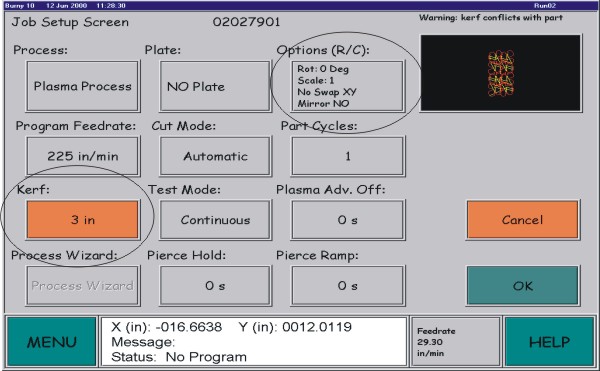
więc tak ... to co jest na zdjęciach poniżej w kółeczkach sprawdź na sterowniku jakie są wartości.
Skala na maszynie zawsze 1:1 czyli widnieje jako 1 na sterowniku.
oraz
maszyna prawdo podobnie jest przecalowana. I dlatego są takie różnice.
Ale ma ona swój kalkulator IN/MM ale on dobrze działa jak ma wyłączniki referencyjne.
jak ich nie ma to liczy w każdym miejscu inaczej.
Rysunki jak robisz to też w milimetrach a w CAM-ie musisz sprawdzić czy nie masz generacji w IN. Jakim programem CAD robisz technologię na maszynę

Rysunek możesz mieć w „mm” ale CAM już może generować w calach. I jak trafi na maszynę to się robi olbrzym.
Na jakich kodach pracuje maszyna ( ESSI czy ISO ( WORD))
Znasz hasło do sterownika
( do menu serwisowego )
kompensację ( KERF ) ustawiasz zawsze według tabel dla danego palnika.
Jaki masz palnik
otwory zawsze wycinaj na CCW ( w lewo ) a kontury elementów na CW ( w prawo )
Pozdrawiam.
Każda praca ma swoją wartość a zaniżanie jej wartości jest brakiem szacunku do pieniędzy i samych siebie.




")



")

")







")

