




W szkole zaczałem pisać ten program i nie mam jak go dokończyć, ponieważ nie mam programu MTS, wersja demo nie pozwala pisać własnych programów. Dlatego też zwracam sie z prośbą o pomoc.
Bardzo mi zależy na czasie. Potrzebuje ten program najlepiej do końca tygodnia.
To jest zaczęty program.
()
(( 19.1.2013 12:19
(
( KONFIGURACJA
( OBRABIARKA MTS01 TM-016_-R1_-060x0646x0920
( STEROWANIE MTS TM01
(
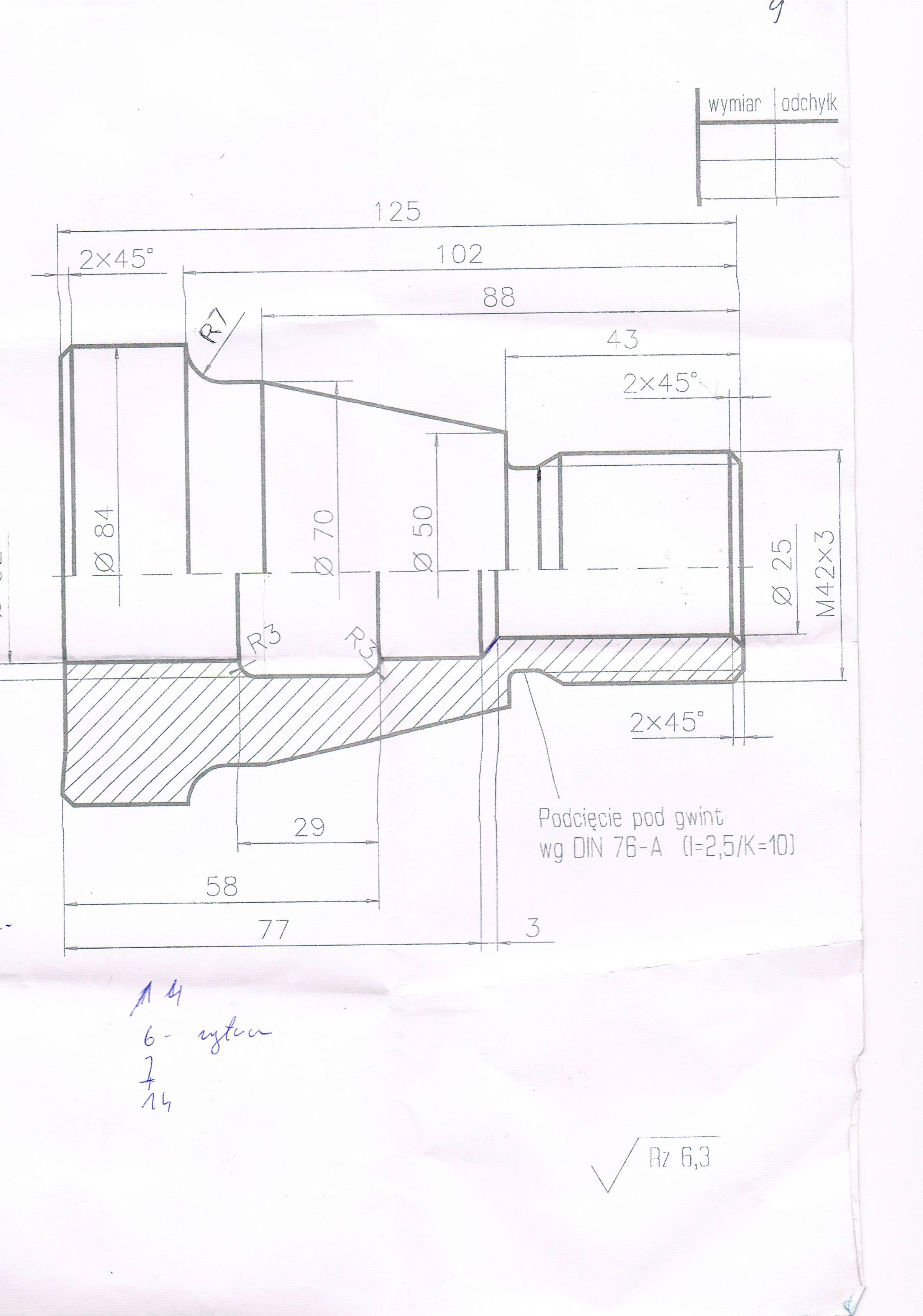
( PRZEDMIOT OBRABIANY
( WALEC D080.000 L110.000
( MATERIAŁ 9 SMN 28K
(
( WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
( UCHWYT TOKARSKI KFD-HS 160
( SZCZĘKA STOPNIOWA WM-160_200-25.000
( RODZAJ ZAMOCOWANIA MOCOWANIE ZEWNĘTRZNE STOPNIOWANY WEWNĄTRZ
( GŁĘBOKOŚĆ ZAMOCOW. E25.000
(( Prawa powierzchnia przedmiotu obrab.: Z+0230.000
(
(
( KONIK
( KIEŁ CENTRUJĄCY 171 MT1 020-050
( TULEJA WRZEC. NIE USTAWIAĆ
( POZYCJA KONIKA Z+1095.000
(
( AKTUALNE NARZĘDZIE T01
( NARZĘDZIA
( T01 NÓŻ KĄTOWY LEWY CL-SCLCL-2020/L/1208 ISO30
( T02 NÓŻ DO KOPIOWANIA CC-MTENN-2020/L/1608 ISO30
( T03 NÓŻ KĄTOWY LEWY CL-SVJAL-2020/L/1604 ISO30
( T04 NÓŻ DO GWINTÓW LEWY TL-LHTR-2020/R/60/3.00 ISO30
( T05 NÓŻ KĄTOWY LEWY CL-SDJCL-2020/L/1208 ISO30
( T06 WYTACZAK ZAOSIOWY BI-SVUCR-1010/R/0702 ISO30
( T07 WYTACZAK ZAOSIOWY BI-SCLCL-1212/L/0604 ISO30
( T08 NÓŻ DO KOPIOWANIA CC-MCDNN-2020/R/1204 ISO30
( T09 NÓŻ KĄTOWY LEWY CL-SVJCL-2020/L/1604 ISO30
( T10 NÓŻ KĄTOWY LEWY CL-MSSNR-2020/R/1204 ISO30
( T11 WYTACZAK ZAOSIOWY BI-SCAAL-1010/L/0604 ISO30
( T12 NÓŻ KĄTOWY LEWY CL-MTJNR-2020/R/1608 ISO30
