pkt.a, a na dodatek będzie dokładnie w osi wrzeciona), czujnikiem zamocowanym na suporcie trzeba przejechać po nim
na górze- da to pojęcie o równoległości osi wrzeciona i łoża w kierunku
pionowym. Regulacji dokonuje się skrobiąc lub podkładając podstawę wrzeciennika.
c) Poziomy jeszcze raz- tym razem ten właściwy i ostateczny.
Po ustawieniu równoległości w zakresie kąta pionowego znowu trza wałek przetoczyć i pomierzyć mikrometerm i ponownie skorygowac równoległość w
poziomie. Za drugim razem tokarka będzie miała już prawidłową geometrię w zakresie obu równoległości. Pionowej jak była poprzednio dobrze ustawiona, można już nie korygować.
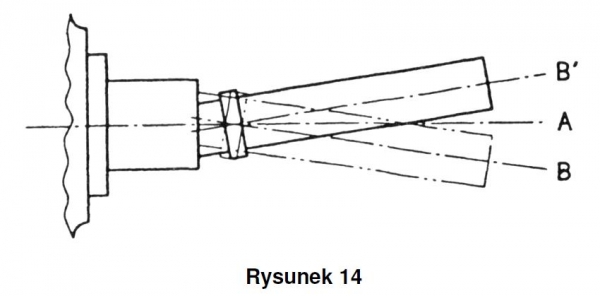
Dlaczego akurat tak- bo nierównoległość w zakresie kąta poziomego w 100% przekłada się na średnicę toczonego wałka , a nierównoległość w pionie dużo mniej. Pokazywałem kiedyś rysunek na forum. Poza tym po ustawianiu wrzeciennika w zakresie kąta pionowego nic już nie pozostanie z regulacji prowadzonej w pkta

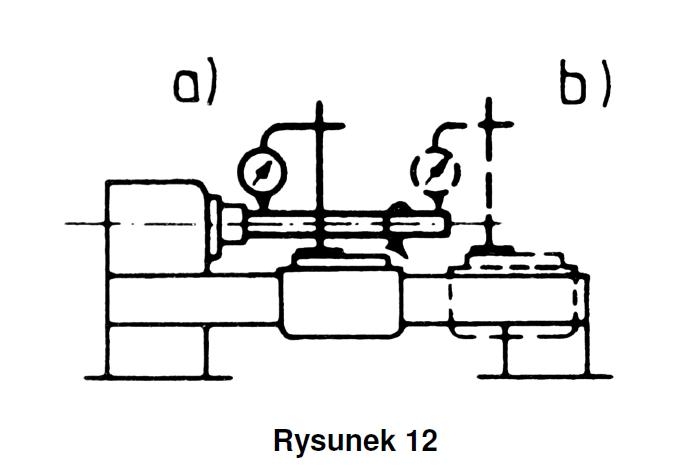
2. Potem można splanować tarczę i jak wyjdzie stożkowa no to oznacza
to nieprostopadłość przesuwu poprzecznego do osi łoża co skorygować już można
tylko skrobaniem lub szlifowaniem suportu. Absolutnie nie wolno dla zniwelowania tego błędu kręcić wrzeciennikiem bo się popsuje wszystko co uzyskaliśmy w pkt.1!!
3. Potem można zając się konikiem, ale tego na razie nie opisują bo ty masz problem na razie nierozwiązany ustawienia wrzeciennika.




")

")

")