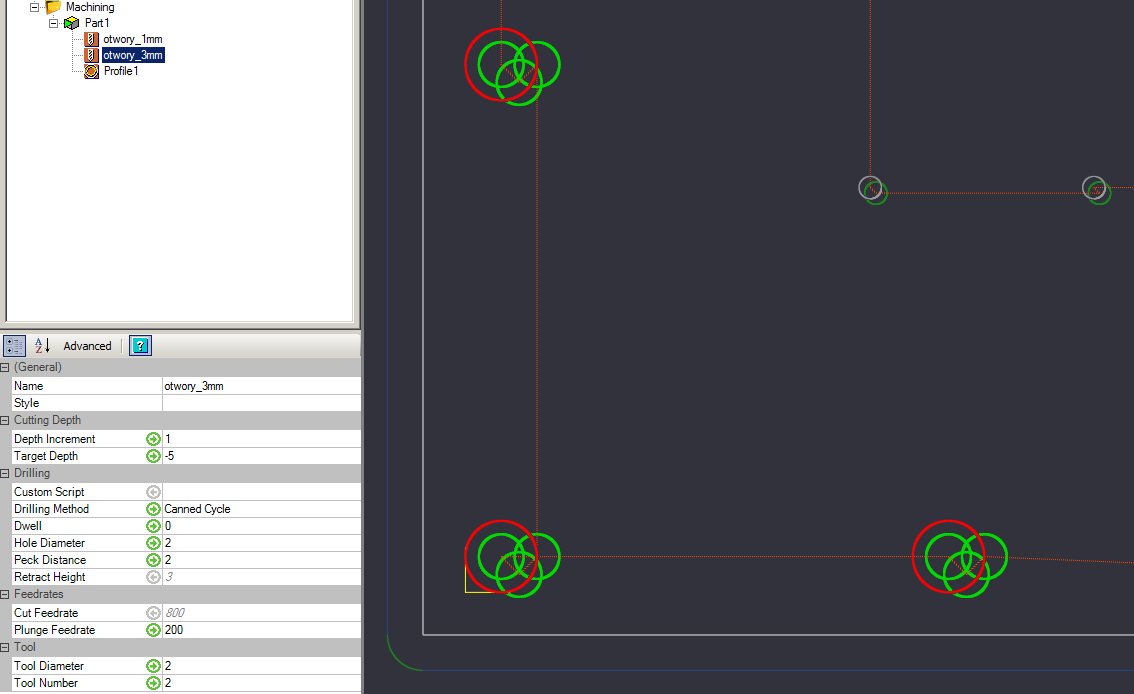
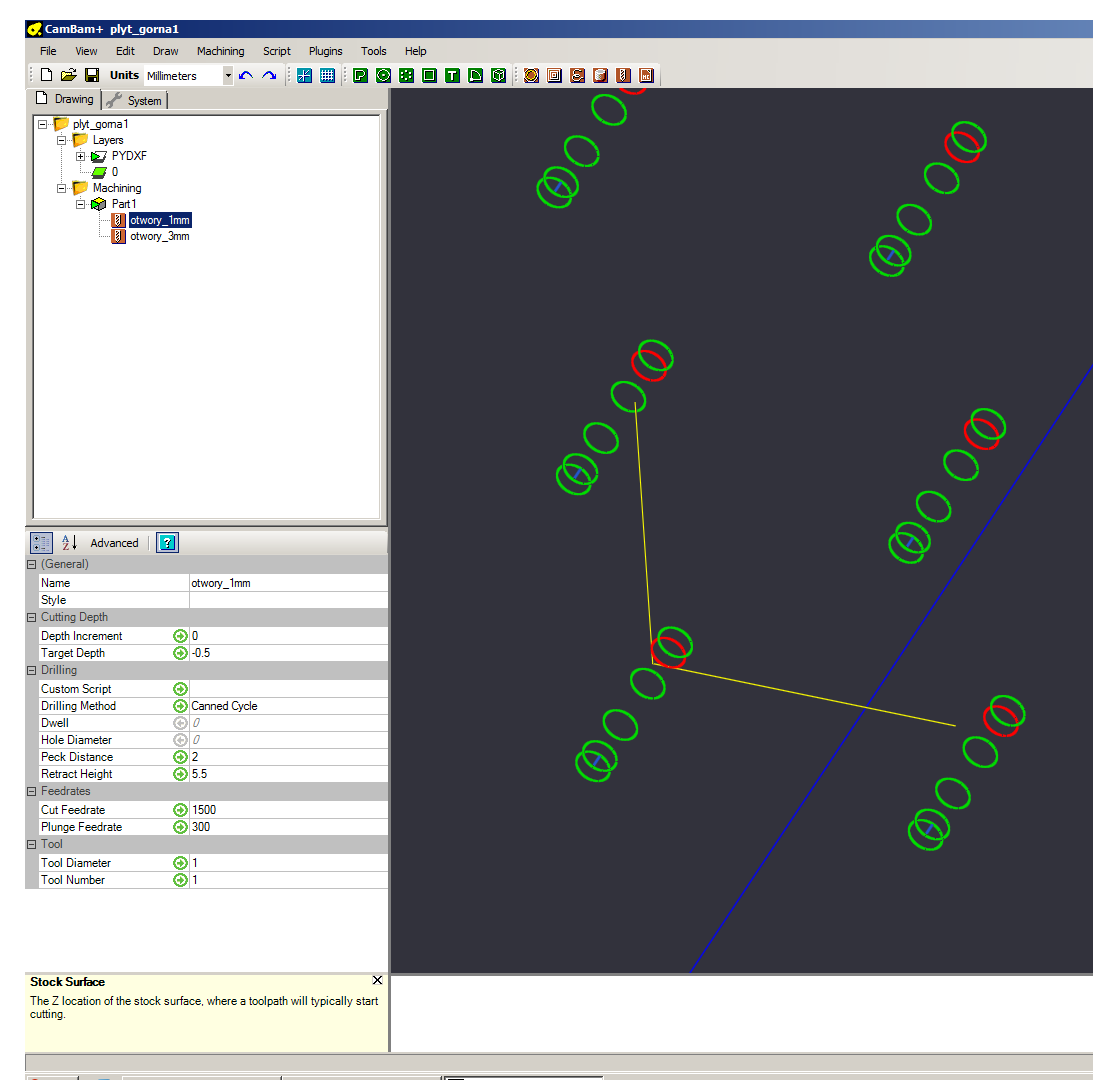
Rysunek co innego a ścieżki maszyny co innego. Mam przesunięcie, zarówno dla małych jak i dla dużych otworów.
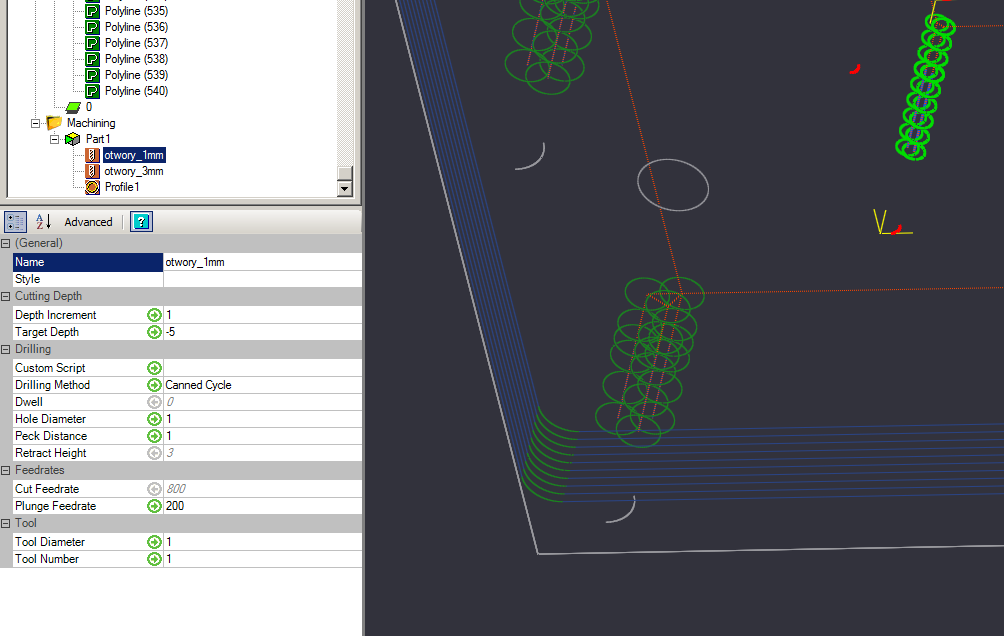
Ponadto otwory 1mm mają wygenerowane ścieżki na dwa otwory a 3mm na trzy.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")

")
")

Kod: Zaznacz cały
(x)
#1 = 9.25
(y)
#2 = 16.5
G0 Z50.00 F5000
o100 do
o200 do
G0 Z50
G0 X#1 Y#2
G0 Z5
G0 Z0.5
G1 Z0.5 F100
G90 G98 G83 X#1 Y#2 Z-8 R0.5 Q0.1
#2 = [#2 + 16.5]
o200 while[#2 LT [132.0 + 2 * 16.5]]
#2 = 16.5
#1 = [#1 + 16.5]
o100 while[#1 LT [181.5 + 16.5]]
M2