( T13 NÓŻ DO GWINTÓW LEWY TL-LHTR-2020/R/60/1.50 ISO30
( T14 WIERTŁO KRĘTE DR-24.00/140/R/HSS ISO30
( T15 WYTACZAK DO ROWKÓW ZAOSIOWY RI-GHILL-1013/L/02.22 ISO30
( T16 NÓŻ DO ROWKÓW OSIOWYCH RA-MBS-E5N-2.0/12/030-039/L ISO30
(
( WARTOŚCI KOREKCJI
( D01 R000.800 X+070.000 Z+0045.000 G000.000 E005.000 I-000.800 K-000.800
( D02 R000.800 X+070.000 Z+0032.000 G000.000 E060.000 I-000.800 K+000.000
( D03 R000.400 X+070.000 Z+0045.000 G000.000 E054.000 I-000.400 K-000.400
( D04 R000.433 X+070.000 Z+0040.567 G000.000 E000.000 I-000.433 K+000.000
( D05 R000.800 X+070.000 Z+0045.000 G000.000 E032.000 I-000.800 K-000.800
( D06 R000.200 X-011.010 Z+0170.000 G000.000 E052.000 I+000.200 K-000.200
( D07 R000.400 X-007.252 Z+0160.000 G000.000 E005.000 I+000.400 K-000.400
( D08 R000.400 X+070.000 Z+0032.000 G000.000 E050.000 I-000.400 K+000.000
( D09 R000.400 X+070.000 Z+0045.000 G000.000 E052.000 I-000.400 K-000.400
( D10 R000.400 X+070.000 Z+0035.500 G000.000 E045.000 I-000.400 K-000.400
( D11 R000.400 X-008.653 Z+0170.000 G000.000 E032.000 I+000.400 K-000.400
( D12 R000.800 X+070.000 Z+0045.000 G000.000 E027.000 I-000.800 K-000.800
( D13 R000.217 X+070.000 Z+0040.783 G000.000 E000.000 I-000.217 K+000.000
( D14 R000.000 X+000.000 Z+0225.000 G024.000 E059.000 I+000.000 K+000.000
( D15 R000.100 X-013.500 Z+0157.020 G002.220 E000.000 I+000.100 K-000.100
( D16 R000.200 X+014.800 Z+0100.000 G002.000 E000.000 I+000.200 K-000.200
(
( PKTY ZEROWE PRZEDM.
( G54 X+000.000 Z+0625.000
(
()
N0005 M30
Oczywiście możemy sie dogadać w sprawach wynagrodzenia za napisanie programu.
")






