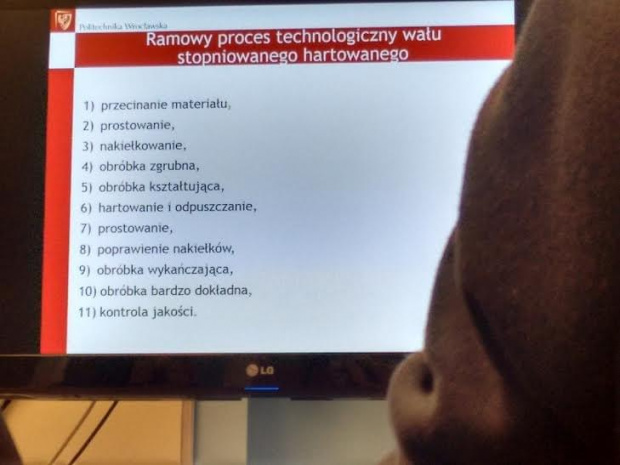
projektuję proces technologiczny wałka i wykładowca zaleca operację prostowania po cięciu i obróbce cieplnej. Czy jest to faktycznie konieczne, czy to taki książkowy przykład? Jak to wygląda w praktyce skoro później będę to toczył?
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")

Nie zawsze się da uniknąć niestety, wszystkie wałki choćby w skrzyniach biegów są prostowane przynajmniej w tych miejscach co muszą być proste. Ale przecież nawet lufa broni palnej jest poddawana temu procesowi. Ciekawi mnie natomiast jak prostują takie rzeczy jak np. przeciągacz który ma metr długosci i nie wierzę że zawsze jest prościutki po hartowaniu.RomanJ4 pisze: ale proces technologiczny powinien być tak skonstruowany by tego unikać (np obróbka finalna, szlifowanie po o.c.), bo prostowanie generuje to w materiale dodatkowe naprężenia.






