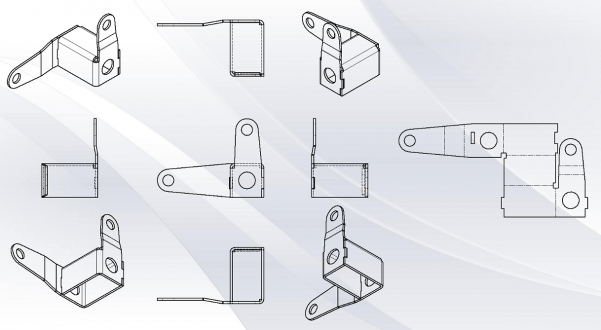
Zwracam się do Was z wielką prośbą o pomoc w określeniu rodzaju obróbki wstępnej potrzebnej do wykonania dźwigni kątowej załączonej niżej na zdjęciu. Jestem studentem politechniki poznańskiej i muszę zaplanować proces obróbki danego elementu. Szkopuł polega na tym, że proces nie może generować więcej niż 50% odpadu z półfabrykatu po uwzględnieniu naddatków. No i kolejny haczyk w tym, że element nie jest spawany (w przeciwieństwie do tego na dokumentacji), lecz jednolity.
Ze swoim problemem byłem już u doktora, który prowadzi zajęcia z podstaw konstrukcji maszyn. Niestety powiedział mi, że nie może mi pomóc, bo nie wie jak to zrobić. Generalnie był zdziwiony, że ktoś coś takiego mógł mi zadać.
Co do moich przemyśleń: wydaje mi się, że najprościej byłoby wykonać obróbkę plastyczną zamówionego półfabrykatu o zbliżonym kształcie do pożądanego wyrobu. Byłoby to kucie matrycowe na prasie. Matrycę opłacałoby się wykonać, ponieważ produkcja elementu wynosiłaby 5000 elementów/miesiąc. Ale też nie po to zamieszczam tutaj post aby odpisywać samemu sobie : )
Aha no i odpada odlewanie ze względu na materiał (C45).
Czekam na propozycje i z góry dziękuję bardzo za odpowiedzi.



")

")
")